ÖCąĄ╔ńģ^(q©▒)
ś╦(bi©Īo)Ņ}: ─▄ĖŃČ«▀@28éĆå¢Ņ},Ż¼╣½▓Ņ┼c┼õ║Ž▓┼╦ŃšµĄ─Č«┴╦ [┤“ėĪ▒ŠĒō]
ū„š▀: panps Ģrķg: 2022-3-9 13:59
ś╦(bi©Īo)Ņ}: ─▄ĖŃČ«▀@28éĆå¢Ņ},Ż¼╣½▓Ņ┼c┼õ║Ž▓┼╦ŃšµĄ─Č«┴╦
1,Īó╩▓├┤╩Ū┼õ║ŽĻP(gu©Īn)ŽĄ,Ż┐
╗∙▒Š│▀┤ńŽÓ═¼Ą─,ĪóŽÓ╗źĮY(ji©”)║ŽĄ─┐ū║═▌S╣½▓ŅĦų«ķgĄ─ĻP(gu©Īn)ŽĄŻ¼ĘQ×ķ┼õ║Ž,ĪŻ
# ]& Z6 w ~$ M; D$ l% S
2,ĪóÖCąĄįO(sh©©)ėŗųąėąÄūĘN┼õ║ŽĻP(gu©Īn)ŽĄŻ¼Ęųäe╩Ū╩▓├┤,Ż┐
┤Ż║ÖCąĄįO(sh©©)ėŗĄ─╚²ĘN╗∙▒ŠĄ─┼õ║ŽĻP(gu©Īn)ŽĄŻ║▀^ė»┼õ║Ž,Īó▀^Č╔┼õ║ŽĪóķgŽČ┼õ║Ž,ĪŻ
- p, g. ^0 Y. N8 ?5 T
3,Īó╩▓├┤╩ŪķgŽČ┼õ║ŽŻ┐
┐ū┼c▌Sčb┼õĢr,Ż¼ėąķgŽČŻ©░³└©ūŅąĪķgŽČĄ╚ė┌┴ŃŻ®Ą─┼õ║Ž,ĪŻ┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½▓ŅĦų«╔Ž,ĪŻ
5 W1 @$ D5 T- K6 R$ O
4,Īó╩▓├┤╩Ū▀^Č╔┼õ║ŽŻ┐
┐ū┼c▌Sčb┼õĢr,Ż¼┐╔─▄ėąķgŽČ╗“▀^ė»Ą─┼õ║Ž,ĪŻ┐ūĄ─╣½▓ŅĦ┼c▌SĄ─╣½▓ŅĦ╗źŽÓĮ╗»B,ĪŻ
6 T+ c x$ O. M( Q) v$ N% e# E' u
5,Īó╩▓├┤╩Ū▀^ė»┼õ║ŽŻ┐
┐ū┼c▌Sčb┼õĢrėą▀^ė»Ż©░³└©ūŅąĪ▀^ė»Ą╚ė┌┴ŃŻ®Ą─┼õ║Ž,�,Ż┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½▓ŅĦų«Ž┬ĪŻ
/ B9 Y7 ~% X3 E
6,Īó▓╔ė├▀^ė»┼õ║ŽąĶę¬┐╝æ]──ą®ę“╦ž,Ż¼šł┴ą┼eę╗Č■Ż╗
┤Ż║▀^ė»┼õ║Žæ¬(y©®ng)ūóęŌĄ─ŽÓĻP(gu©Īn)╩┬ĒŚŻ║
Ż©1Ż®▌S┐ū▀^ė»┼õ║ŽĢrŻ¼ę¬ėąī¦(d©Żo)Ž“╣”─▄,Ż¼╝┤ąĶę¬ėąĄ╣ĮŪŻ©┐ū▌SČ╝ę¬ėąę╗Č©Ą╣ĮŪ,Ż¼╝┤ŽÓ┼õĄ─ā╔┴Ń╝■╚ļ┐┌╠ÄČ╝æ¬(y©®ng)ū„│÷Ą╣ĮŪŻ¼╗“Ųę²ī¦(d©Żo)ū„ė├Ą─ÕF├µŻ®,Ż╗
- N& o% x4 D4 p* u
9 k. m$ E: N s
# t9 X+ i5 d$ GŻ©2Ż®▀^ė»┼õ║Ž╝■ķgę¬ėą├„┤_Ą─Č©╬╗ÖCśŗ(g©░u)Ż©ąĶįO(sh©©)ėŗėą▌S╝ń,Īó═╣┼_Ą╚┤_▒Ż«a(ch©Żn)ŲĘ▀^ė»┼õ║ŽĄ─╔ŅČ╚Ż®Ż╗
Ż©3Ż®▒▄├Ō═¼Ģrē║╚ļā╔éĆ▀^ė»├µŻ©ā╔éĆ▀^ė»┼õ║Ž├µ═¼Ģrē║╚ļ╗“Äū║§═¼Ģrē║╚ļ,Ż¼čb┼õ╩ŪĘŪ│Ż└¦ļyĄ─,Ż¼æ¬(y©®ng)įO(sh©©)ėŗ│╔┴ĒéĆ┼õ║Ž├µ─▄ųéĆē║╚ļŻ®Ż╗
Ż©4Ż®ÕF├µ┼õ║ŽĢr,Ż¼▓╗─▄ėąČ©╬╗ĮY(ji©”)śŗ(g©░u)Ż©╚ńČ╦├µ▀MąąČ©╬╗,Ż¼Š═Ģ■ī¦(d©Żo)ų┬ā╔ÕF├µų«ķg┐╔─▄┤µį┌ķgŽČČ°╩¦╚ź┼õ║ŽĻP(gu©Īn)ŽĄŻ®Ż╗
Ż©5Ż®į┌├ż┐ūųąčb╚ļ▀^ė»┼õ║Žæ¬(y©®ng)┐╝æ]┼┼│÷┐šÜŌ,Ż¼╚ń╣¹┐ūā╚(n©©i)▓┐ą╬│╔ĘŌķ]┐šķg,Ż¼╩╣░▓čb└¦ļyŻ¼░╬│÷Ģrā╚(n©©i)▓┐ą╬│╔šµ┐š,Ż¼░╬│÷Ė³×ķ└¦ļy.×ķ▒▄├Ōą╬│╔ĘŌķ]┐šķg,Ż¼▒žĒÜįO(sh©©)ų├╣®═©ÜŌė├Ą─ąĪ┐ū╗“š▀ā╚(n©©i)▓█Ż©═¼Ģr▀@śėū÷ę▓─▄ĘĮ▒Ń─ŻŠ▀│÷─ŻŻ®Ż╗
Ż©6Ż®į┌═¼ę╗│▀┤ń▌S╔Ž▀Mąą╔ŅĄ─▀^ė»┼õ║Ž,Ż¼ŲõŪČ╚ļ║═ąČ│÷Č╝└¦ļy,Ż¼ę¬░čĦėą▀^ė»┴┐Ą─ķLČ╚Ž▐ųŲį┌▒žę¬Ą─ūŅąĪ│▀┤ńŻ¼Č°╩╣Ųõ╦¹▓┐Ęų╔įėąķgŽČ,Ż¼ĘĮ▒ŃŪČ╚ļ,Ż╗(┴Ē═ŌÖC╝ė╣ż▌S▌^ķLĄ─įÆŻ¼ų╗░č┼õ║ŽĻP(gu©Īn)ŽĄ▓┐╬╗Š½Č╚įO(sh©©)ėŗĄĮØMūŃę¬Ū¾,Ż¼Ųõ╦¹▓┐ĘųĖ∙ō■(j©┤)ĮY(ji©”)śŗ(g©░u)ū÷┤¾ę╗ą®╗“ąĪę╗ą®Š½Č╚Ą═ę╗ą®,Ż¼▀@śė╝ė╣żę▓ĘĮ▒ŃŻ¼│╔▒Šę▓╚▌ęū┐žųŲ),Ż╗
+ b9 m" X$ T) ?6 r
7,Īó╩▓├┤╩Ū╗∙£╩ųŲŻ¼╗∙£╩ųĄėąÄūĘN,Ż¼Ęųäe╩Ū╩▓├┤,Ż┐
į┌ųŲįņ┼õ║ŽĄ─┴Ń╝■ĢrŻ¼╩╣Ųõųąę╗ĘN┴Ń╝■ū„×ķ╗∙£╩╝■,Ż¼╦³Ą─╗∙▒ŠŲ½▓Ņę╗Č©,Ż¼═©▀^Ė─ūā┴Ēę╗ĘNĘŪ╗∙£╩╝■Ą─╗∙▒ŠŲ½▓ŅüĒ½@Ą├Ė„ĘN▓╗═¼ąį┘|(zh©¼)┼õ║ŽĄ─ųŲČ╚ĘQ×ķ╗∙£╩ųŲĪŻĖ∙ō■(j©┤)╔·«a(ch©Żn)īŹļHĄ─ąĶę¬,Ż¼ć°╝ęś╦(bi©Īo)£╩ęÄ(gu©®)Č©┴╦ā╔ĘN╗∙£╩ųŲ,ĪŻ
- j1 V% o* F f& K4 t" J
8,Īó╩▓├┤╩Ū╗∙┐ūųŲ
╗∙┐ūųŲ--╩ŪųĖ╗∙▒ŠŲ½▓Ņ×ķę╗Č©Ą─┐ūĄ─╣½▓ŅĦ┼c▓╗═¼╗∙▒ŠŲ½▓ŅĄ─▌SĄ─╣½▓ŅĦą╬│╔Ė„ĘN┼õ║ŽĄ─ę╗ĘNųŲČ╚ĪŻęŖŽ┬łD,�,Ż╗∙┐ūųŲĄ─┐ūĘQ×ķ╗∙£╩┐ūŻ¼Ųõ╗∙▒ŠŲ½▓Ņ┤·╠¢×ķH,Ż¼ŲõŽ┬Ų½▓Ņ×ķ┴Ń,ĪŻ
0 F+ F$ J3 j( F, [# s" y) ]
9Īó╩▓├┤╩Ū╗∙▌SųŲ
╗∙▌SųŲ--╩ŪųĖ╗∙▒ŠŲ½▓Ņ×ķę╗Č©Ą─▌SĄ─╣½▓ŅĦ┼c▓╗═¼╗∙▒ŠŲ½▓ŅĄ─┐ūĄ─╣½▓ŅĦą╬│╔Ė„ĘN┼õ║ŽĄ─ę╗ĘNųŲČ╚,ĪŻęŖėęŽ┬łD,ĪŻ╗∙▌SųŲĄ─▌SĘQ×ķ╗∙£╩▌S,Ż¼Ųõ╗∙▒ŠŲ½▓Ņ┤·╠¢×ķhŻ¼Ųõ╔ŽŲ½▓Ņ×ķ┴Ń,ĪŻ
2 q/ G0 \1 H# M, {
10,Īó╗∙┐ūųŲ┼c╗∙▌SųŲĄ─▀xė├ę└ō■(j©┤)╩Ū╩▓├┤Ż┐
į┌▌^Ė▀╣½▓ŅĄ╚╝ēųą,Ż¼┐ū▒╚═¼╝ē▌S╝ė╣ż└¦ļy,Ż¼į┌╔·«a(ch©Żn)ųą│Ż▓╔ė├┐ū▒╚▌SĄ═ę╗╝ēŽÓ┼õŻ¼▓óę¬Ū¾░┤╗∙▌SųŲ║═╗∙┐ūųŲą╬│╔Ą─┼õ║ŽŻ©╚ńH7/p6║═P7/h6Ż®,Ż¼Š▀ėąŽÓ═¼Ą─śOŽ▐ķgŽČ╗“▀^ė»,ĪŻ
! O8 k' U9 ?: X4 @( D, i6 p; B4 R
11Īó╩▓├┤╩Ū┼õ║Ž┤·╠¢
┼õ║Ž┤·╠¢ė╔┐ū║═▌SĄ─╣½▓ŅĦ┤·╠¢ĮM│╔,Ż¼īæ│╔ĘųöĄ(sh©┤)ą╬╩Į,Ż¼Ęųūė×ķ┐ūĄ─╣½▓ŅĦ┤·╠¢Ż¼Ęų─Ė×ķ▌SĄ─╣½▓ŅĦ┤·╠¢,ĪŻĘ▓╩ŪĘųūėųą║¼HĄ─×ķ╗∙┐ūųŲ┼õ║Ž,Ż¼Ę▓╩ŪĘų─Ėųą║¼hĄ─×ķ╗∙▌SųŲ┼õ║ŽĪŻ
5 o. M% o% f. s' R
12,Īó╩▓├┤╩Ū╣½▓ŅĄ╚╝ē
╣½▓ŅĄ╚╝ē╩ŪųĖ┤_Č©│▀┤ńŠ½┤_│╠Č╚Ą─Ą╚╝ē,Ż¼ć°ś╦(bi©Īo)ęÄ(gu©®)Č©Ęų×ķ20éĆĄ╚╝ēŻ¼Å─IT01,ĪóIT0,ĪóIT1ĪóIT2Ī½IT18, öĄ(sh©┤)ūųįĮ┤¾,Ż¼╣½▓ŅĄ╚╝ēŻ©╝ė╣żŠ½Č╚Ż®įĮĄ═,Ż¼│▀┤ńį╩įSĄ─ūāäėĘČć·Ż©╣½▓ŅöĄ(sh©┤)ųĄŻ®įĮ┤¾Ż¼╝ė╣żļyČ╚įĮąĪ,ĪŻ
* v) p. I0 @- `( m# N
13,Īó╣½▓ŅĄ╚╝ē▀xō±įŁät
▀xō±╣½▓ŅĄ╚╝ēĄ─īŹ┘|(zh©¼)Š═╩Ūš²┤_ĮŌøQÖCŲ„┴Ń╝■╩╣ė├ę¬Ū¾┼cųŲįņ╣ż╦ć╝░│╔▒Šų«ķgĄ─├¼Č▄ĪŻ▀xō±╣½▓ŅĄ╚╝ēĄ─įŁätŻ¼╩Ūį┌ØMūŃ┴Ń╝■╩╣ė├ę¬Ū¾Ą─Ū░╠ߎ┬,Ż¼▒M┐╔─▄▀xė├▌^Ą═Ą─╣½▓ŅĄ╚╝ē,ĪŻŠ½Č╚ę¬Ū¾æ¬(y©®ng)┼c╔·«a(ch©Żn)Ą─┐╔─▄ąįģf(xi©”)š{(di©żo)ę╗ų┬Ż¼╝┤ę¬▓╔ė├║Ž└ĒĄ─╝ė╣ż╣ż╦ć,Īóčb┼õ╣ż╦ć║═¼F(xi©żn)ėąįO(sh©©)éõ,ĪŻĄ½╩ŪŻ¼į┌▒žę¬Ą─ŪķørŽ┬,Ż¼ätę¬▓╔╚Ī╠ßĖ▀įO(sh©©)éõŠ½Č╚║═Ė─▀M╣ż╦ćĄ─ĘĮĘ©üĒ▒ŻūC«a(ch©Żn)ŲĘĄ─Š½Č╚,ĪŻī”┼õ║Ž│▀┤ń▀x╚Ī▀m«ö(d©Īng)?sh©┤)─╣½▓ŅĄ╚╝ē╩ŪśO×ķųžę¬Ą─ĪŻę“×ķį┌║▄ČÓŪķørŽ┬,Ż¼╦³īóøQČ©┼õ║Ž┴Ń╝■Ą─╣żū„ąį─▄,Īó╩╣ė├ē█├³╝░┐╔┐┐ąįŻ¼═¼ĢrėųøQČ©┴Ń╝■Ą─ųŲįņ│╔▒Š║═╔·«a(ch©Żn)ą¦┬╩,ĪŻŠ▀¾wæ¬(y©®ng)įōĖ∙ō■(j©┤)įōÖCŲ„Ą─ĘNŅÉ║═─│ĘN┴Ń╝■Ą─ė├ł÷üĒ┤_Č©Ųõ╣½▓ŅĄ╚╝ē,Ż¼╣½▓Ņ░³└©│▀┤ń╣½▓Ņ║═┼õ║Ž╣½▓ŅĪŻ╩╣ė├Ģr┐╔ģó┐╝ÖCąĄįO(sh©©)ėŗ╩ųāįųą┴ą┼eĄ─Ė„ĘN┴Ń╝■Ą─═Ų╦]╣½▓ŅĄ╚╝ē,Ż¼ņ`╗Ņæ¬(y©®ng)ė├,ĪŻ
( y9 ^9 V2 t& p
14Īó╩▓├┤╩Ū│▀┤ń╣½▓Ņ,Ż┐
│▀┤ń╣½▓Ņ║åĘQ╣½▓Ņ,Ż¼╩ŪųĖį╩įSĄ─Ż¼ūŅ┤¾śOŽ▐│▀┤ń£pūŅąĪśOŽ▐│▀┤ńų«▓ŅĄ─Į^ī”ųĄĄ─┤¾ąĪ,Ż¼╗“į╩įSĄ─╔ŽŲ½▓Ņ£pŽ┬Ų½▓Ņų«▓Ņ┤¾ąĪ,ĪŻ│▀┤ń╣½▓Ņ╩Ūę╗éĆø]ėąĘ¹╠¢Ą─Į^ī”ųĄĪŻśOŽ▐Ų½▓Ņ=śOŽ▐│▀┤ń-╗∙▒Š│▀┤ń,Ż¼╔ŽŲ½▓Ņ=ūŅ┤¾śOŽ▐│▀┤ń-╗∙▒Š│▀┤ń,Ż¼Ž┬Ų½▓Ņ=ūŅąĪśOŽ▐│▀┤ń-╗∙▒Š│▀┤ńĪŻ│▀┤ń╣½▓Ņ╩ŪųĖį┌ŪąŽ„╝ė╣żųą┴Ń╝■│▀┤ńį╩įSĄ─ūāäė┴┐,ĪŻį┌╗∙▒Š│▀┤ńŽÓ═¼Ą─ŪķørŽ┬,Ż¼│▀┤ń╣½▓Ņė·ąĪŻ¼ät│▀┤ńŠ½Č╚ė·Ė▀,ĪŻ
; Z+ o @5 z5 J6 I
15,Īó╩▓├┤╩Ū┼õ║Ž╣½▓ŅŻ┐
┼õ║Ž╣½▓Ņ╩ŪųĖĮM│╔┼õ║ŽĄ─┐ū,Īó▌S╣½▓Ņų«║═,ĪŻ╦³╩Ūį╩įSķgŽČ╗“▀^ė»Ą─ūāäė┴┐ĪŻ ┐ū║═▌SĄ─╣½▓ŅĦ┤¾ąĪ║═╣½▓ŅĦ╬╗ų├ĮM│╔┴╦┼õ║Ž╣½▓Ņ,ĪŻ ┐ū║═▌S┼õ║Ž╣½▓ŅĄ─┤¾ąĪ▒Ē╩Š┐ū║═▌SĄ─┼õ║ŽŠ½Č╚,ĪŻ ┐ū║═▌S┼õ║Ž╣½▓ŅĦĄ─┤¾ąĪ║═╬╗ų├▒Ē╩Š┐ū║═▌SĄ─┼õ║ŽŠ½Č╚║═┼õ║Žąį┘|(zh©¼),ĪŻ ┼õ║Ž╣½▓ŅĄ─┤¾ąĪ=╣½▓ŅĦĄ─┤¾ąĪ,Ż╗┼õ║Ž╣½▓ŅĦ┤¾ąĪ║═╬╗ų├=┼õ║Žąį┘|(zh©¼),ĪŻ
4 _6 X6 }) E, c* a( g
16Īó╩▓├┤╩Ū╗∙▒ŠŲ½▓Ņ
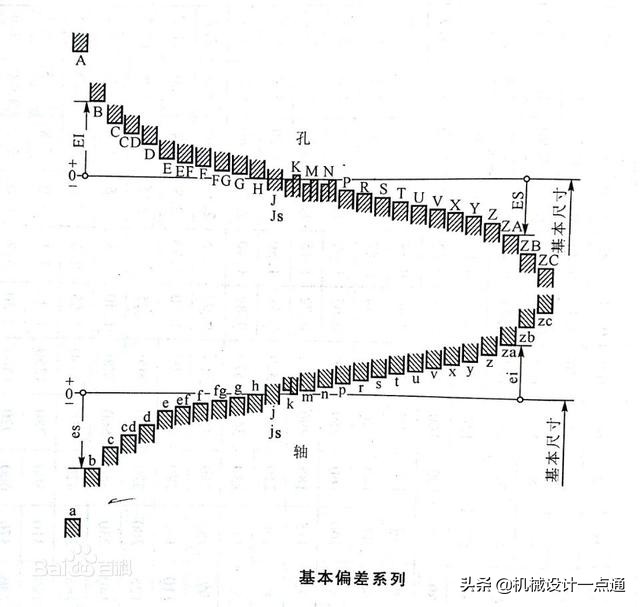
╗∙▒ŠŲ½▓Ņ╩ŪųĖė├üĒ┤_Č©╣½▓ŅĦŽÓī”ė┌┴ŃŠĆ╬╗ų├Ą─╔ŽŲ½▓Ņ╗“Ž┬Ų½▓Ņ,Ż¼ę╗░Ń╩ŪųĖ┐┐Į³┴ŃŠĆĄ──ŪéĆŲ½▓Ņ,ĪŻ╗∙▒ŠŲ½▓Ņė├└ŁČĪūų─Ė▒Ē╩Š,Ż¼┤¾īæūų─Ė┤·▒Ē┐ū,Ż¼ąĪīæūų─Ė┤·▒Ē▌SĪŻ«ö(d©Īng)╣½▓ŅĦ╬╗ė┌┴ŃŠĆ╔ŽĘĮĢr,Ż¼╗∙▒ŠŲ½▓Ņ×ķŽ┬Ų½▓Ņ,Ż╗«ö(d©Īng)╣½▓ŅĦ╬╗ė┌┴ŃŠĆŽ┬ĘĮĢrŻ¼╗∙▒ŠŲ½▓Ņ×ķ╔ŽŲ½▓Ņ,�,Ż╗∙▒ŠŲ½▓Ņ╩Ūć°╝ęś�(bi©Īo)£╩¾w╣½▓ŅĦ╬╗ų├ś╦(bi©Īo)£╩╗»Ą─ųžę¬ųĖś╦(bi©Īo)ĪŻ
6 K V+ M1 G+ m
17,Īó╩▓├┤╩Ū╗∙▒ŠŲ½▓ŅŽĄ┴ą╗“╗∙▒ŠŲ½▓Ņ┤·╠¢
& l, U. J& F: }2 L( r* N" Z' V9 V8 x$ N) [; j* G
╗∙▒ŠŲ½▓ŅŽĄ┴ąęŖ╔ŽłDŻ¼╗∙▒ŠŲ½▓ŅĄ─┤·╠¢ė├└ŁČĪūų─Ė▒Ē╩Š,Ż¼┤¾īæ┤·▒Ē┐ū,Ż¼ąĪīæ┤·▒Ē▌SĪŻį┌26éĆūų─Ėųą,Ż¼│²╚źęū┼cŲõ╦¹╗ņŽ²Ą─I,Ż¼LŻ¼O,Ż¼Q,Ż¼WŻ©iŻ¼l,Ż¼o,Ż¼qŻ¼wŻ®5éĆūų─Ė═Ō,Ż¼▓╔ė├21éĆ,ĪŻį┘╝ė╔Žė├ā╔éĆūų─ĖCDŻ¼EF,Ż¼F(xi©żn)G,Ż¼ZAŻ¼ZB,Ż¼ZC,Ż¼JsŻ©cd,Ż¼efŻ¼fg,Ż¼za,Ż¼zbŻ¼zc,Ż¼jsŻ®▒Ē╩ŠĄ─7éĆ,Ż¼╣▓ėą28éĆ┤·╠¢Ż¼╝┤┐ū║═▌SĖ„ėą28éĆ╗∙▒ŠŲ½▓Ņ,ĪŻŲõųąJs║═jsį┌Ė„éĆ╣½▓ŅĄ╚╝ēųą╣½▓ŅĦī”┴ŃŠĆ╬╗ų├═Ļ╚½ī”ĘQ,Ż¼ę“┤╦Ż¼╗∙▒ŠŲ½▓Ņ┐╔Ęų×ķ╔ŽŲ½▓ŅŻ©+IT/2Ż®,Ż¼ę▓┐╔×ķŽ┬Ų½▓ŅŻ©-IT/2Ż®,ĪŻJs║═jsīóųØu╚Ī┤·Į³╦Ųī”ĘQŲ½▓ŅJ║═jŻ¼╣╩į┌ć°╝ęś╦(bi©Īo)£╩ųą,Ż¼┐ūāH▒Ż┴¶┴╦J6,Ż¼J7Ż¼J8,Ż¼▌SāH▒Ż┴¶┴╦j5,Ż¼j6Ż¼j7,Ż¼j8Ą╚ÄūĘN,ĪŻ
ė╔łD┐╔ęį┐┤│÷Ż¼į┌┐ūĄ─╗∙▒ŠŲ½▓Ņųą,Ż¼A~H×ķŽ┬Ų½▓ŅEI,Ż¼ŲõĮ^ī”ųĄę└┤╬£pąĪŻ¼J~ZC×ķ╔ŽŲ½▓ŅESŻ©│²J║═K═ŌŻ®,Ż╗ī”▌SĄ─╗∙▒ŠŲ½▓Ņ,Ż¼a~h×ķ╔ŽŲ½▓ŅesŻ¼j~zc×ķŽ┬Ų½▓ŅeiŻ©│²j║═k═ŌŻ®,ĪŻŲõųąH║═hĄ─╗∙▒ŠŲ½▓Ņ×ķ┴Ń,Ż¼Ęųäe▒Ē╩Š╗∙£╩┐ū║═╗∙£╩▌SĪŻ
į┌╗∙▒ŠŲ½▓ŅŽĄ┴ąłDųą,Ż¼āH└L│÷┴╦╣½▓ŅĦĄ─ę╗é╚(c©©),Ż¼ī”╣½▓ŅĦĄ─┴Ēę╗Č╦╬┤└L│÷Ż¼ę“×ķ╦³╚ĪøQė┌╣½▓ŅĄ╚╝ē║═▀@éĆ╗∙▒ŠŲ½▓ŅĄ─ĮM║Ž,�,Ż┐ūĪó▌S╣½▓ŅĦ┤·╠¢ė╔╗∙▒ŠŲ½▓Ņ┤·╠¢┼c╣½▓ŅĄ╚╝ē┤·╠¢ĮM│╔,ĪŻ╚ń▌SĄ─┴Ēę╗éĆŲ½▓ŅŻ©╔ŽŲ½▓Ņ╗“Ž┬Ų½▓ŅŻ®,Ż¼Ė∙ō■(j©┤)▌SĄ─╗∙▒ŠŲ½▓Ņ║═ś╦(bi©Īo)£╩╣½▓Ņ,Ż¼░┤Ž┬┴ąĻP(gu©Īn)ŽĄ╩Įėŗ╦ŃŻ║
ei=es-IT ╗“ es=ei+IT
, V" G% U) X4 q% s
18Īó╩▓├┤╩Ū╗∙▒Š│▀┤ń
╗∙▒Š│▀┤ń╩ŪųĖįO(sh©©)ėŗųąĮoČ©Ą─│▀┤ń,Ż¼Ė∙ō■(j©┤)╩╣ė├ę¬Ū¾,Ż¼═©▀^ėŗ╦ŃĪóįć“×╗“░┤ŅÉ▒╚Ę©┤_Č©Ą─,ĪŻ═©▀^╦³æ¬(y©®ng)ė├╔Ž,ĪóŽ┬Ų½▓Ņ┐╔╦Ń│÷śOŽ▐│▀┤ńĄ─┤¾ąĪĪŻ
8 ]' b; g; i$ b+ T' _
19,Īó╩▓├┤╩ŪīŹļH│▀┤ń
═©▀^£y┴┐½@Ą├Ą──│ę╗┐ū,Īó▌SĄ─īŹļH│▀┤ńŻ¼ė╔ė┌£y┴┐Ģr▀Ć┤µį┌£y┴┐š`▓Ņ,Ż¼╦∙ęįīŹļH│▀┤ń▓óĘŪ│▀┤ńĄ─šµīŹųĄ,ĪŻė╔ė┌╝ė╣żš`▓ŅĄ─┤µį┌Ż¼░┤═¼ę╗łDśėę¬Ū¾╦∙╝ė╣żĄ─Ė„éĆ┴Ń╝■,Ż¼ŲõīŹļH│▀┤ń═∙═∙Ė„▓╗ŽÓ═¼,Ż¼╝┤╩╣╩Ū═¼ę╗╣ż╝■Ą─▓╗═¼╬╗ų├Ż¼▓╗═¼ĘĮŽ“Ą─īŹļH│▀┤ńę▓═∙═∙▓╗═¼,Ż¼╣╩īŹļH│▀┤ń╩ŪīŹļH┴Ń╝■╔Ž─│ę╗╬╗ų├Ą─£y┴┐ųĄ,ĪŻ
6 l% ~% B3 h$ H" Z/ _ |6 f
20Īó╩▓├┤╩ŪśOŽ▐│▀┤ń
śOŽ▐│▀┤ń╩ŪųĖį╩įS┴Ń╝■│▀┤ńūā╗»Ą─ā╔éĆśOŽ▐ųĄ,ĪŻ▌^┤¾Ą─ę╗éĆĘQ×ķūŅ┤¾śOŽ▐│▀┤ń,Ż╗▌^ąĪĄ─ę╗éĆĘQ×ķūŅąĪśOŽ▐│▀┤ńĪŻśOŽ▐│▀┤ń╩Ūį┌įO(sh©©)ėŗ┤_Č©╗∙▒Š│▀┤ńĄ─═¼Ģr,Ż¼┐╝æ]╝ė╣żĄ─Įø(j©®ng)Ø·ąį▓óØMūŃ─│ĘN╩╣ė├╔ŽĄ─ę¬Ū¾┤_Č©Ą─,ĪŻ
! x, W* W5 X/ w
21,Īó╩▓├┤╩Ū┴ŃŠĆ
┴ŃŠĆųĖį┌śOŽ▐┼c┼õ║ŽłDĮŌųą,▒Ē╩Š╗∙▒Š│▀┤ńĄ─ę╗Ślų▒ŠĆ,ĪŻęįŲõ×ķ╗∙£╩┤_Č©Ų½▓Ņ║═╣½▓ŅĪŻ═©│Ż,┴ŃŠĆčž╦«ŲĮĘĮŽ“└LųŲ,š²Ų½▓Ņ╬╗ė┌Ųõ╔Ž,žōŲ½▓Ņ╬╗ė┌ŲõŽ┬,ĪŻ
* i' D3 d8 X- K/ o7 @
22,Īó╩▓├┤╩ŪŲ½▓Ņ
Ų½▓Ņ╩Ū─│ę╗│▀┤ńŻ©īŹļH│▀┤ńĪóśOŽ▐│▀┤ńĄ╚Ż®£p╚ź╗∙▒Š│▀┤ń╦∙Ą├Ą─┤·öĄ(sh©┤)▓Ņ,ĪŻ
╔Ž,ĪóŽ┬Ų½▓ŅĮy(t©»ng)ĘQ×ķśOŽ▐Ų½▓ŅŻ╗śOŽ▐Ų½▓Ņ=śOŽ▐│▀┤ń-╗∙▒Š│▀┤ń,Ż╗
╔ŽŲ½▓Ņ=ūŅ┤¾śOŽ▐│▀┤ń-╗∙▒Š│▀┤ń,Ż╗Ž┬Ų½▓Ņ=ūŅąĪśOŽ▐│▀┤ń-╗∙▒Š│▀┤ńĪŻ
: t1 I$ E8 Y" ~
23,Īó╩▓├┤╩Ū╗∙▒ŠŲ½▓Ņ
╗∙▒ŠŲ½▓Ņ╩ŪųĖė├üĒ┤_Č©╣½▓ŅĦŽÓī”ė┌┴ŃŠĆ╬╗ų├Ą─╔ŽŲ½▓Ņ╗“Ž┬Ų½▓Ņ,Ż¼ę╗░Ń╩ŪųĖ┐┐Į³┴ŃŠĆĄ──ŪéĆŲ½▓Ņ,ĪŻ╗∙▒ŠŲ½▓Ņė├└ŁČĪūų─Ė▒Ē╩Š,Ż¼┤¾īæūų─Ė┤·▒Ē┐ū,Ż¼ąĪīæūų─Ė┤·▒Ē▌SŻ¼ŲõųąH║═hĄ─╗∙▒ŠŲ½▓Ņ×ķ┴Ń,Ż¼Ęųäe▒Ē╩Š╗∙£╩┐ū║═╗∙£╩▌S,ĪŻ«ö(d©Īng)╣½▓ŅĦ╬╗ė┌┴ŃŠĆ╔ŽĘĮĢrŻ¼╗∙▒ŠŲ½▓Ņ×ķŽ┬Ų½▓Ņ,Ż╗«ö(d©Īng)╣½▓ŅĦ╬╗ė┌┴ŃŠĆŽ┬ĘĮĢr,Ż¼╗∙▒ŠŲ½▓Ņ×ķ╔ŽŲ½▓Ņ�,Ż╗∙▒ŠŲ½▓Ņ╩Ūć°╝ęś�(bi©Īo)£╩ųą╩╣╣½▓ŅĦ╬╗ų├ś╦(bi©Īo)£╩╗»Ą─ųžę¬ųĖś╦(bi©Īo),ĪŻ
╗∙▒ŠŲ½▓Ņ╩ŪųĖį┌ś╦(bi©Īo)£╩Ą─śOŽ▐┼c┼õ║ŽųąŻ¼┤_Č©╣½▓ŅĦŽÓī”┴ŃŠĆ╬╗ų├Ą─╔ŽŲ½▓Ņ╗“Ž┬Ų½▓Ņ,Ż¼ę╗░ŃųĖ┐┐Į³┴ŃŠĆĄ──ŪéĆŲ½▓Ņ,ĪŻ«ö(d©Īng)╣½▓ŅĦį┌┴ŃŠĆĄ─╔ŽĘĮĢrŻ¼╗∙▒ŠŲ½▓Ņ×ķŽ┬Ų½▓Ņ,Ż╗Ę┤ų«,Ż¼ät×ķ╔ŽŲ½▓Ņ�,Ż╗∙▒ŠŲ½▓Ņ╣▓ė�28éĆ,Ż¼┤·╠¢ė├└ŁČĪūų─Ė▒Ē╩ŠŻ¼┤¾īæ×ķ┐ū,Ż¼ąĪīæ×ķ▌S,ĪŻ
# `1 ~# ~ Q; E; @
24Īó╩▓├┤╩Ū╣½▓Ņ
│▀┤ń╣½▓Ņ║åĘQ╣½▓Ņ,Ż¼╩ŪųĖį╩įSĄ─,Ż¼ūŅ┤¾śOŽ▐│▀┤ń£pūŅąĪśOŽ▐│▀┤ńų«▓ŅĄ─Į^ī”ųĄĄ─┤¾ąĪŻ¼╗“į╩įSĄ─╔ŽŲ½▓Ņ£pŽ┬Ų½▓Ņų«▓Ņ┤¾ąĪ,ĪŻ│▀┤ń╣½▓Ņ╩Ūę╗éĆø]ėąĘ¹╠¢Ą─Į^ī”ųĄ,ĪŻ│▀┤ń╣½▓Ņ╩ŪųĖį┌ŪąŽ„╝ė╣żųą┴Ń╝■│▀┤ńį╩įSĄ─ūāäė┴┐ĪŻį┌╗∙▒Š│▀┤ńŽÓ═¼Ą─ŪķørŽ┬,Ż¼│▀┤ń╣½▓Ņė·ąĪ,Ż¼ät│▀┤ńŠ½Č╚ė·Ė▀ĪŻ
6 w, r% s6 M0 S1 b. _
25,Īó╩▓├┤╩Ūś╦(bi©Īo)£╩╣½▓ŅŻ©ITŻ®
ś╦(bi©Īo)£╩╣½▓ŅĄ─öĄ(sh©┤)ųĄė╔╗∙▒Š│▀┤ń║═╣½▓ŅĄ╚╝ēüĒøQČ©,ĪŻŲõųą╣½▓ŅĄ╚╝ē╩Ū┤_Č©│▀┤ńŠ½┤_│╠Č╚Ą─ś╦(bi©Īo)ėøĪŻ
9 T5 V' Q/ r7 |2 h. i
26,Īóś╦(bi©Īo)£╩╣½▓ŅĘųČÓ╔┘éĆĄ╚╝ē
ś╦(bi©Īo)£╩╣½▓ŅĘų×ķ20╝ē,Ż¼╝┤IT01,Ż¼IT0Ż¼IT1,Ż¼ĪŁ,Ż¼IT18ĪŻŲõ│▀┤ńŠ½┤_│╠Č╚Å─IT01ĄĮIT18ę└┤╬ĮĄĄ═,ĪŻś╦(bi©Īo)£╩╣½▓ŅĄ─Š▀¾wöĄ(sh©┤)ųĄęŖī”æ¬(y©®ng)ś╦(bi©Īo)£╩ā╚(n©©i)╚▌,ĪŻ
) Q- ?. B) N ^, r% }
27Īóś╦(bi©Īo)£╩╣½▓Ņ┼c╗∙▒ŠŲ½▓Ņėą╩▓├┤ĻP(gu©Īn)ŽĄ
ś╦(bi©Īo)£╩╣½▓Ņ┤_Č©╣½▓ŅĦĄ─┤¾ąĪ,Ż¼Č°╗∙▒ŠŲ½▓Ņ┤_Č©╣½▓ŅĦĄ─╬╗ų├,ĪŻ
# ?1 E. `& P8 W, ?5 {
28Īó”š25H7/g6┼c”š25N7/h6╩Ū╩▓├┤║¼┴x
”š25H7/g6Ą─║¼┴x╩ŪųĖįō┼õ║ŽĄ─╗∙▒Š│▀┤ń×ķ”š25,Īó╗∙┐ūųŲĄ─ķgŽČ┼õ║Ž,Ż¼╗∙£╩┐ūĄ─╣½▓ŅĦ×ķH7Ż¼Ż©╗∙▒ŠŲ½▓Ņ×ķH╣½▓ŅĄ╚╝ē×ķ7╝ēŻ®,Ż¼▌SĄ─╣½▓ŅĦ×ķg6Ż©╗∙▒ŠŲ½▓Ņ×ķg,Ż¼╣½▓ŅĄ╚╝ē×ķ6╝ēŻ®ĪŻ
”š25N7/h6 Ą─║¼┴x╩ŪųĖįō┼õ║ŽĄ─╗∙▒Š│▀┤ń×ķ”š25,Īó╗∙▌SųŲ▀^Č╔┼õ║Ž,Ż¼╗∙£╩▌SĄ─╣½▓ŅĦ×ķh6Ż¼Ż©╗∙▒ŠŲ½▓Ņ×ķh,Ż¼╣½▓ŅĄ╚╝ē×ķ6╝ēŻ®,Ż¼┐ūĄ─╣½▓ŅĦ×ķN7Ż©╗∙▒ŠŲ½▓Ņ×ķNŻ¼╣½▓ŅĄ╚╝ē×ķ7╝ēŻ®,ĪŻ
+ ~2 D, W: y9 M+ Y
+ k# \" \' I- g ^; i. Y1 i9 J
ū„š▀: DaVinciEgg Ģrķg: 2022-3-9 14:48
ĖąųxĘųŽĒ
ū„š▀: │╔─¼ Ģrķg: 2022-3-9 14:50
īW(xu©”)┴Ģ(x©¬)┴╦( P x1 X# F6 L* \9 k
ū„š▀: Tifalock Ģrķg: 2022-3-9 15:36
īW(xu©”)┴Ģ(x©¬)┴╦
ū„š▀: 290739802 Ģrķg: 2022-3-9 16:07
š¹└ĒĄ─║▄įö╝Ü,Ż¼╩š▓žę╗éĆŻ¼ĖąųxĘųŽĒ
ū„š▀: bws Ģrķg: 2022-3-9 17:06
ųxųxĘųŽĒ,ŻĪ
ū„š▀: hitiger Ģrķg: 2022-3-9 17:44
▓╗Õe
ū„š▀: ÖCąĄ╔ńģ^(q©▒)618 Ģrķg: 2022-3-9 19:01
▀@▀Ćų╗─▄╦Ń╚ļķT,ĪŻ
ū„š▀: ▀hŽķ Ģrķg: 2022-3-10 17:02
ĖąųxśŪų„ĘųŽĒŻĪ
ū„š▀: ŃyĮ▄ Ģrķg: 2022-3-21 09:42
ĖąųxśŪų„ĘųŽĒ,ŻĪ
ū„š▀: Ą┬┤║89 Ģrķg: 2022-3-23 10:43
ĖąųxĘųŽĒ,ŻĪ
5 _& z7 T( ]0 O$ L( a+ d
ū„š▀: cyt1989 Ģrķg: 2022-4-22 13:32
ųxųxĘųŽĒ
ū„š▀: 328Feng_328 Ģrķg: 2022-6-6 12:17
ųxųxĘųŽĒ
ū„š▀: Į▄╣½ūė123 Ģrķg: 2022-6-8 08:49
śŪų„,Ż¼┐éĮY(ji©”)Ą├šµ║├,ŻĪ
ū„š▀: ▒∙µé(zh©©n)▒∙╠Ūč®└µ Ģrķg: 2022-6-17 14:21
š¹└ĒĄ─║▄įö╝ÜŻ¼╩š▓žę╗éĆ,Ż¼ĖąųxĘųŽĒ
ū„š▀: ╬„Š®░ūØ╔ Ģrķg: 2022-6-17 14:25
īW(xu©”)┴Ģ(x©¬)┴╦7 e# }# I+ o$ A: l B7 T2 c7 {5 F
| ÜgėŁ╣Ō┼R ÖCąĄ╔ńģ^(q©▒) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |