機(jī)械社區(qū)
標(biāo)題: 告訴你像轉(zhuǎn)向節(jié)這樣的空間異形件如何夾持 [打印本頁]
作者: 一往冇前 時(shí)間: 2022-11-4 09:45
標(biāo)題: 告訴你像轉(zhuǎn)向節(jié)這樣的空間異形件如何夾持
轉(zhuǎn)向節(jié)是汽車底盤系統(tǒng)中對(duì)的重要部件,,通常會(huì)采用工藝分散的方式進(jìn)行加工,,工序過程為:粗車半精車、磨削,、粗銑精銑,、鉆孔,、鉸孔、攻絲,,有多道工序需要用到專用的夾具,。
下面是一些夾具實(shí)物圖
▼
圖1
/ s; F. o# y5 s! N4 v
圖2
7 I+ b; j$ L& g l2 X% M" e
圖3
2 i* v7 g1 x0 O/ ~+ o
圖4
$ G2 n& a6 A( Z7 |! t, I. o0 J
圖5
4 s1 ^& `+ w# z# R' W
看完這些加工和實(shí)物可知,轉(zhuǎn)向節(jié)的結(jié)構(gòu)復(fù)雜,,屬于空間異形件,,其加工部位空間方位多、孔系件的位置度要求嚴(yán),,所以需要設(shè)計(jì)專用的夾具實(shí)現(xiàn)在加工過程中的準(zhǔn)確定位和夾緊,。接下來我們主要針對(duì)如下圖6所示的整體式轉(zhuǎn)向節(jié),提出合理的加工方案,,并設(shè)計(jì)銑面鉆孔的夾具,。
圖6 整體式轉(zhuǎn)向節(jié)
4 j2 c+ G M/ x7 I- @7 O) D
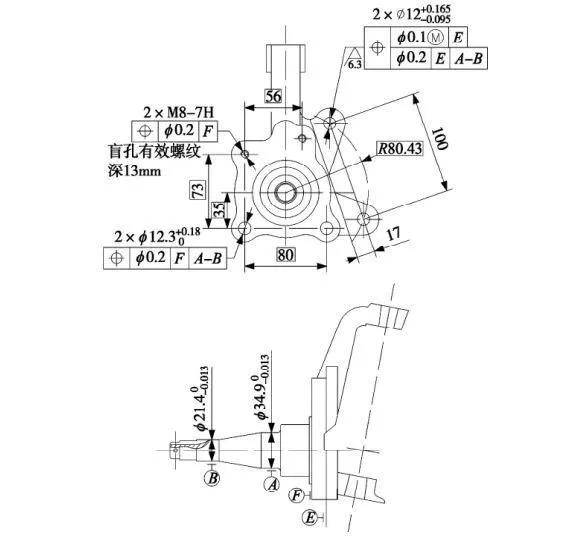
一,、轉(zhuǎn)向節(jié)加工工藝分析如圖6所示轉(zhuǎn)向節(jié)第二個(gè)工序設(shè)計(jì)夾具,在第一道工序加工完轉(zhuǎn)向節(jié)軸相關(guān)尺寸以及螺紋 孔M8和Φ12.3的通孔所在平面后的工序,,這一工序所需加工尺寸如圖7所示,,主要加工尺寸有: 2 個(gè)M8的螺紋孔,有效螺紋深度為13mm,;2個(gè)Φ12.3的通孔,;2 個(gè)Φ12的通孔;銑Φ12通孔所在的平面,,表面粗糙度要求為 Ra6.3,。
圖7 轉(zhuǎn)向節(jié)加工尺寸要求
/ [$ j E0 I; F4 O
二、轉(zhuǎn)孔銑面夾具的設(shè)計(jì)2.1 定位基準(zhǔn)與夾緊方案的確定
由于在進(jìn)行此工序加工之前已經(jīng)完成轉(zhuǎn)向節(jié)軸相關(guān)尺寸以及螺紋孔的加工,。所以選用尺寸為Φ34.90的軸段外圓面和螺紋孔M8和Φ12.3通孔所在平面做為精定位基準(zhǔn),,限制工件的4個(gè)自由度,同時(shí)利用轉(zhuǎn)向節(jié)長(zhǎng)彎臂做為粗定位基準(zhǔn),,限制工件其余的2個(gè)自由度,。采用翻轉(zhuǎn)式結(jié)構(gòu),通過螺旋杠桿夾緊裝置進(jìn)行夾緊,。
2.2 夾具結(jié)構(gòu)的設(shè)計(jì)
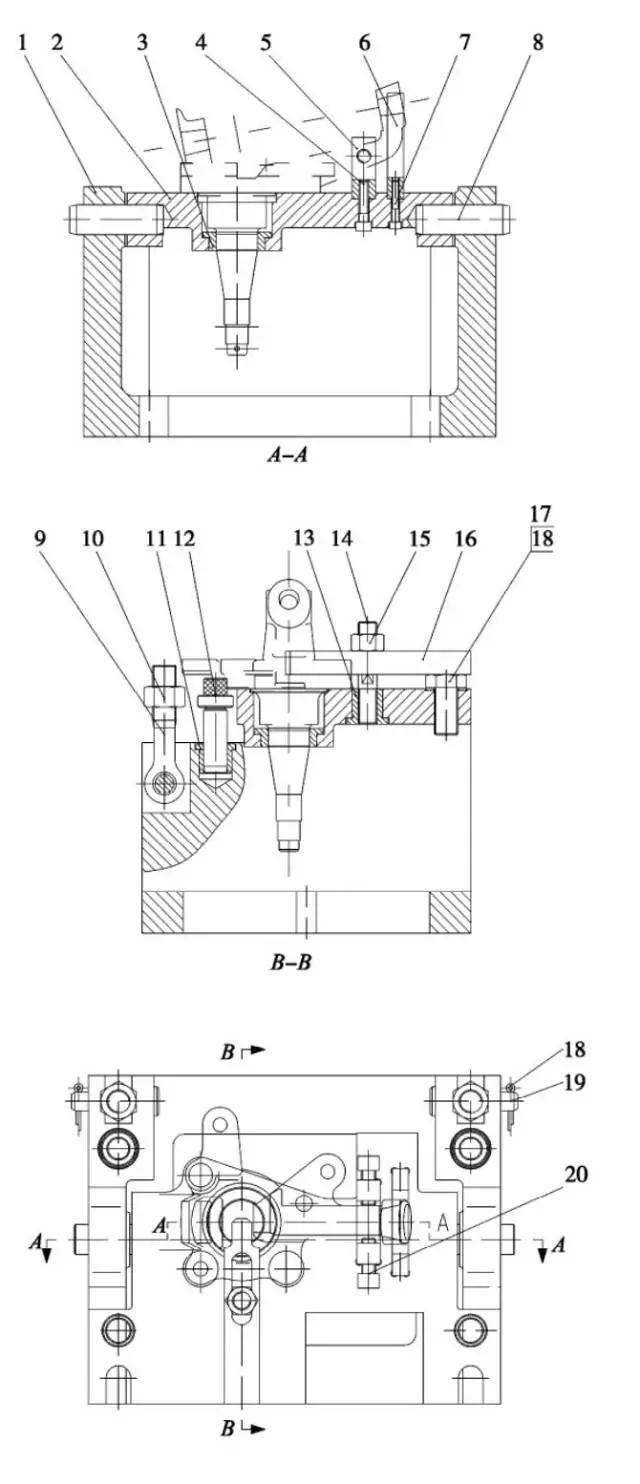
設(shè)計(jì)的銑面打孔夾具結(jié)構(gòu)如圖8所示,,夾具主要由底板1、翻轉(zhuǎn)平板2,、夾緊臂5,、螺桿14、定位銷12,、壓桿16等組成,。
圖8 夾具結(jié)構(gòu)
4 s$ U: R! y/ h! A* d! I' O0 h
2.3 夾具結(jié)構(gòu)的三維建模
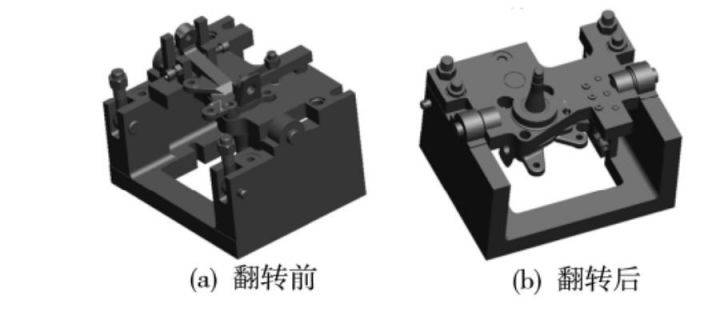
利用 Pro /E 對(duì)夾具的零件圖進(jìn)行三維建模,并且利用 Pro /E 中的虛擬裝配功能對(duì)夾具進(jìn)行虛擬裝配,,虛擬裝配圖如圖9所示,。通過三維建模設(shè)計(jì)者可以更有效的了解空間情況,進(jìn)行空間布局,,同時(shí)節(jié)省了對(duì)于零件的繪制時(shí)間,,在實(shí)體修改時(shí),裝配件可以隨實(shí)體位置變化而變化,,而且不通過實(shí)際生產(chǎn)調(diào)試就可在設(shè)計(jì)過程中檢測(cè)出零件之間是否存在干涉等問題,。
圖9 銑面鉆孔夾具的虛擬裝配
! f7 r) v" X- a. R$ A; f1 Z
三、夾具夾緊力與誤差分析計(jì)算3.1 夾具夾緊力的計(jì)算
夾緊的目的,,是保證工件在夾具中的定位,,不至于因加工時(shí)所受到切削力、重力或伴生力( 離心力、慣性力,、熱應(yīng)力等) 的作用而產(chǎn)生移動(dòng)或振動(dòng),。夾緊裝置是夾具完成夾緊作用的一個(gè)重要而不可缺少的組成部分,夾緊裝置設(shè)計(jì)的優(yōu)劣,,對(duì)于提高夾緊的精度和工作效率,、減輕勞動(dòng)強(qiáng)度都有很大的影響。
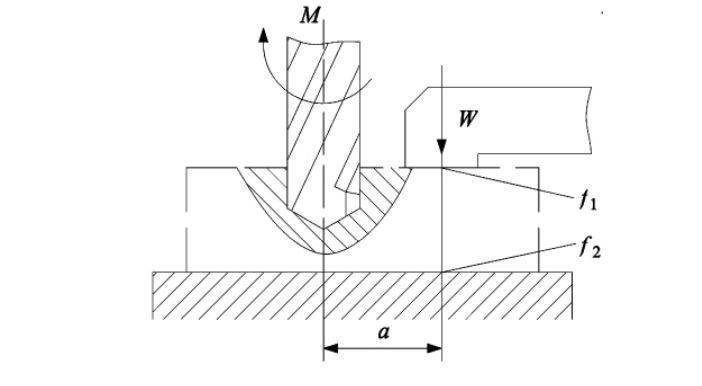
圖10 壓板夾緊工件受力圖
- t2 I2 }" k6 ?. m
由于轉(zhuǎn)向節(jié)體積較小,。重量較輕,,所以在計(jì)算夾緊力可以不考慮轉(zhuǎn)向節(jié)的重力,且在銑銷時(shí)所需夾緊力較小,,所以主要考慮鉆銷時(shí)的夾緊力,。在鉆銷時(shí)工件受力情況如圖10所示,。
(1)鉆銷所需夾緊力為:W = kM/a( f1 + f2 ),;
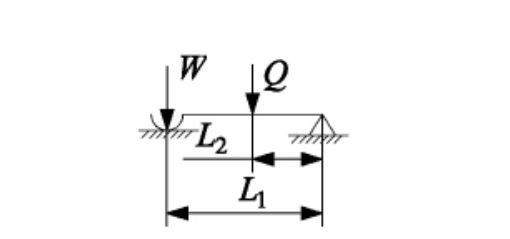
(2)在夾具的結(jié)構(gòu)設(shè)計(jì)中,采用螺旋杠桿夾緊裝置,,夾緊力 W1 按下式計(jì)算:W1 = L1/L2·Qη,。
圖11螺旋杠桿夾緊機(jī)構(gòu)受力分析
m% q! Q c( M( j# V b
3.2 定位誤差分析
在加工過程中,產(chǎn)生誤差的因素有很多,,例如定位誤差,、夾具誤差、安裝誤差,、對(duì)刀誤差,、加工方法誤差等,這些誤差之和不能超過工件的誤差要求,。在一般情況下,,為了保證加工精度,一般規(guī)定定位誤差不超過工件加工公差T的1/5~1/3,,即ΔD≤( 1/5-1/3) T,,定位誤差ΔD是基準(zhǔn)位移誤差ΔY和基準(zhǔn)不重合誤差ΔB的總和,即:ΔD = ΔY + ΔB,。
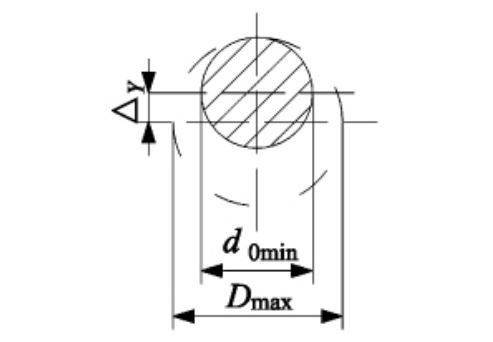
圖12 基準(zhǔn)位移誤差
4 F2 a2 @8 I! H, @& ~+ Y
(1)根據(jù)所設(shè)計(jì)的夾具結(jié)構(gòu)可知,,工序基準(zhǔn)和定位基準(zhǔn)均為尺寸為34. 90的軸段的中心線,所以基準(zhǔn)不重合誤差 ΔB= 0,;
(2)如圖12所示,,基準(zhǔn)位移誤差ΔY=(Dmax-d0min)/2。
通過計(jì)算可知,,定位誤差小于加工誤差的1/5,,所以該夾具的精確度可以保證零件的加工精度要求,可以實(shí)現(xiàn)該轉(zhuǎn)向節(jié)大批量、高效,、高精度的生產(chǎn),。
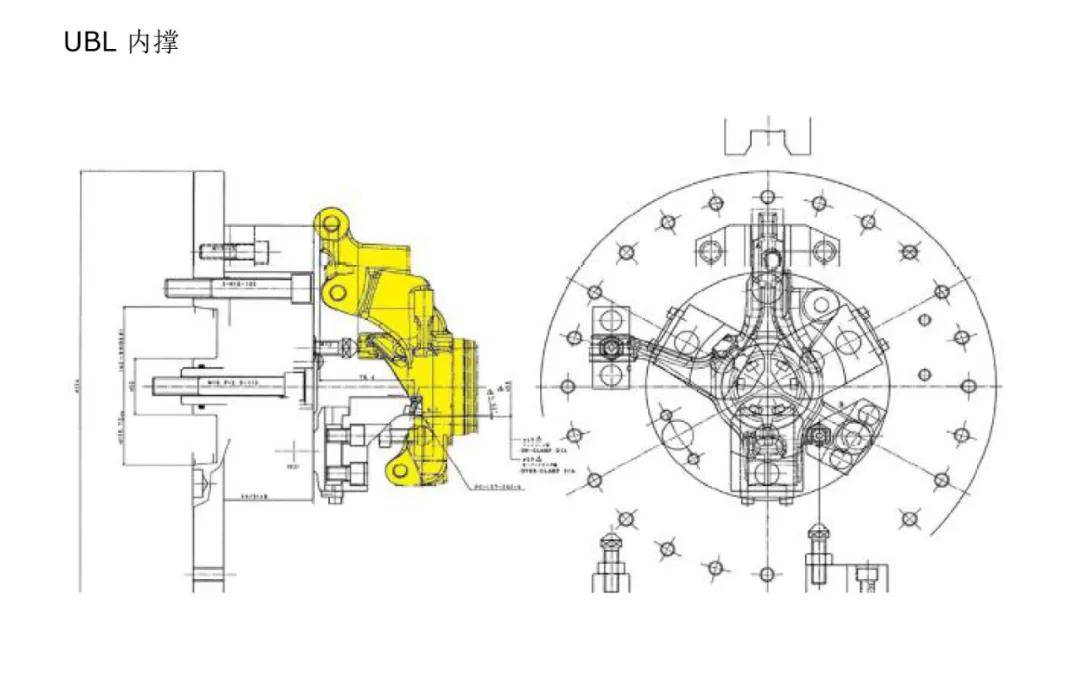
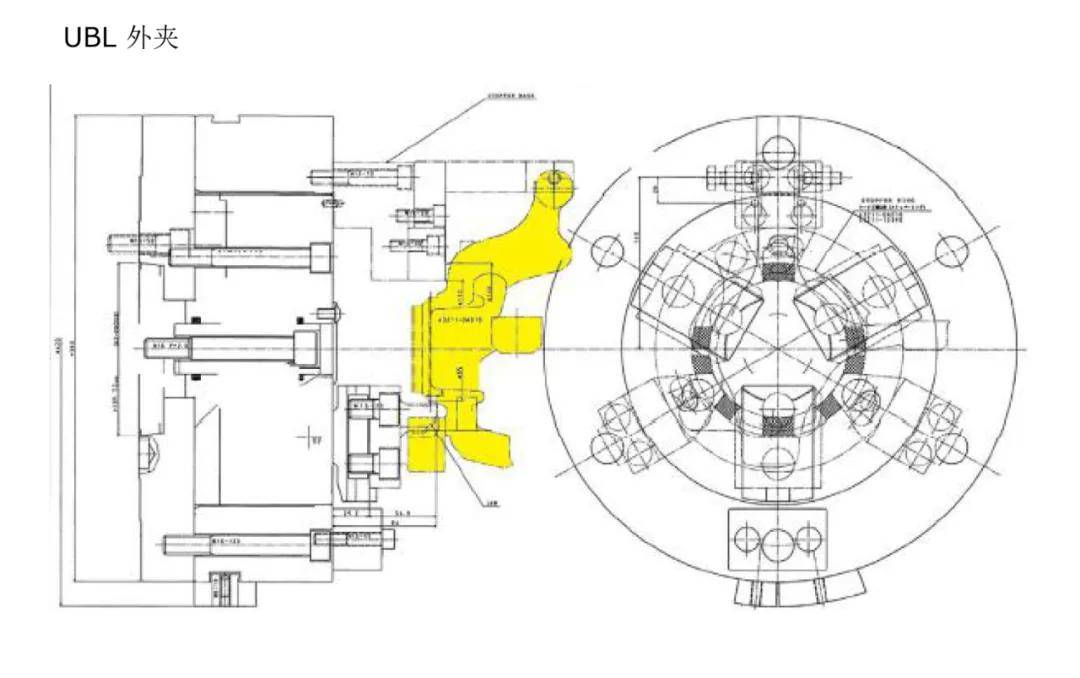
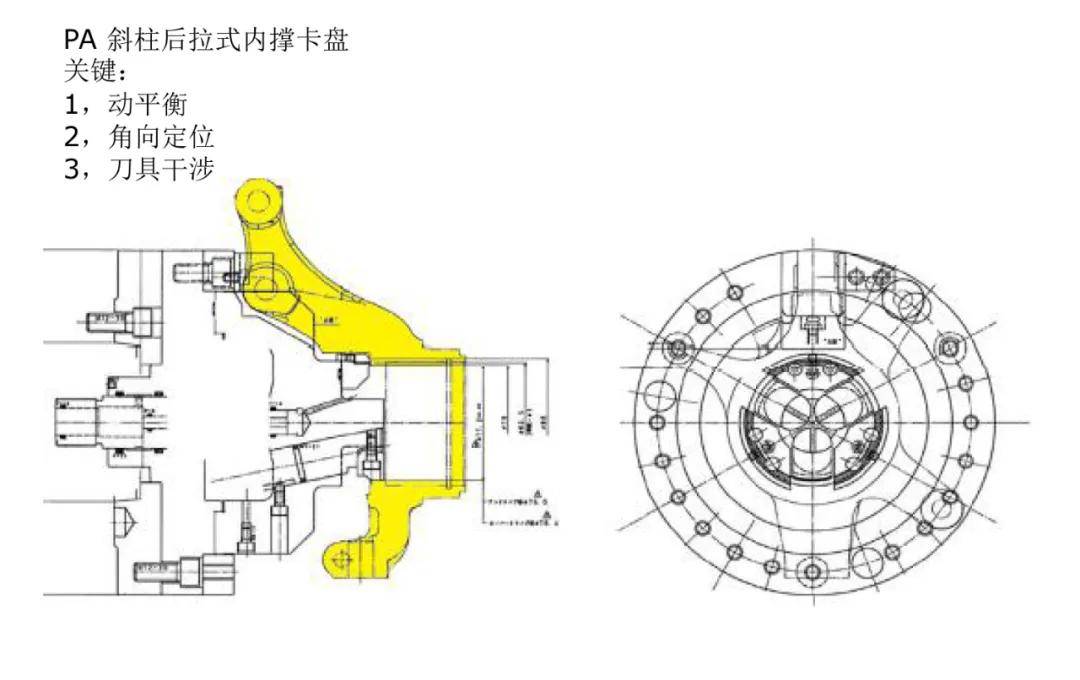
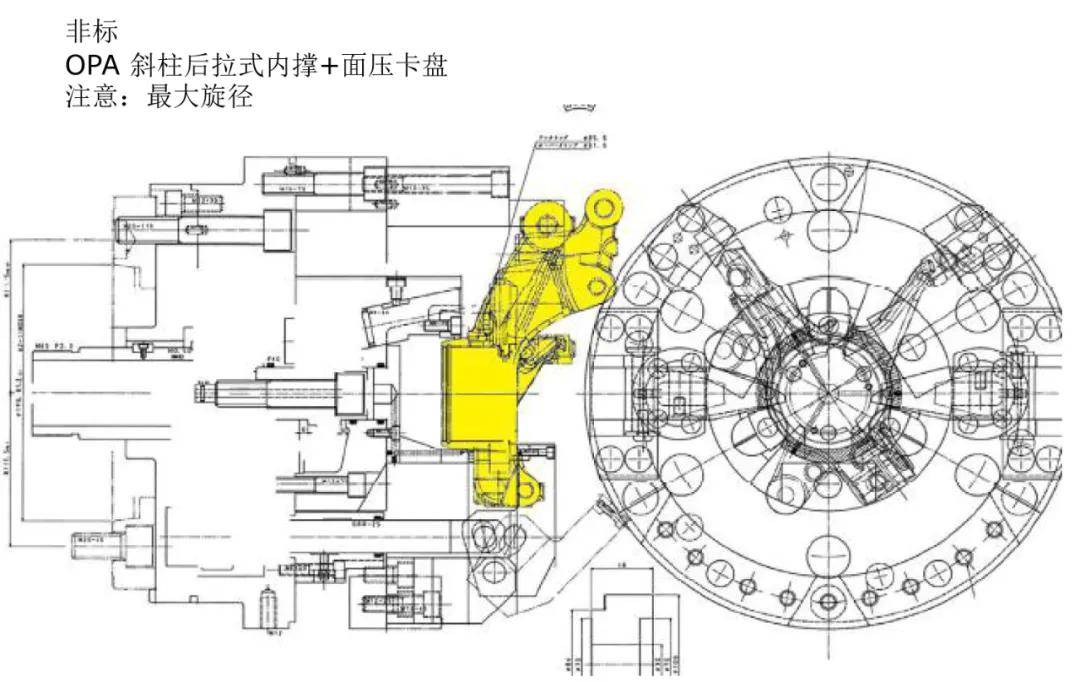
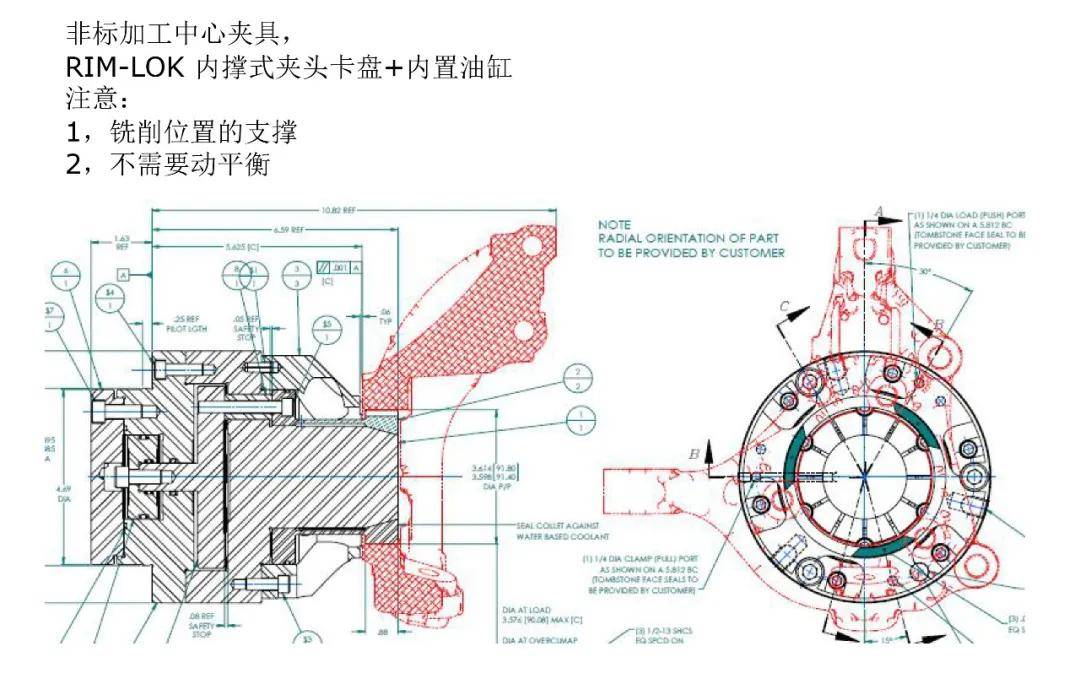
轉(zhuǎn)向節(jié)夾具方案異性件夾持主要考慮的事定心和夾持穩(wěn)定性,仿型夾持才是最好的,。針對(duì)乘用車(小轎車)的轉(zhuǎn)向節(jié)夾具方案:
工序轉(zhuǎn)向節(jié)OP-10
結(jié) 語該銑面鉆孔夾具結(jié)構(gòu)合理,,定位誤差小,適用于轉(zhuǎn)向節(jié)這種批量大,、結(jié)構(gòu)復(fù)雜的空間異型件的加工,,在加工過程中,可以減輕操作者的勞動(dòng)強(qiáng)度,,并能提高生產(chǎn)效率及加工精度,,對(duì)類似復(fù)雜零件的加工具有一定的指導(dǎo)性。
作者: pengzhiping 時(shí)間: 2022-11-16 11:58
比較詳細(xì)和專業(yè)的方案分享
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |