|
鈑金常見的幾種表面處理方式為:拉絲,、噴砂,、噴漆,、烤漆,、噴粉,、拋光,、電鍍,、陽極氧化、絲印,。
$ T' h! Z/ Q& j- {2 h
由于某些鈑金材料表面不具備防銹防腐蝕的能力,,所以進(jìn)行有效的表面處理是十分必要的。對(duì)鈑金件進(jìn)行表面處理可以提高產(chǎn)品在惡劣環(huán)境下的使用壽命,,或者為了達(dá)到特定的表面效果或功能,。
0 ~6 x& H! r; \: D+ V2 M) [
% }/ i# d( J8 P) r. ?
拉絲 % i- z$ D) N: X7 h; K4 h: E
所謂拉絲就是通過研磨材料對(duì)金屬表面進(jìn)行來回機(jī)械相對(duì)運(yùn)動(dòng)和化學(xué)腐蝕使工件表面光得到一層粗細(xì)分布均勻的宏觀指紋表面,主要作用是美化外觀,。 一般都是不銹鋼,、鋁板、銅板等金屬板材,,考慮用拉絲的表面處理方式,。另外拉絲也叫擦紋,可分為手工拉絲和機(jī)械拉絲,。
: I( F7 X( w9 g# [/ e
根據(jù)拉絲后紋路的效果來劃分,,主要有直紋拉絲、亂紋拉絲,、波紋,、旋紋等。
! D# o: K7 k& x" q
, u. j L2 k' W2 E
直紋
: @5 r1 K3 }7 e& ]3 |' J' S
亂紋
' J2 n; R. h* i, [" x: z
波紋
) A1 P; T4 l6 J- k
旋紋
( U5 L* `% e- [5 h. W: V噴砂 . p9 i% B! M. L: v7 }# \1 c0 _
是采用壓縮空氣為動(dòng)力,,以形成高速噴射束將噴料高速噴射到需處理工件表面,,使工件表面的外表面的外表或形狀發(fā)生變化,獲得一定的清潔度和不同的粗糙度的一種工藝,。主要作用是去除工件表面的臟污,增加工件表面的附著力,為后續(xù)表面處理方式做準(zhǔn)備,。
; H7 x) j" G2 ^/ ~. ?" z
" {* T1 \, m9 A( c/ Y! [
噴漆 - \+ }1 `# }" m! q2 r3 t ]
采用專用的噴漆槍,利用壓縮空氣噴出的氣流,與連接貯漆罐的管內(nèi)形成氣壓差,,從而把漆液從貯漆罐里吸上來,,被壓縮空氣的氣流帶到噴嘴,吹成細(xì)霧均勻的噴涂于被涂表面,。
1 y( k2 G1 w+ _8 Q$ G: e
通過不同的噴嘴和調(diào)整噴嘴位置,,可以調(diào)成圓形、扇形,、水平、垂直等不同形狀的漆流,。對(duì)于大而簡單的表面,,一般采用扁平漆流;小而復(fù)雜的表面,,則通常采用圓形漆流,。
& p; E4 c2 D: _: r/ e# v% ]2 ~
噴漆是需要在基材上抹呢子,再在上面噴上漆,,自然晾干,。
7 [# {, n* g: @" I
/ o: Q6 r! ^2 M( o
烤漆
2 K0 ~4 C3 a$ s5 y. K, e: P/ ~* ^! m
噴漆經(jīng)過加熱固化后就是烤漆。 # k+ j6 {! b) i2 P& I1 k* H7 C
烤漆是需要在基材上打三遍底漆,、四遍底漆,,每上一遍漆,都送入無塵恒溫烤房,,烘烤,。 " v: F2 ~/ l2 i1 y
最常見的就是汽車烤漆。 3 k1 z1 i: v5 Y( \
# r- G& E; U4 a- E0 c9 _0 x1 D
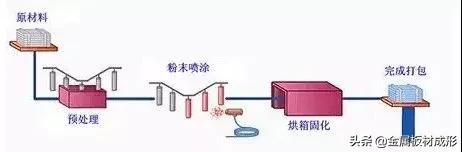
" j: i- j6 Y; J1 D噴粉(噴塑) & K) J. N* X: y
是用噴粉設(shè)備(靜電噴塑機(jī))把粉末涂料噴涂到工件的表面,,在靜電作用下,,粉末會(huì)均勻的吸附于工件表面,形成粉狀的涂層,;粉狀涂層經(jīng)過高溫烘烤流平固化,,變成效果各異(粉末·涂料的不同種類效果)的終涂層。 ! d( x) `: {+ N, Q9 ` G
噴塑表面是不導(dǎo)電的,,有接地要求的區(qū)域不允許噴塑,。
( z/ [6 g; ^* h: g3 ?. c
工藝流程 ! N! e% O& d& f+ r
上件→靜電除塵→噴涂→低溫流平→烘烤
* U- N" o. Y# @& A+ s) p9 C
# q3 O. E8 Q5 K, H _. x0 F
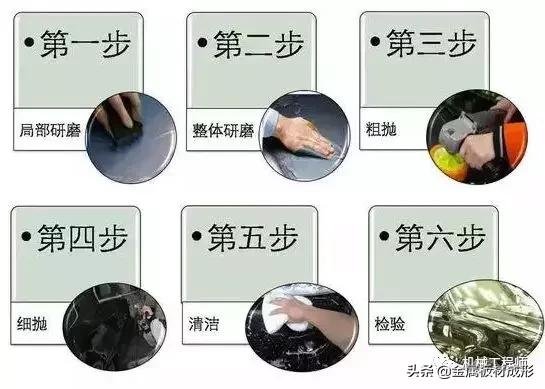
( [: ~% H) w/ G1 O: r3 W% v拋光 ; l& F1 k. O1 Q5 F8 {- u
利用柔性拋光工具和磨料顆粒或其他拋光介質(zhì)對(duì)工件表面進(jìn)行的修飾加工,。 ; Z5 @" p- w! \5 H: d! {; f
& Z5 t# w) \- v7 s0 k
工藝流程 " U4 u# V- A c+ r# W/ x% ?/ h
電鍍 9 H# v) I! V Z5 c) ~$ C* ^' Q
通過化學(xué)反應(yīng),,在材料表面附上一層其他金屬,用來增加金屬的防腐蝕性能,,且能達(dá)到一定的美化外觀作用,,是常用的一種表面處理方式,如:電鍍鋅、電鍍鎳等,。 2 e. _% D9 Y! X, X# H
主要鍍五彩鋅,、藍(lán)白鋅、黑鋅,、鍍鉻,。 9 j% L+ C. T6 l' E. M- \$ D! G
% C5 B3 O( p( B5 W( R0 a' F5 ~
陽極氧化
6 [ P, N U4 ]+ O- W& v3 G
將工件表面的金屬氧化,在工件表面形成一層致密的保護(hù)膜,,增加工件的防腐蝕性,。一般有化學(xué)氧化和陽極氧化兩種方式。陽極氧化是一種常用的表面處理方式,,通常有原色陽極氧化和黑色陽極氧化,。
+ \6 g! ]7 \* o, W/ P0 f/ T
工藝流程 * C6 Z2 M+ r% B4 I* |- D0 f
$ X- u! w( l" D! ]: f6 H# S' \) Q" A7 t單色、漸變色:拋光/噴砂/拉絲→除油→陽極氧化→中和→染色→封孔→烘干雙色: ①拋光/噴砂/拉絲→除油→遮蔽→陽極氧化1→陽極氧化2→封孔→烘干 ②拋光/噴砂/拉絲→除油→陽極氧化1→鐳雕→陽極氧化2→封孔→烘干 ( b1 a) i: t% b3 v6 P1 K
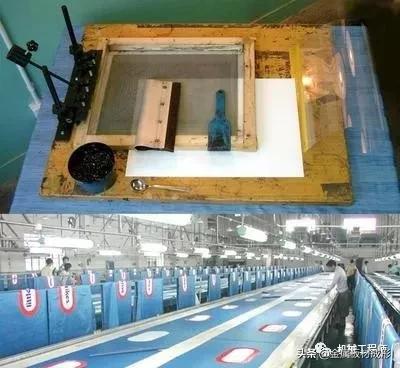
+ @3 K( Z5 d( s* w6 c) w& X3 B絲印 6 h, v1 l6 q$ H" I2 Q- c
在材料表面絲印上各種標(biāo)識(shí)的工藝,,一般有平板絲印和移印兩種方式,,主要原理與照相機(jī)菲林成像原理一樣,也是一個(gè)曝光的過程,。平板絲印主要用于一般平面上,,但如果遇上有較深的凹坑的地方,就需要用到移印,。
3 Q% x: }7 h) i. y" ]& _# j! z
, }% M5 m, E4 {1 b& A
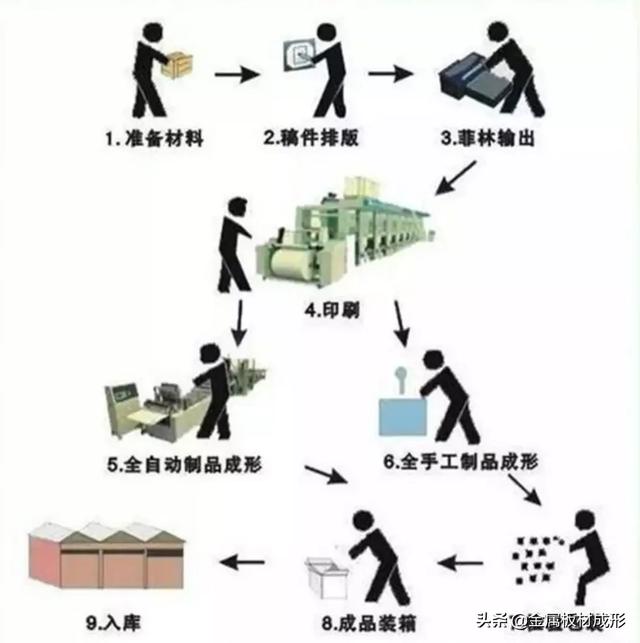
絲網(wǎng)印刷是利用感光材料通過照相制版的方法制作絲網(wǎng)印版(使絲網(wǎng)印版上圖文部分的絲網(wǎng)孔為通孔,,而非圖文部分的絲網(wǎng)孔被堵住)。印刷時(shí)通過刮板的擠壓,,使油墨通過圖文部分的網(wǎng)孔轉(zhuǎn)移到承印物上,,形成與原稿一樣的圖文。絲網(wǎng)印刷設(shè)備簡單,、操作方便,,印刷、制版簡易且成本低廉,,適應(yīng)性強(qiáng),。絲網(wǎng)印刷由五大要素構(gòu)成,即絲網(wǎng)印版,、刮印刮板,、油墨、印刷臺(tái)以及承印物,。 : s% U& a7 l& n! g6 e
1 ~9 Q: O, s9 j @. z) L% c# p. ~, S
6 t' B- y- v) B! Q$ {3 c
移印 & ~1 [% ~ k. ]: L) u3 Y0 O
移印工藝十分簡單,,先將需要印刷的圖案蝕刻在鋼模板上,在蝕刻的鋼模板上涂覆油墨,,利用硅橡膠材料制成的曲面移印頭,,將凹版上的油墨蘸到移印頭的表面,,然后移到需要移印的工件表面并下壓,將文字,、圖案等轉(zhuǎn)印到被印刷工件上,。移印工藝主要用于不規(guī)則異形對(duì)象表面的印刷,以塑膠注塑零件為主,。 2 {# [, M4 i f* W
! l/ Z6 |0 r( Z; X& \
| 

 發(fā)表于 2022-4-9 15:40:39
發(fā)表于 2022-4-9 15:40:39











 好資料,謝謝
好資料,謝謝