機(jī)械社區(qū)
標(biāo)題: 磨床上加工葉片都有哪些定位加工方法,? [打印本頁]
作者: 一往冇前 時間: 2022-9-24 13:17
標(biāo)題: 磨床上加工葉片都有哪些定位加工方法?
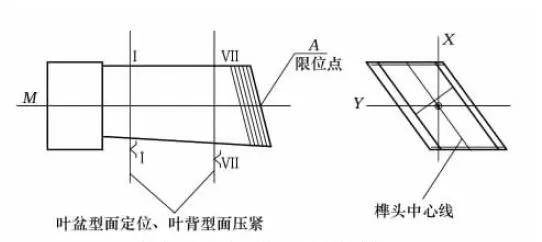
在葉片類工件的加工過程中,,其磨削加工是利用緩進(jìn)磨床進(jìn)行的,,其定位方式可分為兩大類: 一是利用葉型M 點(diǎn)( 圖1) 進(jìn)行定位夾緊; 二是利用葉身型面及平面進(jìn)行組合定位。此類工件在加工中,,精度要求較高,,一般通過首件磨削計量合格后進(jìn)行批量加工。在工件加工過程中,,加工精度難以保證,,易使工件產(chǎn)生松動和定位不穩(wěn)定。
, ~. k3 d2 w8 Z! a6 g$ V# ` [% j
圖1 改進(jìn)前工件工藝定位方案
5 w! ?, W( ?: X" |
一,、問題分析與解決方案確定1.原有工藝定位,、夾緊特點(diǎn)分析
(1)工件為空間變截面葉片,葉身型面形狀完全是通過理論數(shù)據(jù)靠加工保證,。
(2)工件原有定位是靠兩個單一型面進(jìn)行定位,,并且在相應(yīng)部位的葉背型面進(jìn)行壓緊。
(3)原有夾具結(jié)構(gòu)封閉,,壓緊機(jī)構(gòu)不便利,,并且壓緊采用聯(lián)動機(jī)構(gòu),造成壓緊狀態(tài)不穩(wěn)定,。
& |( d' A/ }4 p6 P, d% m
2.葉片的型面加工特點(diǎn)分析
(1)葉片的葉身型面和葉背型面在加工中心上加工所得,,型面誤差為0.05mm,而實(shí)際上工件的型面誤差遠(yuǎn)比0.05mm要大,,這就給夾具定位造成了一定的誤差,。
(2)原有的工序定位基準(zhǔn)不是很穩(wěn)定,要想定位穩(wěn)定可靠,,就要有很好的基準(zhǔn)面,,現(xiàn)在是靠兩個型面的截面進(jìn)行定位。要知道理想的截面就是沒有厚度的面,,而我們的定位塊體和壓緊塊體無論如何也不能做成很薄,,要考慮強(qiáng)度和耐用度,這里又存在定位誤差,。另外定位型面和壓緊型面還存在加工誤差,,綜合各種因素產(chǎn)生可定位型面和壓緊型面在加工過程中不能很好地吻合。
5 z. K- `$ T. ?& h# v
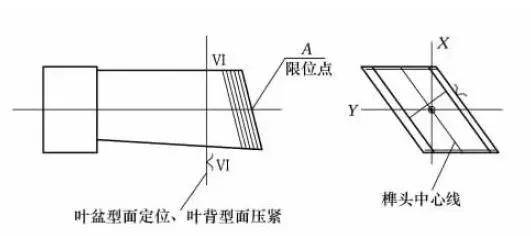
圖2 改進(jìn)后工件工藝定位方案
/ u B. o) m( W# E6 c, x3 G
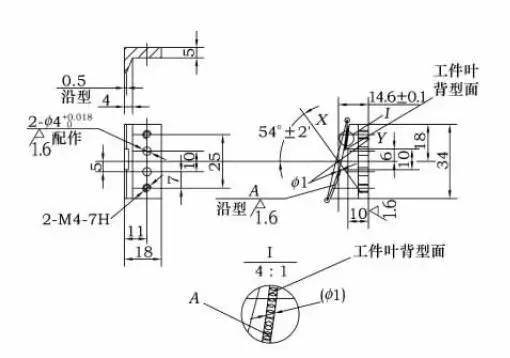
(3)原有壓緊采用杠桿式聯(lián)動機(jī)構(gòu),單獨(dú)壓緊由于制造,、空間限制等原因帶來了很多不便,,單獨(dú)壓緊還會產(chǎn)生工件翹起現(xiàn)象,進(jìn)而造成定位不穩(wěn),,影響加工,。通過對問題存在的根源分析,決定改進(jìn)原有工序的定位基準(zhǔn)和壓緊面,。改進(jìn)后的工序圖如圖2所示,。
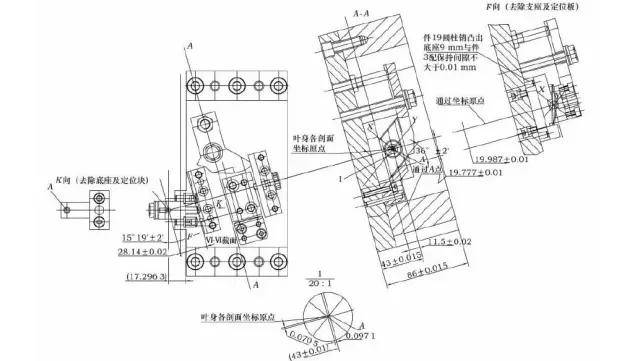
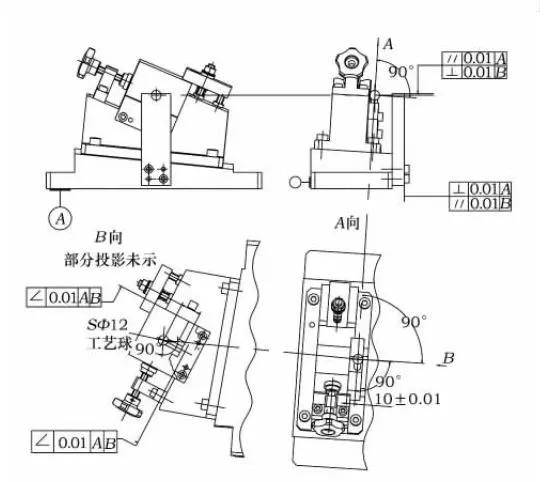
在新的工藝基準(zhǔn)的情況下對葉身葉片型面的加工精度加以控制、提高,,以此為基礎(chǔ)改進(jìn)了夾具的結(jié)構(gòu),,進(jìn)行了重新設(shè)計,夾具結(jié)構(gòu)見圖3,。
H$ o2 F) [0 `; y& h4 y& R( Y" b
圖3 改進(jìn)后夾具結(jié)構(gòu)簡圖
' E7 n2 o W1 N1 m" S6 t) F. p' ?
二,、改進(jìn)后的工裝夾具的特點(diǎn)3 ]3 b( a& m7 D& \0 j
1.定位采用平面定位與葉身型面VI-VI 截面相結(jié)合作為主定位,葉片尾部工藝臺側(cè)面作角向定位,,限制了各方向的扭轉(zhuǎn),,榫頭處用活動式定位銷限制軸向移動,定位銷加工成尖點(diǎn)小尺寸R形結(jié)構(gòu),,力求與工藝要求的理論M點(diǎn)相一致,,以保證與定位截面的尺寸。
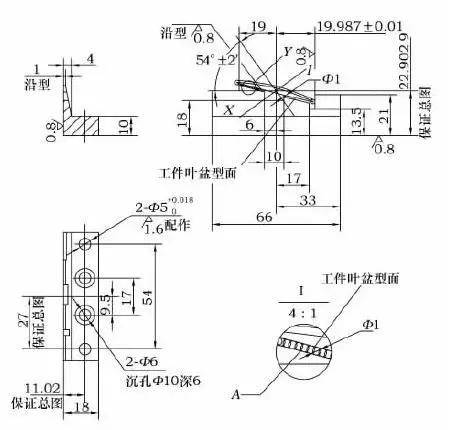
2.葉身型面定位塊采用可以上下進(jìn)行微量調(diào)整的結(jié)構(gòu),,加工時如果定位型面偏離理論型面過多,,可以通過調(diào)整底座上的螺釘使定位件上移,來保證定位的可靠性,。定位塊采用機(jī)械綜合性能較好的軸承鋼GCr15,,硬度53~ 58HRC,型面數(shù)據(jù)按葉片機(jī)加余量和產(chǎn)品工件圖的截面數(shù)據(jù)給定,,型面偏差與葉片型面偏差一致。型面定位塊的結(jié)構(gòu)如圖4所示,。
. m" r5 T; l, t7 E2 w. O" |7 \
圖4 型面定位塊結(jié)構(gòu)
# w- x* i1 e# Q
3.壓緊機(jī)構(gòu)改變原來的兩截面分別壓緊的方式,,采用一個普通壓板進(jìn)行的螺紋式壓緊結(jié)構(gòu),在型面定位塊的相應(yīng)葉背型面處壓緊,,壓塊與壓板做成分體式結(jié)構(gòu),,便于使用時按葉片實(shí)際進(jìn)行修正型面; 壓塊采用H62材料防止工件壓傷,這樣可以一次性壓緊葉片,,防止了壓緊過程中的松動,,壓塊結(jié)構(gòu)形式見圖5。
圖5 壓塊結(jié)構(gòu)圖
$ y0 Y7 I6 i$ ]9 q' V3 t
4.改變了原有的封閉式結(jié)構(gòu),做成兩個支承塊,,保證兩面到工藝點(diǎn)的距離的精度和兩支承塊底面的高度一致性,,從而保證夾具在加工中的翻面使用,不用過大地調(diào)整機(jī)床砂輪的行程,,改善了原有的操作不便的現(xiàn)象,。
" N! i* _( F+ V, B/ I z2 g
三、葉片加工其他定位夾緊方式夾具應(yīng)用
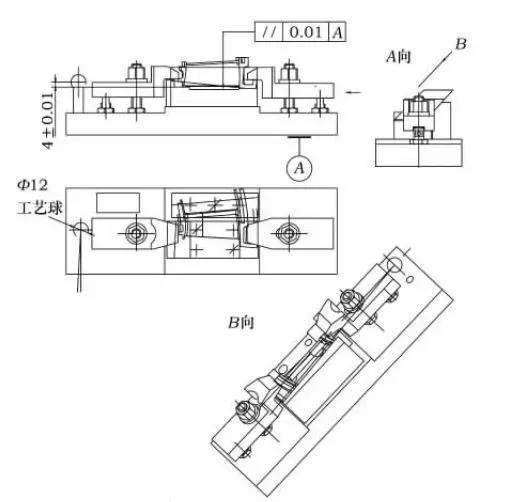
- o: M7 f$ H r7 M+ X3 }在葉片的加工中,,加工方法和定位方式有多種,,采用葉片本身的平面基準(zhǔn)及葉身型面組合定位、利用方箱澆注低熔點(diǎn)合金進(jìn)行葉片定位加工的方法最為常用(如圖6,、圖7所示),。
; L4 G `, }4 K+ e. M
圖6 利用方箱定位加工
5 ?& Y9 x* r" x( G! k& C5 H
圖7 利用平面定位加工
) @9 G+ H9 K+ H$ @4 N
四、結(jié)語
- r. R8 X9 j7 y7 Q通過以上分析可知,,對葉片緩進(jìn)磨削夾具的結(jié)構(gòu),、葉片磨削加工中夾具定位及夾緊方式進(jìn)行改進(jìn),可以改善工件定位,、裝夾狀態(tài),,充分利用平面工藝基準(zhǔn)進(jìn)行定位,保證工件在加工過程中不產(chǎn)生位置變化,,定位可靠,,從而保證工件的加工精度。
# h) {* U" c! m3 Z. C5 e- l
作者: tzcaokun 時間: 2022-9-24 19:58
干這行小二十年,;原來現(xiàn)在還是怕看這種東西
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |