�C(j��)�^(q��)
��(bi��o)�}: ��(sh��)�ػC(j��)��ƽ��(d��ng)�ӹ�,�����Ì�(du��)�ˆ�,�� [��ӡ���(y��)]
����: һ����ǰ �r(sh��)�g: 2022-9-7 13:59
��(bi��o)�}: ��(sh��)�ػC(j��)��ƽ��(d��ng)�ӹ�,�����Ì�(du��)�ˆ�,��
��(sh��)��늻ӹ���ģ�������еõ��ˏV���đ�(y��ng)��,��ƽ��(d��ng)�����ǔ�(sh��)��늻ӹ�����Ҫ�Ĺ���,������(du��)��ӹ�Ч��,���@�����õı���Ч���dz���Ч,��Ȼ��������ÿ��(g��)���S����ƽ��(d��ng)�����õĺܺ�,����Ҫԭ�����O(sh��)Ӌ(j��)�߲���ʹ������늘O�p��������λ��,��������(d��n)��̫���(hu��)���;��ȡ�����҂���(du��)늘O�p�����͓u��(d��ng)�������˽�,���͑�(y��ng)ԓ����(j��)��rʹ�ú��m��늘O�p����,��
6 {" @# Y Q1 t
01
늘O�p��������λ��
1��늘O�p�����ĸ���
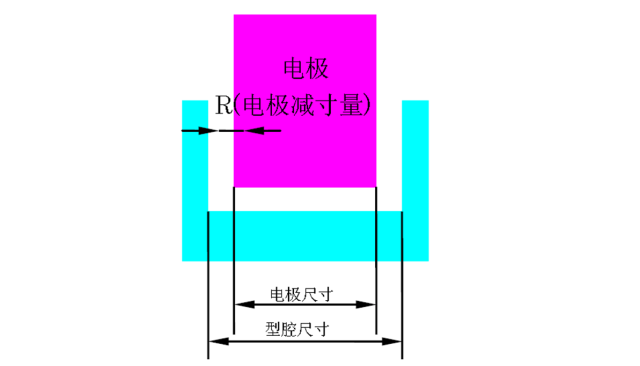
��늼ӹ��^(gu��)���д��ڻ��g϶����?y��n)��@��(g��)ԭ��,��늘O������ñ�Ҫ�ӹ����Π�С,���pС�Ĕ�(sh��)ֵ����늘O�p������
늘O�p����R=����ǻ�ߴ磭늘O�ߴ磩��2
9 r4 M6 o ?9 r/ p2 g
늘O�p����ʾ��D
6 _1 _, C+ j5 j/ m7 G
2��늘O�p�����Q���˼ӹ��ٶ�
��늼ӹ���������,���ӹ��ٶȾ͕�(hu��)��,������g϶Ҳ��(hu��)�����늘O�p�����Ӵ�,���ӹ��ٶ�(ȥ����)����ߔ�(sh��)��,��������Ҫ��һ�c(di��n)�Ǵּӹ��l�����H�ٶȿ���ғp��С����Ҳ���f(shu��)�����늘O�p��������Ԓ,������ʹ�ø�Ч���ҵ͓p�ĵėl��,��
늘O�p�����Q�����ٶ�
3 B) C6 c% a" Q. s4 [6 M8 q
02
��εõ����õı����|(zh��)��
�ּӹ��õ��ı�����^�ֲڣ������҂���ϣ���ڶ̕r(sh��)�g��(n��i)�õ����õı����|(zh��)��,��Ҫ��(sh��)�F(xi��n)�@һĿ��(bi��o)������k�������ôּӹ��l���ӹ�����,��Ȼ�����þ��ӹ��l��ȥ�ӹ����档
����,��Ҫ�p�ټӹ��r(sh��)�g,���ӹ��l����Ҫ���m��(d��ng)?sh��)ĕr(sh��)�g׃�������磬������_(k��i)ʼ�ּӹ������ֲڶ���Ra5.0��m,��������KҪ�õ��ֲڶ���Ra0.8��m,���Ǿͱ���ڴּӹ��;��ӹ��g�ж���(g��)�ӹ��l����(l��i)�^(gu��)�ɡ�
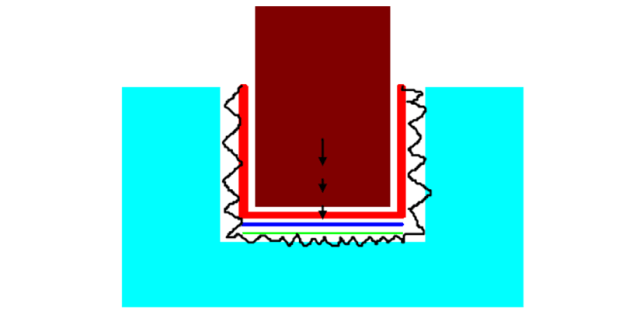
1���ײ�����
�ײ��������ͨ�^(gu��)��׃�l�����O(sh��)�ø߶ȁ�(l��i)��(sh��)�F(xi��n),�����ǂ�(c��)����?y��n)�ּӹ��ĵķ���g϶�Ⱦ��ӹ���Ҫ������܌�(sh��)�F(xi��n),��
�ײ��ӹ�
% ~! b& _) f8 }' ~6 V
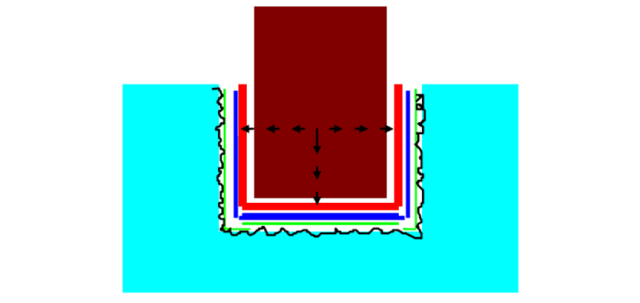
2��ƽ��(d��ng)��(sh��)�F(xi��n)��(c��)��ӹ�
Ҫ�ӹ���(c��)�棬늘O�ͱ��Ҫ�ӽ���(c��)��,��
����͂�(c��)��ӹ�
�ڴ�ֱ�ڼӹ������ƽ���(n��i)���\(y��n)��(d��ng)�ͽ���ƽ��(d��ng)���u��(d��ng)��,��ƽ��(d��ng)��Ŀ������ɂ�(c��)��ļӹ���
8 C5 |1 N8 i! p7 c; A
ƽ��(d��ng)�ͼӹ�����
& m( v+ _/ z5 @* H6 T
03
���Sƽ��(d��ng)��(du��)���ȵ�Ӱ�
1��ƽ��(d��ng)����Π�
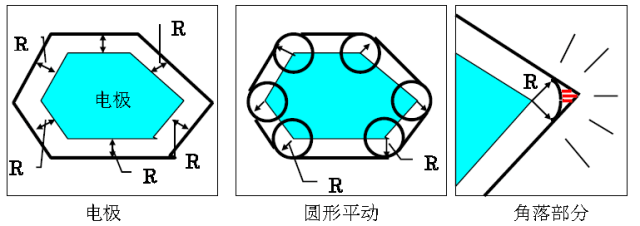
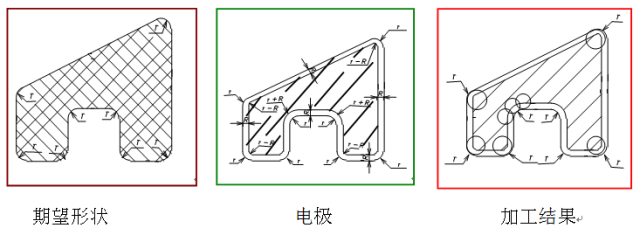
�����҂�Ҫ�˽�ƽ��(d��ng)�ӹ�����Π�,�����늘O��һ�����Π�ƽ��(d��ng),��늘O��ÿһ���ֶ�Ҫ����ͬ���Π�ƽ��(d��ng)��Ȼ��(hu��)��늘O�����Π�,��ԓ�D�ε��ⲿ�Π���Ǿ��ӹ�����Π�,��ԓ��������������һ�N�u��(d��ng)�Π��ϣ��@��һ�N��Ч�Ĵ_���ӹ��Π�ķ���,��
��Щƽ��(d��ng)��(hu��)��(d��o)�²����_���Π�,�����Ǐ�һ��Ŀ��]���e(cu��)�`�����Ǻܴ�,���҂�Ҫ��(du��)�@Щ�������˽����,���҂��ȏăɾS�Π��ƽ��(d��ng)�����_(k��i)ʼ��
ƽ��(d��ng)�r(sh��)늘O��ÿһ���ֶ���ͬ�ӵ��Π�
1 s) w. f/ P X9 R9 ]
2���A�Γu��(d��ng)
늘O��ÿ��(g��)�ߴ��϶���(hu��)�Ȍ�(sh��)�HҪ���Π�ҪСһ�c(di��n),������Ҫ�õ���Ҫ���Π�ߴ��Ҫ�ڸ���(g��)�����ϔU(ku��)��һ��(g��)R�ijߴ�,���ڸ���(g��)�����ϔU(ku��)��һ��(g��)R���ஔ(d��ng)��ÿ��(g��)�c(di��n)����R�ĈA���\(y��n)��(d��ng)���D�@ʾ��ֱ�����������_��,�����Ǽ�Dz��օs�Dz����,��
��(du��)��һ����Π���D,��늘O�p����ʹ��ǰ돽С,������(n��i)�ǰ돽���@�N׃�ξ���D��ƫ��һ��,����ʹ�ÈA�Γu��(d��ng)��,���ӹ��Π�����_�ˡ������CNC���и���늘O����ƫ�Ɓ�(l��i)�_��늘O�p����,���A��ƽ��(d��ng)�������_���Π�,���](m��i)�м�ǡ�
������Ҫ��һ�c(di��n)�ǣ��A��ƽ��(d��ng)�@�ǘ�(bi��o)��(zh��n)��ƽ��(d��ng)��ʽ,���](m��i)���^(gu��)��,������㲻�Ǻ��˽�ƽ��(d��ng)����ô���h�x��ԓƽ��(d��ng)��ʽ��
0 c' j% w, L0 {. M Y
3������ƽ��(d��ng)
��(du��)��EDM,������ӹ�������Ҫ�ļӹ�֮һ,�������ǻ�����Ƿ��λ��߾��Σ����D,�����Γu��(d��ng)�ͱȈA�Γu��(d��ng)��,���˕r(sh��)������ƽ��(d��ng)�ȈA��ƽ��(d��ng)�ļӹ�Ч��Ҫ��һЩ,��
��������㌦(du��)��һ����Π�Ҳʹ�÷��Γu��(d��ng)�͕�(hu��)���F(xi��n)��(w��n)�},�������D����ʹ�÷���ƽ��(d��ng),����ôб���^(q��)��͕�(hu��)�^(gu��)��,�������@���e(cu��)�`����45�Ƚǵĕr(sh��)��
+ q6 l* Q# N) v7 U; s7 L, f' k
ʹ�÷���ƽ��(d��ng)б�����ֱ��^(gu��)��
4 _( b9 V4 B+ ~9 C$ [& }+ h
04
���S�uƽ��(d��ng)��(du��)���ȵ�Ӱ푣�����ƽ��(d��ng)��
���Sƽ��(d��ng)��(du��)�ڳߴ��Ӱ푿��ԅ������S��(du��)��X��Y ƽ��Y��Z �� Z��X ƽ��,��
3D늘O�ӹ�
" q4 c& l" W2 b
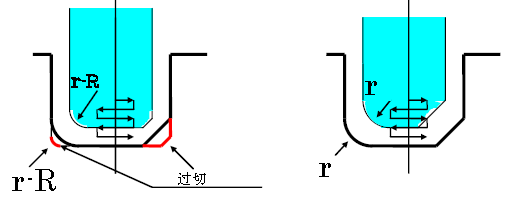
1���ײ���(ji��n)���Π�
��(du��)��һ���CNC EDM�C(j��)����(l��i)�f(shu��),��ƽ��(d��ng)ֵ�Ǐ��ϵ��²�׃�ģ�ԓ�����������ײ���(ji��n)���Π�������X-Yƽ���LjA��ƽ��(d��ng)��Ԓ,��X-Z��Y-Zƽ��ͷ��Γu��(d��ng)һ��,���@��ζ���ײ��돽�͵ײ�б�ȵ���һ�ӵġ�ͨ��,����?y��n)�R�ļӹ�ƫ��ԭ��,���ײ��돽��б�ȕ�(hu��)׃С,�������ʹ�õײ���(ji��n)���Π��늘O,���ײ��ļ�Ǿ͕�(hu��)�^(gu��)�С��^(gu��)�еĔ�(sh��)ֵҪ����(j��)늘OR�ı�����(l��i)�_��,����?y��n)��ԭ��,���ּӹ����׳��F(xi��n)�^(gu��)�С�
��(du��)��3D��늘O,���������Ҫʹ�õײ���(ji��n)���Π��ģʽ,����ô��늘O�ĵײ��ǰ돽��б�ȵľͱ�횺���K���Π���һ�¡�
7 \5 |# q- p6 U( E
8 n# k. ^6 ~' ^: J/ C
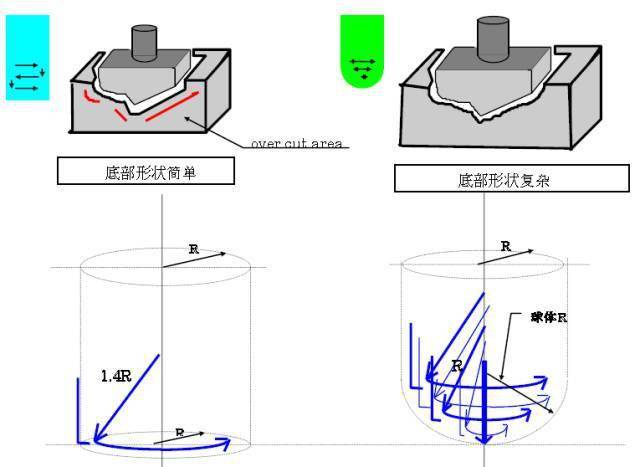
2���ײ���(f��)�s�Π�
���ψD,����Щ늘O����y�_�����ĵײ��돽,�������Еr(sh��)늘O�ײ�����ƽ�����@Щ늘O�Ͳ��������������ᵽ���ǘ���,�,����ײ���(f��)�s�Π������ƽ��(d��ng)�������Sģʽ�ɽ�Q�@һ��(w��n)�}��
���͵ķ�ʽ�ǣ��ײ���(f��)�s�Π�,���@�ڂ�(c��)�棨Z �D X �� Y�DZ ƽ�棩����(l��i)�Ǻ͈A�ε�ƽ��(d��ng)һ�ӵ�,���](m��i)���^(gu��)�еą^(q��)�����ʹ�ô�늘O��ԓ��ʽ��(du��)�ڴּӹ�Ҳ���m�õ�,��
k# ?' B& p! r4 V
, S9 ]% V" L1 j
05
�P(gu��n)��ƽ��(d��ng)���ܵĽY(ji��)Փ
1���m��(d��ng)?sh��)�ƽ�?d��ng)��,���M����ȡ��һЩ�����Դ���Ȝp�ټӹ��r(sh��)�g,��
2��������,��ƽ��(d��ng)��(y��ng)ԓ�x�ÈA�Σ���?y��n)����ڸ���(g��)�����϶���һ�ӵ�Rֵ,�� �A��ƽ��(d��ng)���ȫ�ķ�ʽ,��
3����(du��)�ڏ�(f��)�s����ǻ���x����ƽ��(d��ng)��(hu��)�ڼ�Ǻ�б߅���������^(gu��)��,������ƽ��(d��ng)ֻ�m���ھ�����Π�,��
4����(ji��n)���Π�Ķ��Sƽ��(d��ng)��ʹ�ÈA��ƽ��(d��ng),������X-Yƽ���LjA��,����X-Z��Y-Z�s�Ƿ���ƽ��(d��ng),����ˌ�(du��)�ڵײ���(f��)�s�Π�Ҳ��(hu��)�a(ch��n)���^(gu��)��,��
5�����ڈA��ƽ��(d��ng)���ȫ��ԭ����ʹ�����S���Γu��(d��ng),���ڸ���(g��)�����LjA��ƽ��(d��ng),������3��(g��)�ߴ綼�ǰ�ȫ�ġ�
6����(du��)�ڸ߾���Ҫ��ď�(f��)�s��ǻһ��Ҫ�x�����S���Γu��(d��ng),������(du��)�ڴ����(sh��)��늼ӹ�,��һ���x����S�ĈA��ƽ��(d��ng)�܉�M��Ҫ���^���S����ƽ��(d��ng)���@�úõĹ❍���c��Ч��,��
. O1 Q, P' m6 n Z+ a/ w
����: 328Feng_328 �r(sh��)�g: 2022-9-7 15:52
�һ��
����: �����Q �r(sh��)�g: 2022-9-15 15:44
���x����
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |