�C(j��)�^(q��)
��(bi��o)�}: CNC�ӹ���(y��ng)ԓ�x����߀�����,�� [��ӡ���]
����: һ����ǰ �r�g: 2022-9-9 14:42
��(bi��o)�}: CNC�ӹ���(y��ng)ԓ�x����߀�����,��
��CNC�ӹ���,��㊵������D(zhu��n)����һ���Dz�׃�ģ����M(j��n)�o������׃����,���ͳ��F(xi��n)������ӹ��г�Ҋ�ăɷN�F(xi��n)�����c���,��
6 X1 |8 Z* ` i
! I$ _% U7 ]) q. h+ L' M- K9 a
㊵���������ÿ������r�����ܵ�?j��ng)_���d�ɵ����á����˳ɹ����,����횿��]һ�������е��������Լ��г��r�������c����֮�g�����_���|��ʽ,������������У����������c㊵����D(zhu��n)��������ͬ���෴�ķ����M(j��n)�o,���@��Ӱ����������,���г��Լ��Dz�����߀����㊵ķ�����
. A M; Q4 M% h9 ^
01 ������S�t���ɺ�
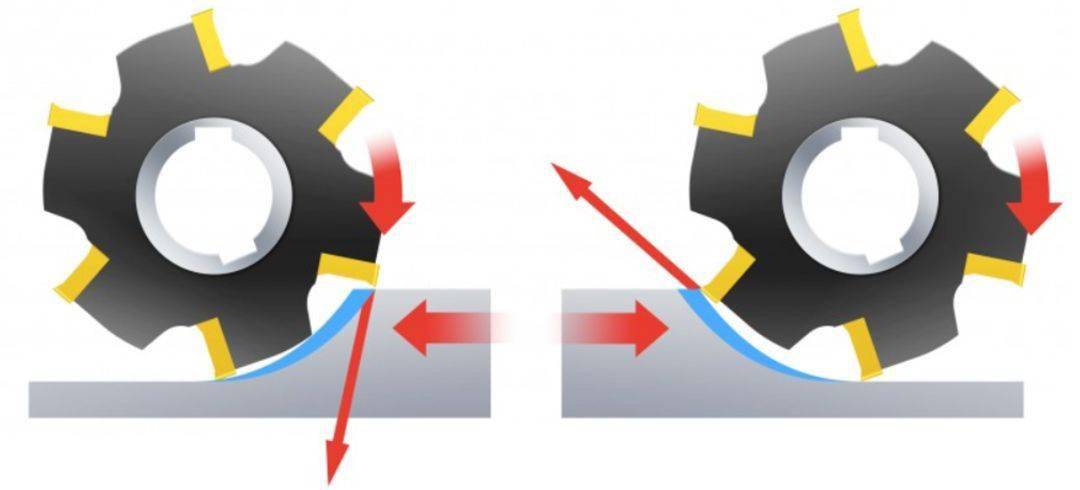
����r,����(w��)�ؿ��]��м���γ�,����м�γɵěQ��������㊵���λ�ã���(w��)�������ڵ�������r�γɺ���м,���ڵ����г��r�γɱ���м,���Դ_����(w��n)��������^�̡�֔(j��n)ӛ������S�t���ɺ���,���Դ_�������г��r����м��ȱM����С,��
6 f+ ` J. @! i: R; U3 j/ g
02��
�����У��������������D(zhu��n)�����M(j��n)�o,��ֻҪ�C(j��)��,���A�ߺ������S����ʼ�K�����x����,��
��߅������,����м��Ȍ��������_ʼ����u�pС����K�������Y(ji��)���r�_(d��)����,���@�ӿ��Է�ֹ�������څ��c����֮ǰ�����Ħ���������,��
" {2 `" H3 E; S3 E! y6 U( M2 J! P
& R$ s, ~3 r3 K: ^9 X
����м����������ģ��������A���ڌ���������㊵���,��ʹ�����б�������,�����ǣ�����㊵����ڱ����빤����,�����,���C(j��)����Ҫͨ�^�������_��̎�������_�M(j��n)�o�g϶�����㊵������빤����,���t�M(j��n)�o����������,���Ķ����܌�(d��o)����м����^�������������,�����@Щ��r��,�����]�������,��
! |' e, p- Z8 ]# o1 [1 F( x
03���
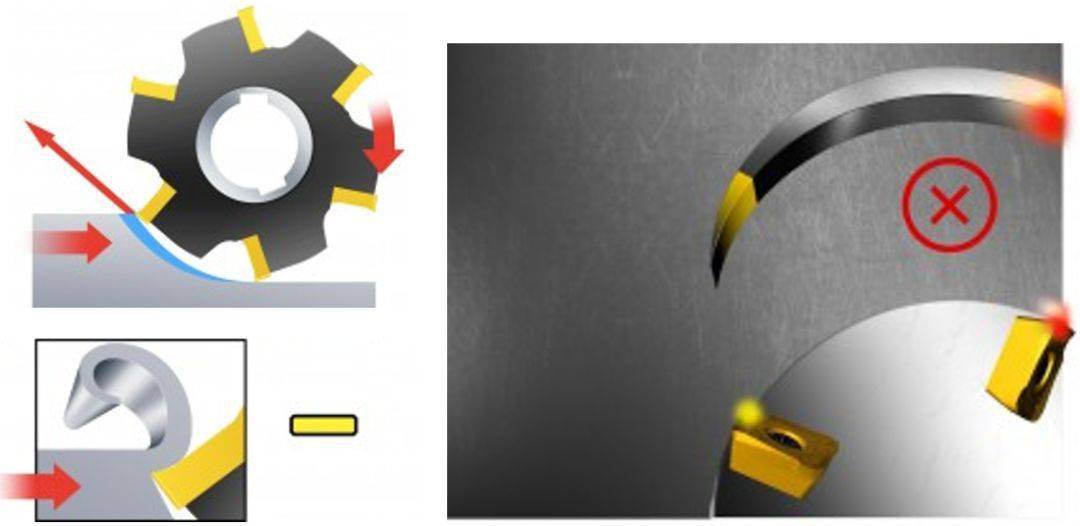
������У��������ߵ��M(j��n)�o�����c�����D(zhu��n)�����෴,��
��м��ȏ����_ʼ��u����,��ֱ�������Y(ji��)���������б�횱���(qi��ng)������,���Ķ���Ħ��,���ߜ��Լ��r�����|��ǰ����������ɵļӹ�Ӳ��������a(ch��n)�������Ч�����@һ�ж����s�̵��߉���,��
% \0 U9 [9 i6 h4 i
/ l5 D3 e& S) b- c: s/ O
�����г��r�a(ch��n)���ĺ���м���^�ߵĜضȌ���(d��o)�¸����쑪(y��ng)��,���@���s�̵��߉�����������ͨ������˿��ٓp��,����Ҳ���܌�(d��o)����мճ������������,���������S�������y������һ����������ʼλ�ã���?q��)���������˲�r����,��
�������A���ڌ�㊵��c��������_,���������t�A���ڌ������Ĺ����_������
, b5 K# \. S4 z4 e
��(d��ng)�ӹ��������F(xi��n)���׃���r,����㊿��ܱ��^����,��ʹ���մɵ�Ƭ�ӹ��ߜغϽ�r��Ҳ���h�������,����?y��n)��մɌ����빤���r�a(ch��n)���ě_�����^����,��
% z( t' O4 F. t3 o: r: \
04�����A��
���ߵ��M(j��n)�o����?q��)������A������˲�ͬ��Ҫ��������^����,������(y��ng)ԓ�܉�ֿ�������,�������^���У�����(y��ng)ԓ�܉�ֿ�����,��
# S' P0 T* F: D* X3 E
05���c��㊌��ȱ�
* Q. z) C* l" f! j* L
����: �����ɹ� �r�g: 2022-9-10 01:26
����ı��І��}��,��
����: �Ϫɳ �r�g: 2022-9-17 22:36
�˂��X�ã����������,��
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |