亚洲欧美日韩国产一区二区精品_亚洲国产精品一区二区动图_级婬片A片手机免费播放_亚洲国产成人Av毛片大全,男女爱爱好爽好疼视频免费,中文日韩AV在线,无码视频免费,欧美在线观看成人高清视频,在线播放免费人成毛片,成 人 网 站 在 线 视 频A片 ,亚洲AV成人精品一区二区三区
<bdo id="guyki"><dd id="guyki"></dd></bdo>
機(jī)械社區(qū)
標(biāo)題:
請教,螺距2.0,,總進(jìn)給深度為什么是1.28,?
[打印本頁]
作者:
耶穌愛子
時間:
2020-5-24 16:42
標(biāo)題:
請教,螺距2.0,,總進(jìn)給深度為什么是1.28,?
請教,普通螺紋,,螺距2.0,,牙頂?shù)窖赖椎母叨葹?/8H=0.541P=1.082,為什么“總進(jìn)給深度”是1.28,?
作者:
冷月梧桐
時間:
2020-5-24 20:03
2*1.3/2
作者:
韓寒11
時間:
2020-5-24 20:23
螺紋刀片是圓弧頂,,會有一點偏差
作者:
2011ayoon
時間:
2020-5-25 10:08
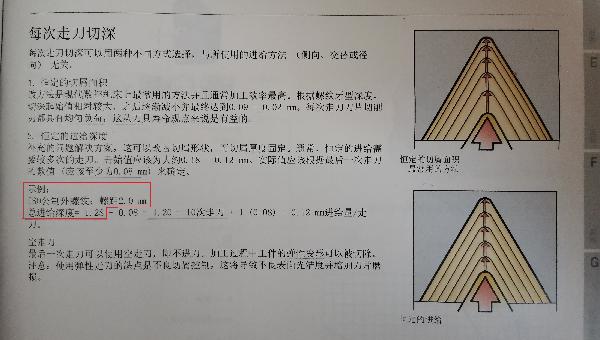
這要結(jié)合外圓(毛坯)來計算,利用額外余量精修螺紋牙頂:加工螺紋之前,,不必將胚料車削至精確的直徑,,利用額外余量/材料精修螺紋牙頂。對于精修牙頂?shù)镀�,,前面的車削工序�?yīng)留出0.03-0.07mm的材料,,以使牙頂正確成形。
X7 {8 r4 j6 l! i/ F1 m
就是加工是從較大的大徑開始(約0.14余量),,然后在牙型加工到位后,,再精加工一刀,這個要求采用全牙型刀片
作者:
遠(yuǎn)祥
時間:
2020-5-25 20:09
樓上正解,,確實有這種因素存在,。
作者:
大碗
時間:
2020-5-27 22:31
螺紋車刀刀尖有R,一般采用0.6495來計算切削深度,。
作者:
LCNC數(shù)控加工
時間:
2020-6-23 22:36
0.6495*2=1.3
作者:
耶穌愛子
時間:
2020-6-26 09:14
LCNC數(shù)控加工 發(fā)表于 2020-6-23 22:36
6 ?; D. c$ G6 T9 t1 i- T& S
0.6495*2=1.3
1 ] y0 N, m1 e/ A4 F
“
0.6495
”出自哪里,?
1 G8 i" S6 b2 R* b+ Z
歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/)
Powered by Discuz! X3.4