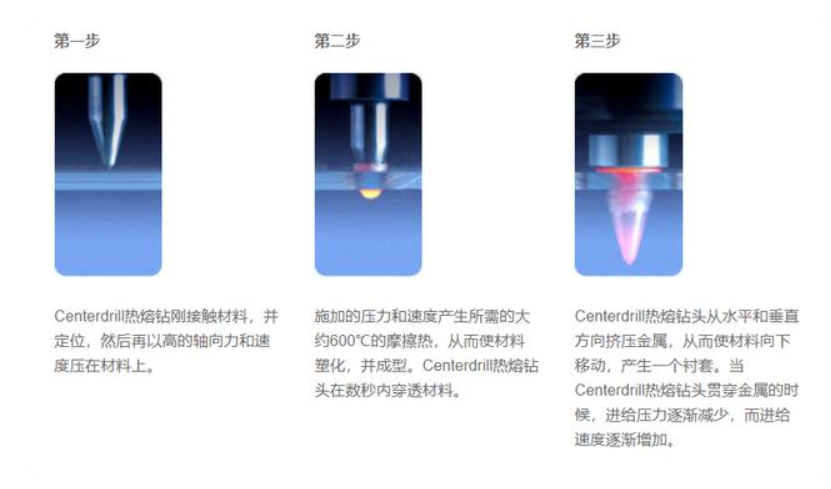
╚ń╣¹Žļę¬į┌▒Ī▒┌░Õ╣▄╔Ž╣źĮzŻ¼─┐Ū░╬ęéāę╗ž×Ą─ū÷Ę©Š═╩Ū║ĖĮė┬▌─Ė╗“š▀ē║ŃT┬▌─ĖĪŻĄ½╩Ū▀@ĘNĘĮ╩Į▓╗Ą½į÷╝ė┴╦╣żą“,Ż¼ė░Ēæ┴╦ą¦┬╩,Ż¼Č°Ūę═∙═∙Ģ■ė╔ė┌║ĖĮė╗“š▀ŃTĮė▓╗└╬╣╠,Ż¼│÷¼F(xi©żn)╦╔├ō¼F(xi©żn)Ž¾,ĪŻ
. M# p6 o6 u" V2 S$ l# o6 u4 p" L& x' V% ^" F7 I" C
 9 @ F6 }2 x( v6 A2 h: P/ t5 G
9 @ F6 }2 x( v6 A2 h: P/ t5 G
×ķ┴╦╠ßĖ▀╣żū„ą¦┬╩▓óŪę╠ßĖ▀▀BĮėĄ─┐╔┐┐ąįŻ¼Ą┬ć°╚╦ūŅįń░l(f©Ī)├„┴╦¤ß╚█Ń@╝╝ąg(sh©┤),ĪŻ└¹ė├┤╦ĒŚ╝╝ąg(sh©┤),Ż¼▒Ī░Õ▒Ī╣▄Ą─╣źč└Šo╣╠ų╗ąĶę¬Äū├ļńŖĄ─ĢrķgŠ═┐╔ęįĖŃČ©ĪŻ╚Ī┤·┴╦║ĖĮė┬▌─Ė║═ē║ŃT┬▌─Ė,ĪŻ
7 g9 v& W. c% C; c: g: t 4 k) q9 @' ~& n* w
4 k) q9 @' ~& n* w
5 s; g4 \5 d% U+ p) u- h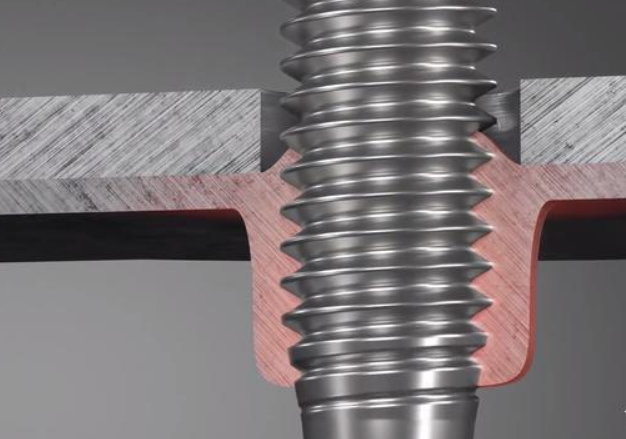 9 }- j1 |$ `: A) E+ [; ]
9 }- j1 |$ `: A) E+ [; ]
; m' T7 u/ m9 l9 r. G9 l$ S¤ß╚█Ń@╩Ū└¹ė├╠╝╗»µu▓─┴ŽĄ─Ń@Ņ^,Ż¼Įø(j©®ng)▀^╠ž╩ŌĄ─¤ß╠Ä└Ē║¾Ż¼─▄ē“│ą╩▄600Č╚Ą─Ė▀£ž,ĪŻ▓óŪęį┌1500ų┴3000RMPĄ─ą²▐D(zhu©Żn)ĀŅæB(t©żi)Ž┬,Ż¼ę└┼f─▄ē“▒Ż│ųĖ▀ė▓Č╚ĪóĖ▀─═─źąį,ĪŻ
! \2 ~, H& R4 U: Q 6 D7 n6 k- ]6 f- B* j2 J' J
6 D7 n6 k- ]6 f- B* j2 J' J
/ a. u3 I& _! P1 u% lŃ@Ņ^į┌Ė▀╦┘ą²▐D(zhu©Żn)ĀŅæB(t©żi)Ž┬┼cĮī┘▓─┴Ž▒Ē├µĮėė|─”▓┴Ż¼┐╔ęį«a(ch©Żn)╔·600ĄĮ800Č╚Ą─Ė▀£ž,Ż¼Å─Č°╩╣Įī┘▄ø╗»,Ż¼į÷╝ėĮī┘Ą─čėš╣ąįĪŻŃ@Ņ^į┌ą²▐D(zhu©Żn)▀^│╠ųą═¼ĢrĢ■Ž┬ē║,Ż¼▄ø╗»Ą─Įī┘Ģ■čžų°łA┐ū╔ŽŽ┬čė╔ņ,Ż¼ą╬│╔▒╚įŁüĒ▒Ī▒┌║±3▒ČĄ─║±▒┌īėŻ¼┐╔═¼Ģr▀M(j©¼n)ąąĖ▀┘|(zh©¼)┴┐Ą─╣źĮz▀^│╠,Ż¼š¹éĆ▀^│╠ų╗ąĶę¬2ĄĮ6├ļ,ĪŻ
+ e7 n$ X# ?& q5 S) D4 z- t E + G/ J8 L. e/ G% P# x+ y0 M) u
+ G/ J8 L. e/ G% P# x+ y0 M) u
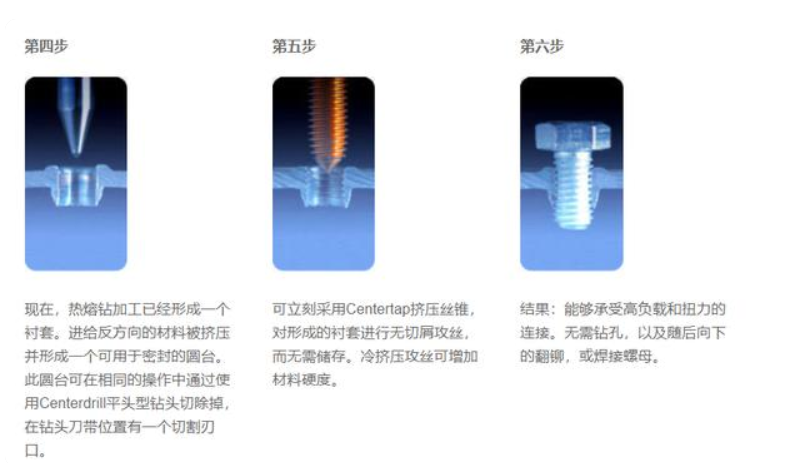
╩╣ė├¤ß╚█Ń@╝╝ąg(sh©┤)Ą─▒Ī░ÕĮø(j©®ng)▀^─”▓┴«a(ch©Żn)╔·Ė▀£žŻ¼═¼Ģrėųį┌┐šÜŌųą└õģs,Ż¼ŽÓ«ö(d©Īng)ė┌½@Ą├┴╦š²╗╠Ä└Ē,Ż¼║±▒┌īėŠ▀ėąĖ▀┐╣┴”,Īó║═Ė▀┐╣┼ż┴”Ą─ąį─▄ĪŻ═¼Ģr,Ż¼¤ß╚█Ń@ī┘ė┌¤oą╝╝ė╣ż,Ż¼▓╗āH╣Ø(ji©”)╩Ī┴╦▓─┴Ž▀Ć║å╗»┴╦╣żą“Ż¼═¼ĢrėųŪÕØŹŁh(hu©ón)▒Ż,ĪŻ
3 ?0 k$ _% R3 H( i9 b2 k- B l. P8 l
 9 ^9 f* \7 k5 o" R( |% M, ?
9 ^9 f* \7 k5 o" R( |% M, ?
) I9 p( o! [) |6 ^8 v0 p+ O¤ß╚█Ń@╣ż╦ć▀^│╠Ż║
! q; U" A, z% x( T; b$ I( B4 K) z8 _: D# G
 % O+ Q% f9 l/ Q# f7 ]: q
% O+ Q% f9 l/ Q# f7 ]: q
 ' X! u/ B( L) ]6 D+ O
' X! u/ B( L) ]6 D+ O
 Ž╚╚ź┐┤┐┤ārĖ±,Ż¼į┘┐┤┐┤╩╣ė├ē█├³,Ż¼į┘ķ_éĆ╠¹ūėĪŻ
Ž╚╚ź┐┤┐┤ārĖ±,Ż¼į┘┐┤┐┤╩╣ė├ē█├³,Ż¼į┘ķ_éĆ╠¹ūėĪŻ