�C(j��)�^(q��)
��(bi��o)�}: ��������@��(g��)�M�b�O(sh��)��������Щ�C(j��)��(g��u) [��ӡ���(y��)]
����: ÿ��һ�� �r(sh��)�g: 2020-4-8 10:49
��(bi��o)�}: ��������@��(g��)�M�b�O(sh��)���������C(j��)��(g��u)
��������� ÿ��һ�� �� 2020-4-8 10:55 ��
���D,����Һã������Ϗ�,����?y��n)�ǰ�Εr(sh��)�g�����ˣ��������g������һ��,��ϣ�����ҊՏ��
��һ��Ҫ�������Ŷ,���D�������������
�䌍(sh��)�ڛ]�аl(f��)���µ��@�Εr(sh��)�g��Ҳһֱ����,���@һ���Ƿ����ׂ�(g��)�C(j��)��(g��u),��߀�Ƿ���һ��(g��)ʲô�O(sh��)���أ��ھW(w��ng)������һ�Εr(sh��)�g��,���Ͱl(f��)�F(xi��n)���@ôһ��(g��)�ǘ�(bi��o)�M�b�O(sh��)��,������ֵ�ÌW(xu��)��(x��)�ęC(j��)��(g��u)���٣����Ծ͛Q����������,��
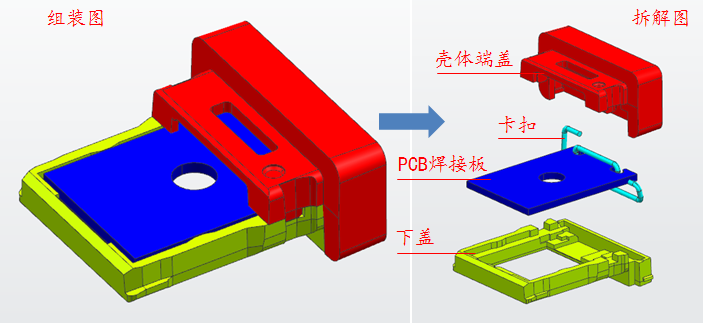
���P(gu��n)���@��(g��)�M�b�O(sh��)��,�����M�b�Įa(ch��n)Ʒ��ʲô�أ����D��
�@��(g��)�|���䌍(sh��)��USB���^�ĽM�ɲ���,��֪���M�b����ʲô�a(ch��n)Ʒ��,�������ف���һ������(g��)�O(sh��)��IJ�����ԭ��ҕ�l��
�����b��ҕ�l���䌍(sh��)����ҕ�l�ģ�������?y��n)�֪����֧���vӍҕ�l�ĸ�ʽ,�����ԛ]���ς�,�����뿴�Ŀ��Ե�����̖(h��o)�
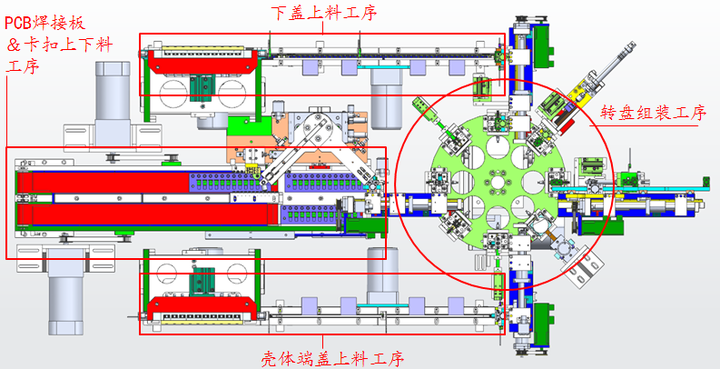
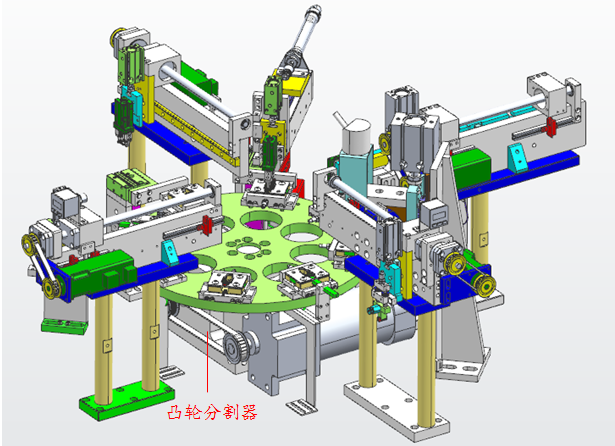
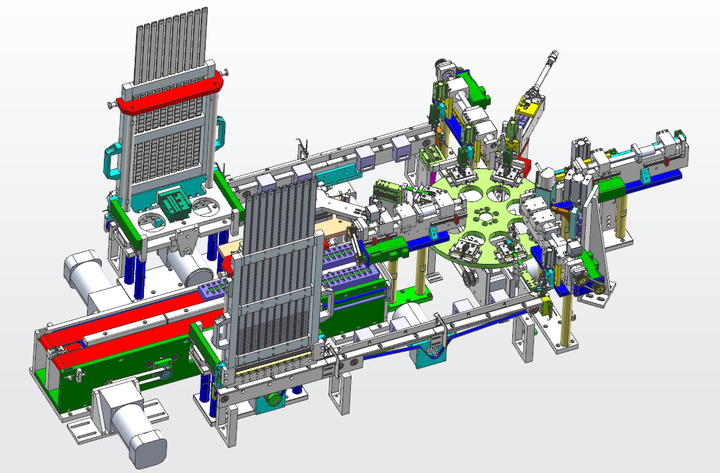
����ҕ�l,�������ґ�(y��ng)ԓ��(du��)�@��(g��)�O(sh��)���ѽ�(j��ng)���˂�(g��)��ŵ�ӡ��,��������_ʼ�������ęC(j��)��(g��u)��ԭ�������ՑT��,��߀�ǰ�����(g��)�O(sh��)��ֳɎׂ�(g��)����
��߅����(g��)���������(d��)����,��ֻ�����ÿ��(g��)����?q��)��?y��ng)�Įa(ch��n)Ʒ�M(j��n)�뵽�M�b�����M(j��n)�нM�b,��
�ȿ�һ�����w�������
1,�����w��PCB���Ӱ壦���ۺ͚��w���w,���քeͨ�^���Ե����Ϲ���,���M(j��n)�뵽�D(zhu��n)�P�M�b����
2���D(zhu��n)�P�M�b����,��ͨ�^�gЪ���D(zhu��n)�ķ�ʽ,����(du��)�a(ch��n)Ʒ�M(j��n)�����νM�b���y(c��)ԇ,��
3,�����OKƷ,���ų�����,��NGƷ���M(j��n)�л���̎��,��
�ف���һ���S�y(c��)�D��
����,���Ͱ��������������η�����
1,�����w���Ϲ���,��
2��PCB���Ӱ壦���������Ϲ���,��
3,�����w���w���Ϲ���
4,���D(zhu��n)�P�M�b����,��
1 ���w���Ϲ���
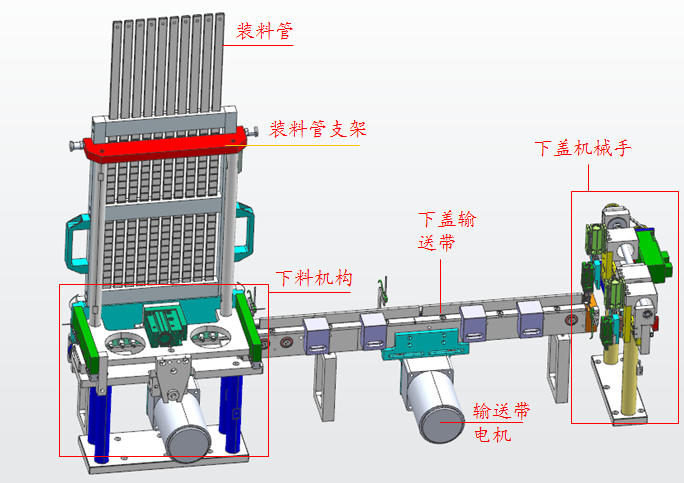
߀���ȁ���һ���@��(g��)����ľ��w���E��
1���˹������w�ŵ��b�Ϲ���,�����b�Ϲ��b�M��,���ŵ��b�Ϲ�֧����,��
2��������������,�����w�����b�Ϲ�����,��
3�����ϙC(j��)��(g��u)�����w����ָ����B(t��i)�ŵ�ݔ�͎���,��Ȼ��ݔ�͎�ĩ��,��
4,�����w�C(j��)е�֏�ݔ�͎�ĩ��ȡ��,���ŵ��D(zhu��n)�P�M�b�����ϡ�
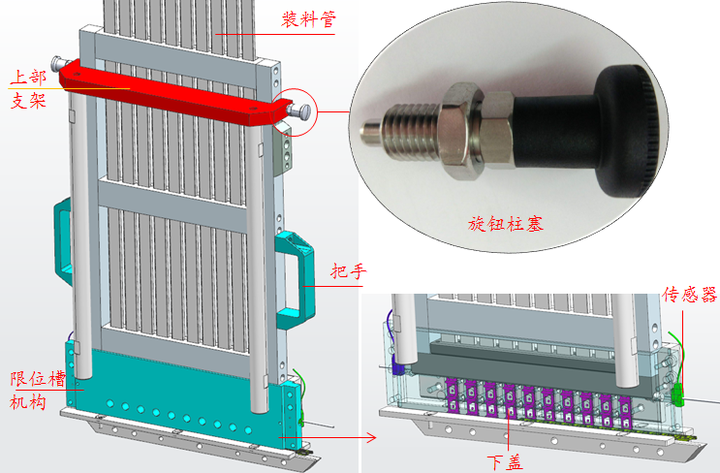
һ,���b�Ϲ�,���b�Ϲ�֧�ܡ����ϙC(j��)��(g��u)
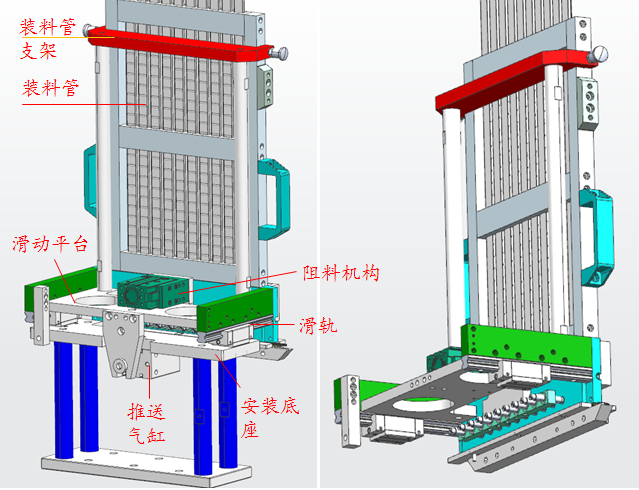
�ȁ���һ���@��(g��)���ֵĹ���ԭ����
���ψD�п��Կ���,���b�Ϲ̶ܹ���֧����,�������ϙC(j��)��(g��u)һ���b�ڻ���(d��ng)ƽ�_(t��i)�ϣ�Ȼ������(g��)����(d��ng)ƽ�_(t��i)�����͚��������������܉�\(y��n)��(d��ng),��
��������ʲôҪ�O(sh��)Ӌ(j��)���@����,�������ۂ��^�m(x��)����������͕�(hu��)�f����,��
1,���b�Ϲܡ��b�Ϲ�֧��
�ٿ�һ���b�Ϲܺ��b�Ϲ�֧�ܷ��x��
�b�Ϲ��е����w,��ͨ�^������������,����(d��ng)�������z�y(c��)���b�Ϲ��Л]���ϕr(sh��)����ʾ���ˌ��b�Ϲ�ȡ��,���b��,�������·���֧�ܡ�
���Կ���,���b�Ϲ̶ܹ������
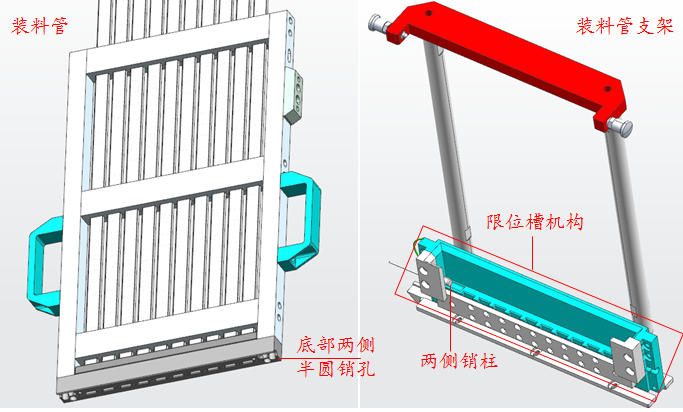
1�����ײ�������λ�ۙC(j��)��(g��u),��ͬ�r(sh��)���ײ�?j��)ɂ?c��)�İ�A�N�ף���(du��)��(zh��n)�ŵ���λ�ۙC(j��)��(g��u)�ăɂ�(c��)�N����,��
2��Ȼ��ͨ�^�ϲ�֧�܃ɂ�(c��)���o����,�����b�Ϲ̶ܹ�ס��
ע�����o�����Ĺ���ԭ��������κ�ɫ�����o,��ǰ�������N���͕�(hu��)�s��ȥ,��
���˿��ܕ�(hu��)���Ɇ����b�Ϲ��b�M�Ϻ�,������֧�ܕr(sh��),�����w����(hu��)�������,���䌍(sh��)߀��һ��(g��)�C(j��)��(g��u)�������Á���ֹ�@�N��r���F(xi��n)�ģ�
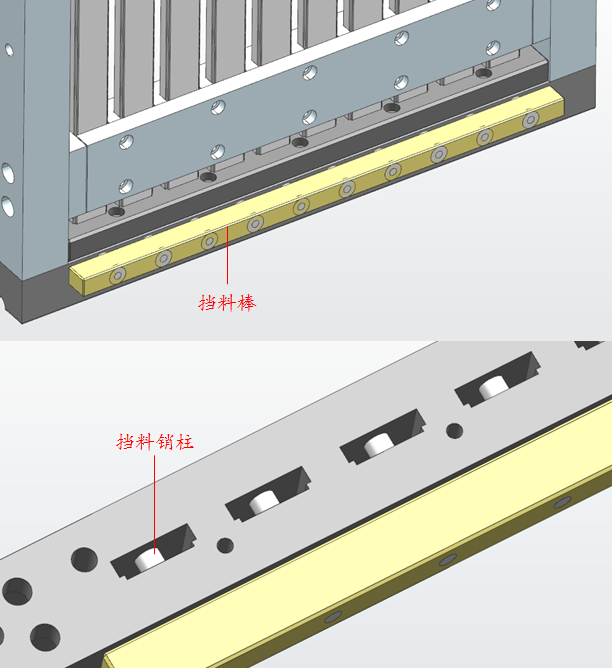
���ˌ��b�Ϲ��b�M��,���ѓ��ϰ����뵽�b�Ϲܵĵײ�,���@�r(sh��)���ϰ��ϵ��N���Ϳ����b�Ϲ��е��ϓ�ס����ֹ����,�����b�Ϲ̶ܹ��ú�,���ó����ϰ����Ϳ�����,��
2,�����ϙC(j��)��(g��u)���Լ���ʲôҪ�����͚���Ƅ�(d��ng)����(g��)�C(j��)��(g��u)����(d��ng)
���Կ���,���b�Ϲ��е����w��B(t��i)��������,������ݔ�͎�������Ҫ�����ģ��@�r(sh��)�����Ҫ�õ�����(g��)�C(j��)��(g��u)����(d��ng)��,���������һ�����ϙC(j��)��(g��u)������(g��)�C(j��)��(g��u)����(d��ng)�Ĺ���ԭ����
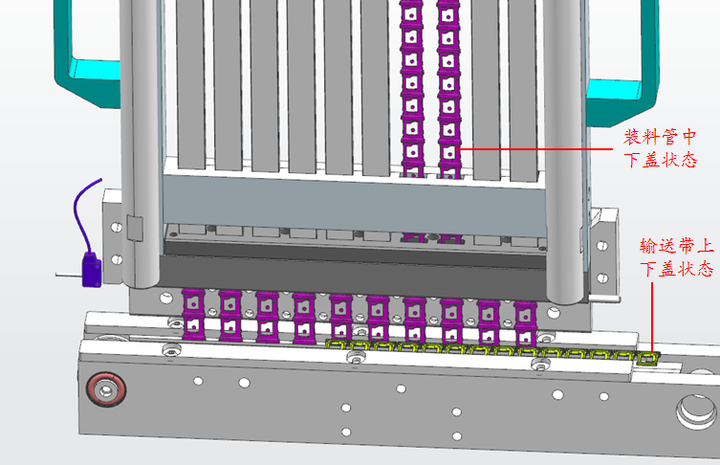
1�����w���b�Ϲ��䵽�ײ��r(sh��),�����Ϛ���Ƅ�(d��ng)���_��������(sh��)�ڶ������w�ס,��
2���@�r(sh��),������(g��)�C(j��)��(g��u)����Ƅ�(d��ng)�������ŵ����w�͕�(hu��)����������ݔ�͎�����,��
3���؏�(f��)�����^��,���Ϳ��Ԍ�(sh��)�F(xi��n)�Ԅ�(d��ng)�����ˡ�
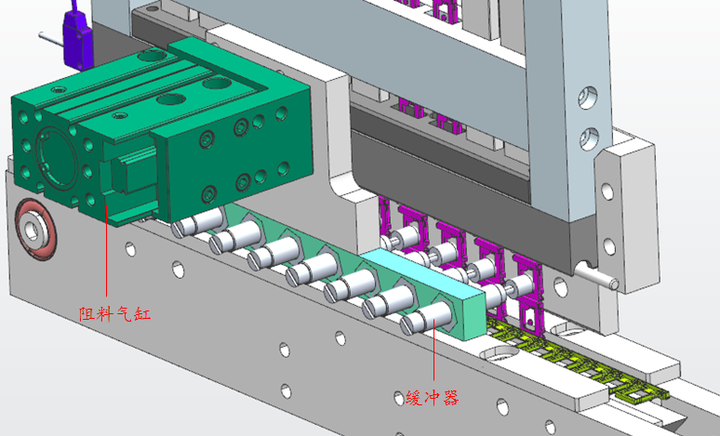
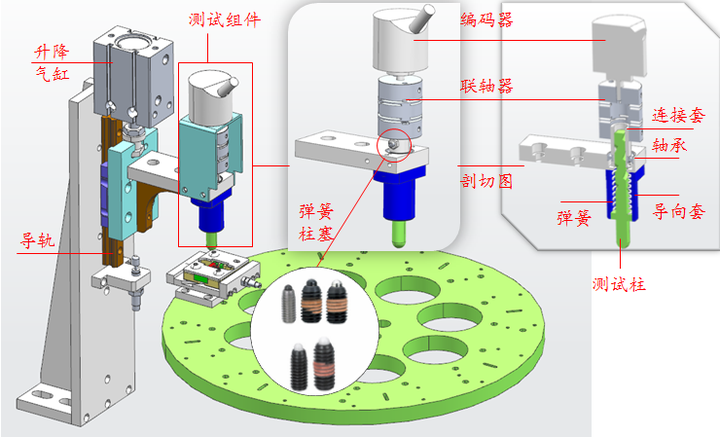
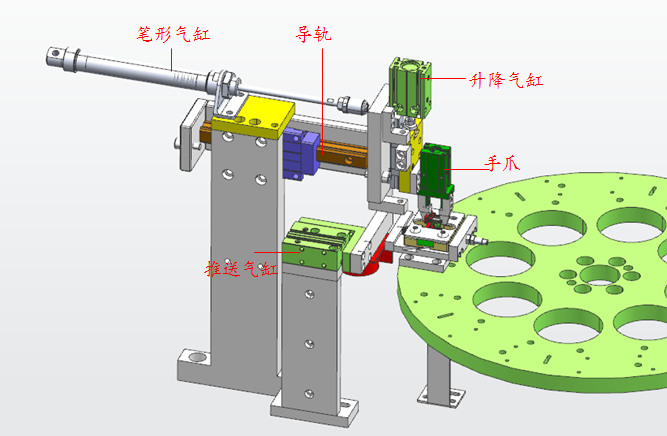
��,�����wݔ�͎�
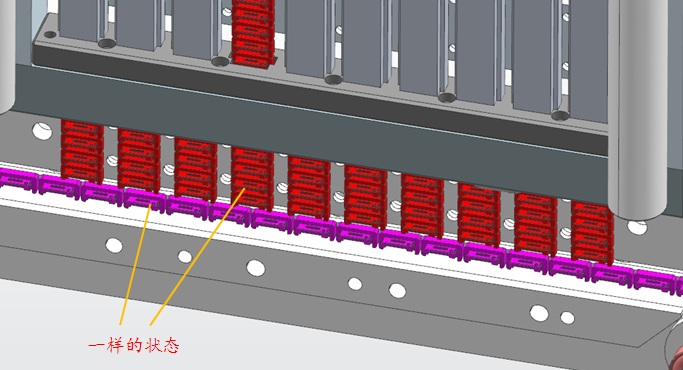
ݔ�͎��ֳ��˃ɶ�,���Ǟ��������ϵĕr(sh��)��Ӱ푺�ήa(ch��n)Ʒ��ݔ�ͣ��������w���^С,�������ڃɂ�(g��)ݔ�͎����gҪʹ���^�ɰ�,������������Ƿ�ֹ���w��ݔ���^���Юa(ch��n)���ѯB�F(xi��n)��
�ف���һ��ݔ�͎��ď��o��ʽ��ͨ�^���ɂ�(c��)���o݆�����g�{(di��o)��(ji��),���팍(sh��)�F(xi��n)���oݔ�͎���Ŀ��,��
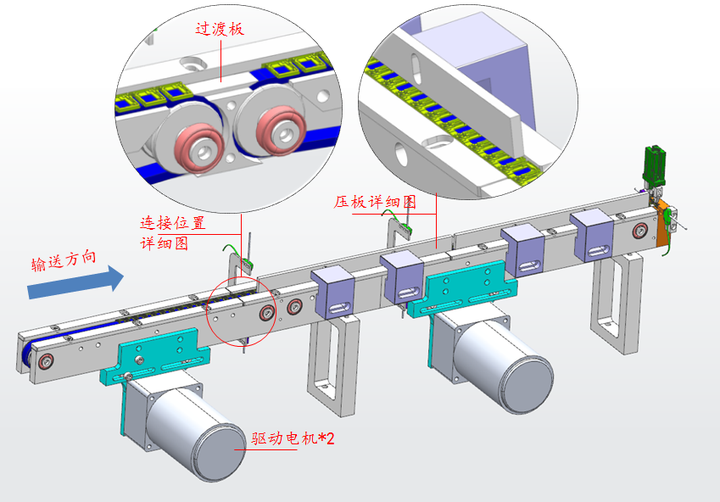
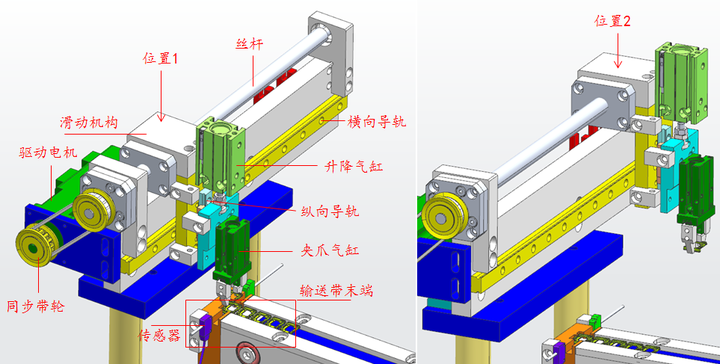
�������w�C(j��)�
�@��(g��)�C(j��)е�����w���ÝL��z�U+��(d��o)܉�Ă��f��ʽ,�����(q��)��(d��ng)늙C(j��)ͨ�^ͬ����݆,������(d��ng)�����f�o�z�U���Ķ�ʹ����(d��ng)�C(j��)��(g��u)������ĽM�������M��?q��)�܉�����?f��)ֱ���\(y��n)��(d��ng),����������Ƅ�(d��ng)�Aצ��������v��?q��)�܉�������\(y��n)��(d��ng),��
��(ji��n)�ν�B��һ�¸��������\(y��n)��(d��ng)�P(gu��n)ϵ���ف���һ�C(j��)е�ֵĹ������
1,�����w���_(d��)ݔ�͎�ĩ��,���������z�y(c��)������,��
2���C(j��)е���Ƅ�(d��ng)��λ��1,������������͊Aצ�������,���Aס���w������
3,���C(j��)е���Ƅ�(d��ng)��λ��2,�������w�ŵ��D(zhu��n)�P�M�b����
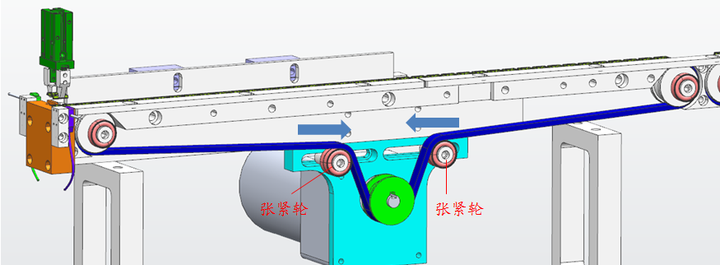
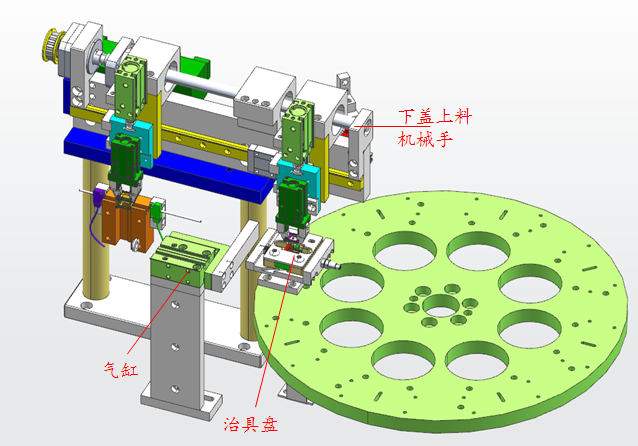
2PCB���Ӱ壦���������Ϲ���
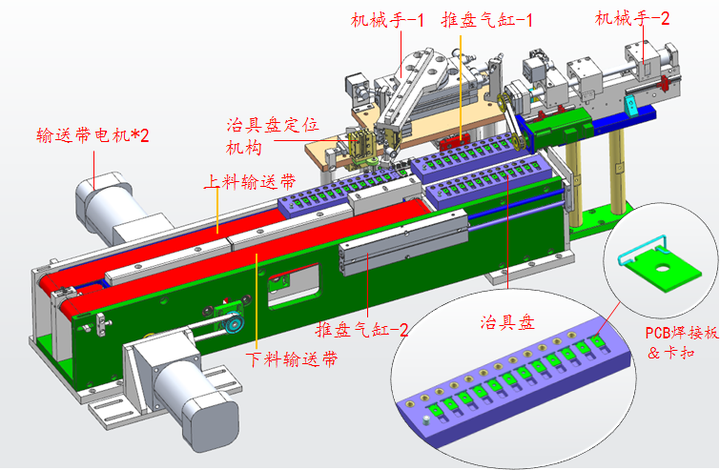
�ĈD�п��Կ���,���ɗlݔ�͎���,�����ϵ�������ݔ�͎����Á팢�b�MPCB���Ӱ壦���۵��ξ߱P,��ݔ�͵��̶�λ���M(j��n)������,�����µ�������ݔ�͎�,���Á팢�յ��ξ߱P����,��
�@��(g��)����Ĺ������E���£�
1���˹����b�M�ϵ��ξ߱P�ŵ�����ݔ�͎���,���ξ߱P���Sݔ�͎����_(d��)��λ�C(j��)��(g��u)̎,��
2���C(j��)е��-1���ξ߱P��ȡ��,���ŵ�����λ,��
3���C(j��)е��-2��?g��u)ĕ���λȡ��,���ŵ��D(zhu��n)�P�M�b������,��
4����(d��ng)�ξ߱P�е��ϱ�ȡ���,����λ�C(j��)��(g��u)���Ƅ�(d��ng)��һ��(g��)�ξ߱P��ͬ�r(sh��),���������ξ߱P�Ƶ��ƱP���-1̎��
4,���ƱP���-1�ٌ������ξ߱P�Ƶ��ƱP���-2̎,��������ƱP���-2���ξ߱P�Ƶ�����ݔ�͎��ϣ�ݔ�͵�����,��
�����@�΄�(d��ng)����GIF�D,�����Կ��ĸ����һ�c(di��n)��
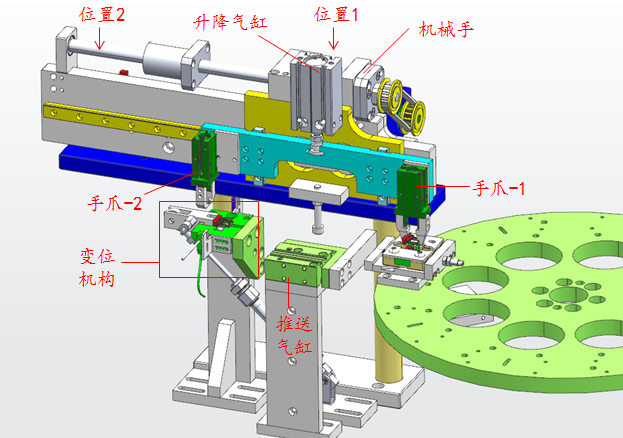
�^�m(x��)������һ�¹����е��ξ߱P��λ�C(j��)��(g��u)���C(j��)е��-1�͙C(j��)е��-2,��
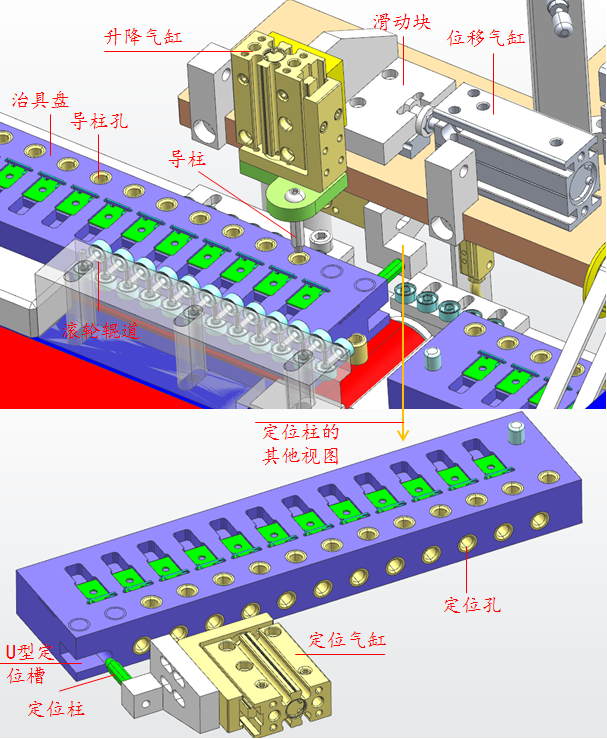
һ,���ξ߱P��λ�C(j��)��(g��u)
�䌍(sh��)ͨ�^�����GIF��(d��ng)�D�����Ŵ�Ҍ�(du��)�@��(g��)�C(j��)��(g��u)�Ą�(d��ng)���ѽ�(j��ng)���˴�ŵ��˽�,�������ف�Ԕ��(x��)�fһ�����Ą�(d��ng)�����
1,���d���ξ߱P���S����ݔ�͎���ǰ�\(y��n)��(d��ng),���M(j��n)��L݆݁�����˕r(sh��)��λ��̎��ǰ���B(t��i),����(d��ng)U�Ͷ�λ�۵��_(d��)��λ���r(sh��),���ξ߱Pֹͣǰ�M(j��n)��
2,���@�r(sh��),���C(j��)е��-1ȡ���ξ߱P�ϵ�һ��(g��)�ϣ�
3,��ȡ���Ϻ�,��λ�ƚ���Ƅ�(d��ng)����(d��ng)�K�����������ǰ����λ��,������������͌�(d��o)������,�����댧(d��o)�����У�
4,���˕r(sh��),����λ�����(d��ng)��λ���s�أ�Ȼ��λ�ƚ�s��,�����ξ߱P��������(d��ng)һ�ξ��x�����x���ڌ�(d��o)�����g�� ��,��
5����λ��,����λ�����(d��ng)��λ����ǰ,�����붨λ���У�
6,��ѭ�h(hu��n)���τ�(d��ng)��,��
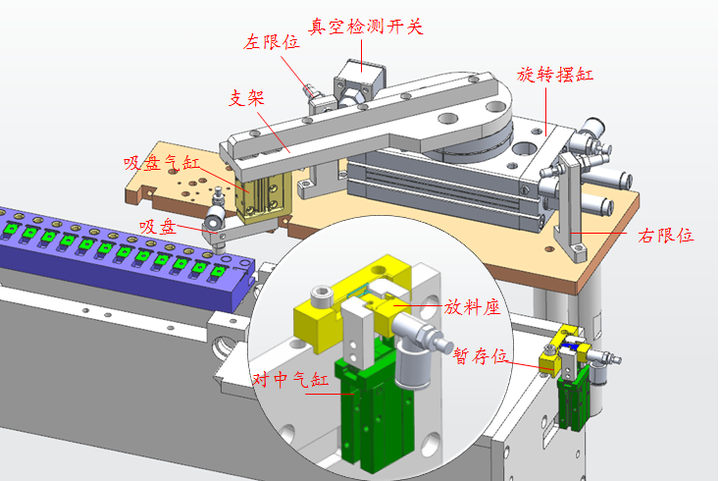
�����C(j��)е��-1,������λ
�ȁ��˽�һ�¸���(g��)������
����λ,������λ���������D(zhu��n)�[���ڎ���(d��ng)֧�ܺ�ĩ�˙C(j��)��(g��u)�D(zhu��n)��(d��ng)�r(sh��)�T���^����˃ɂ�(c��)���ˎ����͉����_������λ,�����Ϗ�Ҳ���h�����ʹ�����D(zhu��n)�[���@�N����,���ґT���^��r(sh��)�������ڃɂ�(c��)�����ⲿ�ľ�����λ,���@�ӿ�������(g��)�C(j��)��(g��u)���ӷ�(w��n)����
����������ҿ��Կ���,���ڷ�����������һ��(g��)�ף��ڂ�(c��)����һ��(g��)��ܽ��^,�������������Ǟ�����סPCB���Ӱ�,��
�����ف��fһ�¹������
1���ξ߱P���_(d��)��λ�C(j��)��(g��u)̎,�����P�������,�������P��סPCB���Ӱ壦����,��
2�����P�������,�����D(zhu��n)�[�����D(zhu��n)������λ̎,����PCB���Ӱ壦���۷��ڷ������ϣ�
3,����(du��)�К�Aһ��,��Ȼ���������סPCB���Ӱ壬��(du��)�К�����_,���ȴ��C(j��)е��-2����ȡ����,��
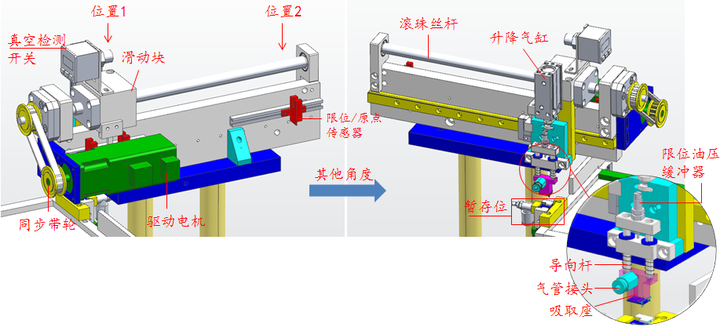
�����C(j��)�-2
�䌍(sh��)�@��(g��)�C(j��)е�ֺ������f�������w�C(j��)е�ֵĂ��f��ʽ�̈́�(d��ng)��ԭ����һ�ӵ�,����ͬ�����@��(g��)�C(j��)е�ֵ�ĩ���Dz�����ȡ�ķ�ʽ,������ȡ����������һ��(g��)�ף���(c��)����һ��(g��)��ܽ��^,���������������Á���ȡPCB���Ӱ�,��
�����@��(g��)�C(j��)��(g��u)�Ĺ���������@�ӵģ�
1������(d��ng)�K̎��λ��1�r(sh��),�������������,����ȡ����סPCB���Ӱ�,��Ȼ��λ�����
������ֹͣ��ȡPCB���Ӱ�,��
2�������������,��Ȼ��L��z�U�(q��)��(d��ng)����(d��ng)�K�Լ�����ęC(j��)��(g��u)�Ƅ�(d��ng)��λ��2,����PCB���Ӱ壦���۷ŵ��D(zhu��n)�P�M�b����
���ϲ���,������PCB���Ӱ壦�������Ϲ���ęC(j��)��(g��u)��ԭ������,���Dz��ǿ������c(di��n)�ۣ��ټӼ���,���Ϳ�Y(ji��)����,��
3���w���w���Ϲ���
�䌍(sh��)�@��(g��)����ęC(j��)��(g��u)�����w���Ϲ���ęC(j��)��(g��u)��������һ�ӵģ������ۂ���ֱ�Ӂ��f�f����֮�g��ͬ�ĵط���
һ,�����͚���Ƅ�(d��ng)����(g��)�C(j��)��(g��u)����(d��ng)�����ò�ͬ
߀ӛ��ǰ���f�������w���Ϲ�����,���@��(g��)���ֵ������Ǟ������w���£����ǚ��w���w���Ϲ�����,�������b�Ϲܺ���ݔ�͎��ϵĠ�B(t��i)��һ�ӵ�,�����w���D��
��ô�@��(g��)�C(j��)��(g��u)�ڹ����е�������ʲô�أ��ۂ���֪��,���@Щ�϶��ǿ���������,������������϶��lj������һ��(g��)���ϵ�,������@��(g��)�C(j��)��(g��u)�������䌍(sh��)�Ǟ��ˌ�������϶����_������ݔ�͎����������һ����ݔ����,��
��,�����ϙC(j��)е�ֵ�ȡ�Ϸ�ʽ��ͬ
�����w���Ϲ����У��C(j��)е�ֵ�ȡ�Ϸ�ʽ���õĊAצ���,�������@��(g��)������,��ȡ���õ�����ȡ��ʽ�����w���D��
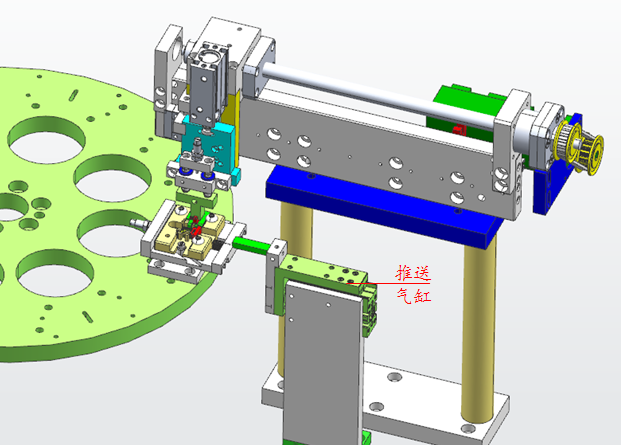
4�D(zhu��n)�P�M�b����
�ف���һ���S�y(c��)�D��
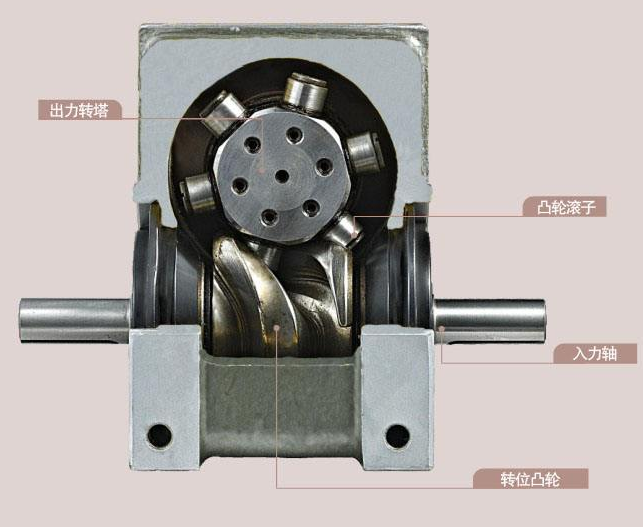
�D(zhu��n)�P������õ���݆�ָ����D(zhu��n)��(d��ng)�ķ�ʽ,�����P(gu��n)��݆�ָ���,���䌍(sh��)֮ǰ�����������ﺆ(ji��n)�����^���@���Ҿ��f����Ԕ��(x��)�c(di��n),���ȁ���һ������һ�N݆�ָ����ă�(n��i)���Y(ji��)��(g��u)��
Ȼ���fһ��݆�ָ����漰�����P(gu��n)����(sh��)������(n��i)�݁��ٶȰٿƣ���
1,����λ��(sh��)�������Sÿ���D(zhu��n)һȦ��ͣ��(d��ng)��(sh��)��
2,���(q��)��(d��ng)�ǣ�݆�ֶȽǣ��������S���D(zhu��n)��Ҫ���(zh��)��һ�ηֶ��\(y��n)��(d��ng),���Ƕ�Խ���\(y��n)��(d��ng)Խƽ��(w��n),��
3,��ֹͣ�ǣ���(d��ng)�����S�̶��r(sh��)�������S���D(zhu��n)�ĽǶ�,���@�ǶȺ��(q��)��(d��ng)�ǵĿ��͞�360��,��
4�����D(zhu��n)�D(zhu��n)�أ��ڹ̶�λ��������D(zhu��n)�ؿ�ʩ�ӵ������S��,�����ʩ�ӵ��D(zhu��n)�ش����@��(g��)ֵ,���t��(hu��)�p�ķָ�����
5,����(d��ng)�B(t��i)�D(zhu��n)�أ��ڷֶ����g,�������ڳ����S�ϵ�����D(zhu��n)�ء�
���dȤ��ͬ�W(xu��)���Ե��W(w��ng)����һЩ��Ԕ��(x��)���Y���˽�һ��,��
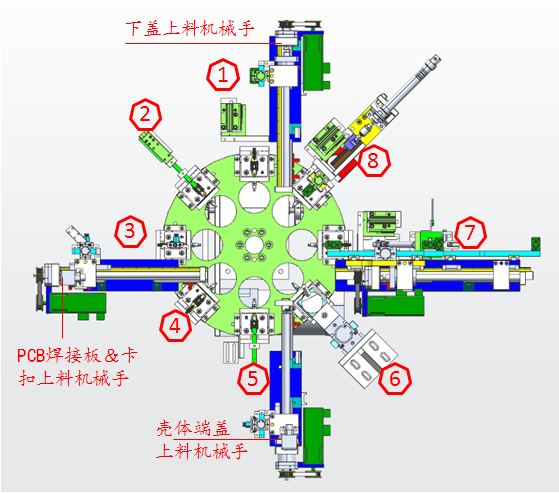
�����@��(g��)������,��һ����8��(g��)��λ��(sh��)���ψD�����˘�(bi��o)ע������1-8,���քe�����M�b�a(ch��n)Ʒ�Ĵ���,������́���Bһ��ÿ��(g��)��λ�Ǹ���ġ�
��λ1�������w�b���ξ߱P��,��
��λ2����(du��)���w�M(j��n)�ж�λ,��
��λ3����PCB���Ӱ壦���ۣ����b�����w�ϣ�
��λ4���]������,������(sh��)��,��
��λ5�����b���w���w��
��λ6���z�y(c��)���w���w�Л]�а��b��λ,����λ7��OKƷ,��ݔ�������⣻��λ8��NGƷ,������,��
���_ʼ����ÿ��(g��)��λ֮ǰ���ۂ��ȁ�����һ���D(zhu��n)�P�ϵ��ξ߱P��
����Ҫ֪�����ǣ��a(ch��n)Ʒ���ǹ̶��ڵ����ϵ�,������(d��ng)�K�����ڮa(ch��n)Ʒ�������һ���(d��ng),��ͬ�r(sh��)�����̶���һ��Č�(d��o)�������ڻ���(d��ng)���ϵČ�(d��o)���ۃ�(n��i)����(d��ng)������(d��ng)�������ڮa(ch��n)Ʒ���͵���֮�gǰ��(d��ng),��
֪���������P(gu��n)ϵ,���ۂ�����һ���@��(g��)�ξ߱P�Ĺ���ԭ�����Ƅ�(d��ng)����(d��ng)����ǰ�\(y��n)��(d��ng) �� �Ķ�������(d��o)���ͻ���(d��ng)�K��a(ch��n)Ʒ���ăɂ�(c��)�\(y��n)��(d��ng) ��
ȥ���Ƅ�(d��ng)����(d��ng)���Ą�(d��ng)�� �� ���ڏ��ɵ�����,������(d��ng)������\(y��n)��(d��ng) �� �Ķ�������(d��o)���ͻ���(d��ng)�K���(n��i)��(c��)�\(y��n)��(d��ng),��
�ɂ�(c��)�Ļ���(d��ng)�K�ڿs����(n��i)��(c��)�r(sh��)���ǿ��ԉ�ס���w��,�������@���O(sh��)Ӌ(j��)��ԭ���Ǟ�����ȡ�����w������(g��)�a(ch��n)Ʒ�r(sh��),��������(d��ng)�K�_�����������r(sh��)��?y��n)��˷�ֹ���w������(g��)�a(ch��n)Ʒ��׃λ��,���û���(d��ng)�K������ס,��
���������ξ߱P�Ĺ���ԭ�����ۂ��́���һ��ÿ��(g��)��λ�ϵęC(j��)��(g��u)��
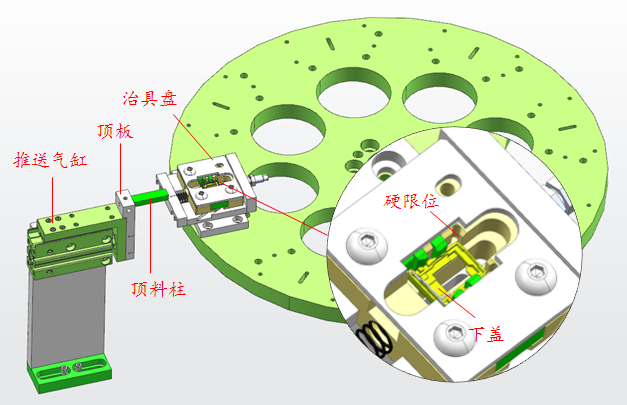
һ,����λ1
���w���ϙC(j��)е���ڌ����w�ŵ��ξ߱P֮ǰ,������Ȍ��ξ߱P�ϵĻ���(d��ng)����ǰ픣��Ķ�ʹ�ɂ�(c��)�Ļ���(d��ng)�K����,����������w��λ�ã������w�ŵ�λ��,����s��,���ξ߱P�σɂ�(c��)�Ļ���(d��ng)�K��ס���w��
��,����λ2
�@��(g��)��λ�������nj����w�?sh��)�Ӳ��λ̎�M(j��n)�ж�λ,���Ա��ں��氲�bPCB���Ӱ壦���ۡ�
���͚����ǰ��,������픰��Ƚ��|�ξ߱P�ϵĻ���(d��ng)��,�����ɂ�(c��)�Ļ���(d��ng)�K���_��Ȼ��������ٌ����w���Ӳ��λ��,�����͚���˻ؕr(sh��),�����෴�Ą�(d��ng)��,��
������λ3,����λ4
�P(gu��n)�ڹ�λ3,���䌍(sh��)�������ϙC(j��)е�ְ�PCB���Ӱ壦����ֱ�Ӱ��b�����w�ϣ���(d��ng)��ԭ�������^��(ji��n)��,�������@��Ͳ�Ԕ��(x��)�f��,�����P(gu��n)�ڹ�λ4��ǰ��Ҳ�f��,���]ɶ����,�����ǜ���(sh��)�ġ�
��,����λ5
��ҿ��Կ���,���@��(g��)��λ�У�Ҳ��һ��(g��)���͚�יC(j��)��(g��u),���䌍(sh��)�������ú�λ����һ��,�������ڰ��b���w���w֮ǰ����(du��)���w�M(j��n)����һ�εĶ�λ,��ԭ����λ��Ҳ��һ�ӵ�,����ע��ǰ���ҕ�l�У����@��(g��)λ�����c(di��n)�e(cu��)�`,�����ע��һ�£�
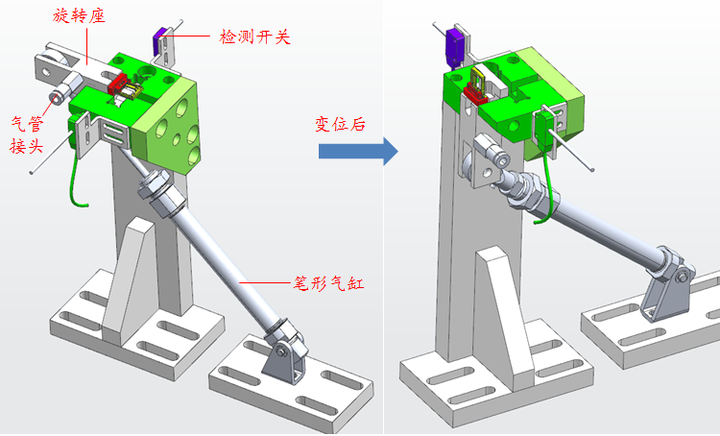
��,����λ6
ǰ���ᵽ�ˣ��@��(g��)��λ���������Á��Д����w���w�Л]�а��b��λ��,���ȁ��fһ�y(c��)ԇ�M����,������(g��)������B���P(gu��n)ϵ�����a��ͨ�^(li��n)�S�����B���̶���һ���B�������S�����D(zhu��n)��(d��ng),���y(c��)ԇ���ڌ�(d��o)���׃�(n��i)���»���(d��ng),�����o�����D(zhu��n)���y(c��)ԇ�������B���׃�(n��i),��ͨ�^���������סб�沿��,��
�������ϵ��B���P(gu��n)ϵ����(d��ng)�y(c��)ԇ�������\(y��n)��(d��ng)�r(sh��),����(hu��)����(d��ng)�����������B�����D(zhu��n)��(d��ng),�������a��ͨ�^�D(zhu��n)��(d��ng)�ĽǶȁ��Д��y(c��)ԇ���Ƅ�(d��ng)�ľ��x�����Ԝy(c��)ԇ�M���Д����w���w�Ƿ��b��λ�ķ�ʽ�飺���b��λ�Ě��w���w�͛]�а��b��λ�Ě��w���w,�����a���D(zhu��n)��(d��ng)�ĽǶȲ�ͬ,��
������λ7
ͨ�^��λ6�Д�a(ch��n)Ʒ�Ƿ�ϸϸ��Ԓ,�������@��(g��)��λ���a(ch��n)Ʒȡ��,�����w�Ĺ���������£�
1���ξ߱P���_(d��)��λ7��,�����͚���Ƅ�(d��ng)�ξ߱P�ϵĻ���(d��ng)��,�����_�ɂ�(c��)�Ļ���(d��ng)�K��
2,���C(j��)е��̎��λ��1,����������½�������צ-1�A���ξ߱P�ϵĮa(ch��n)Ʒ,��Ȼ��������,��
3���C(j��)е���Ƅ�(d��ng)��λ��2,����צ-1���a(ch��n)Ʒ����׃λ�C(j��)��(g��u)��,����׃λ�C(j��)��(g��u)���a(ch��n)Ʒ��������
4,���C(j��)е���^�m(x��)�Ƅ�(d��ng)��λ��1,���@�r(sh��)��צ-1ȡ�ξ߱P�ϵĮa(ch��n)Ʒ������צ-2ȡ׃λ�C(j��)��(g��u)���������Įa(ch��n)Ʒ,��
5,�����C(j��)е���Ƅ�(d��ng)��λ��2����צ-1���a(ch��n)Ʒ�ŵ�׃λ�C(j��)��(g��u),����צ-2���a(ch��n)Ʒ�ŵ�����,��
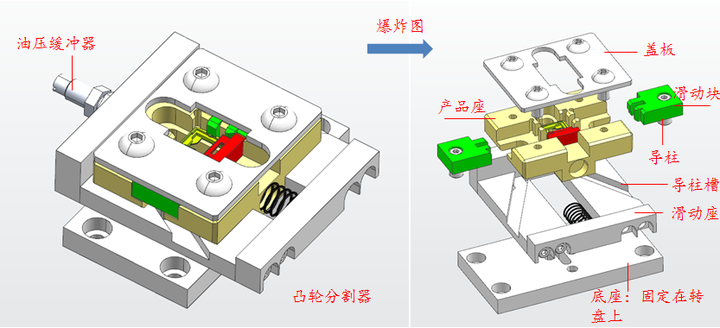
�ف���һ��׃λ�C(j��)��(g��u)�Ĺ���ԭ����
���(c��)����צ-1���a(ch��n)Ʒ����׃λ�C(j��)��(g��u)�ϵĠ�B(t��i)���҂�(c��)�錢�a(ch��n)Ʒ�����Ġ�B(t��i),��
��(d��ng)��צ���a(ch��n)Ʒ�������D(zhu��n)���Ϻ�,���z�y(c��)�_�P(gu��n)�z�y(c��)���a(ch��n)Ʒ �� ��հl(f��)����ͨ�^��ܽ��^�����D(zhu��n)���ṩؓ(f��)������ס�a(ch��n)Ʒ �� �P�Κ�s��,�����a(ch��n)Ʒ������,���ȴ���צ-2ץȡ��
��,����λ8
ǰ�湤λ7�Ǻϸ�Ʒ������,����ô��ȻҲҪ�в��ϸ�Ʒ�����ϣ��@��(g��)��λ�����Á팢���ϸ�Įa(ch��n)Ʒȡ����,���ψD�еęC(j��)��(g��u)��ǰ���䌍(sh��)���ѽ�(j��ng)�f�^�ˣ��������@��Ͳ��ن�����,��
��~���@��,������(g��)�O(sh��)������Ƿ������ˣ����^�Ϗ�Ҫ�fһ�µ��ǣ��@��(g��)�D�������ĕr(sh��)�g���^���ˣ����ܺܶ������綼�ѽ�(j��ng)�õ��^��,����������ԃ�ˎׂ�(g��)��,�����f�@��(g��)�C(j��)��(g��u)�ڌ�(sh��)�H���a(ch��n)�в����{(di��o)ԇ�����Ծ��f����߀����ȱ�ݵ�,�����^�D����߀���кܶ�ֵ���҂��W(xu��)��(x��)���b�ęC(j��)��(g��u),��ӛ���@Щ�C(j��)��(g��u)���Ա��҂�?c��)���Ҫ�ĕr(sh��)�����S�r(sh��)����,���@�Ӳ����҂�?c��)��O(sh��)Ӌ(j��)�r(sh��)�����p��,��
OK�����ՑT��,��߀�ǰшD�����ڹ���̖(h��o),���P(gu��n)ע��؏�(f��)���M�b�C(j��)���Ϳ����õ����d朽���,��
����: ����� �r(sh��)�g: 2020-4-8 13:26
vx����̖(h��o),���M�b�C(j��)��
����: ��(m��ng)��ɶ���� �r(sh��)�g: 2020-4-8 14:44
�mȻ���� ��ֻ�܉��f�����P��,��NB,���� �D�IJ�ï �x�x����
����: δ����һվ �r(sh��)�g: 2020-4-8 14:50
���x������
����: �t��92 �r(sh��)�g: 2020-4-8 15:38
���x����
����: ÿ��һ�� �r(sh��)�g: 2020-4-8 17:12
���ǣ�����̖(h��o)��ÿ��һ��,���ڹ���̖(h��o)��؏�(f��)�M�b�C(j��),��������ģ��
����: ak19471100 �r(sh��)�g: 2020-4-8 18:34
���e(cu��)���e(cu��)
����: �h(yu��n)�� �r(sh��)�g: 2020-4-9 20:59
���x�����ķ������ܾ���,��
����: ���}�� �r(sh��)�g: 2020-4-10 08:53
̫ţ��,���x�x����
����: �K��t��� �r(sh��)�g: 2020-4-10 13:39
�ܽ���
����: lfs123123123 �r(sh��)�g: 2020-4-10 16:01
���x����
����: ���i�Ġ��� �r(sh��)�g: 2020-5-30 08:16
�D�IJ�ï �x�x����
����: cq-ctrl �r(sh��)�g: 2020-6-7 08:21
ţ��
����: feiying0210 �r(sh��)�g: 2020-6-7 09:23
�x�x�������� �W(xu��)��(x��)��
����: �����x���� �r(sh��)�g: 2021-10-30 17:26
�x�x����
����: w3525462 �r(sh��)�g: 2021-10-31 20:01
���x�����ķ�����ϣ������ȫ����f��,��
����: cwq798 �r(sh��)�g: 2021-11-2 13:18
ԭՏ��̫��,��������
����: ���Ǵ�� �r(sh��)�g: 2021-11-3 08:30
�W(xu��)��(x��)�W(xu��)��(x��)
����: ���Ǵ�� �r(sh��)�g: 2021-11-3 09:53
66666
����: WANGFENG11 �r(sh��)�g: 2023-2-9 15:30
�M�b�C(j��)
����: �������S2010 �r(sh��)�g: 2023-2-9 16:06
���_(t��i)�f(xi��)���C(j��)����+һ�_(t��i)���b�C(j��)+���o��O(sh��)�䣬�ׂ͎�(g��)�ϱP�Ϳ�����
����: �ϻ�01 �r(sh��)�g: 2023-2-9 16:17
 �X����������,�����c(di��n)崙C(j��)
�X����������,�����c(di��n)崙C(j��)
����: �ð�. �r(sh��)�g: 2023-2-9 17:07
�ǘ�(bi��o)�Ԅ�(d��ng)���Įa(ch��n)Ʒ,���ܶ�Y(ji��)��(g��u)�]���|�^
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |