|
|
|
|
|
|
|
| <dfn id="eio63"></dfn><del id="eio63"></del> | 機(jī)械社區(qū)
標(biāo)題: (用)1個(gè)氣缸(實(shí)現(xiàn))2工位夾緊(擴(kuò)展)4種增力浮動(dòng)夾緊 [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2022-12-12 09:35
標(biāo)題: (用)1個(gè)氣缸(實(shí)現(xiàn))2工位夾緊(擴(kuò)展)4種增力浮動(dòng)夾緊
在大批量生產(chǎn)中,, 為了縮短裝夾工件的輔助時(shí)間,, 往往采用裝夾時(shí)間與產(chǎn)品加工時(shí)間重合的雙工位高效夾具。因此,, 如何設(shè)計(jì)出一種氣壓傳動(dòng)的雙工位高效夾具,是許多夾具設(shè)計(jì)人員經(jīng)常面臨的問(wèn)題,。下面就來(lái)介紹一種雙工位氣動(dòng)夾具,。
+ m) K: N- \) D7 p+ ?" c, V
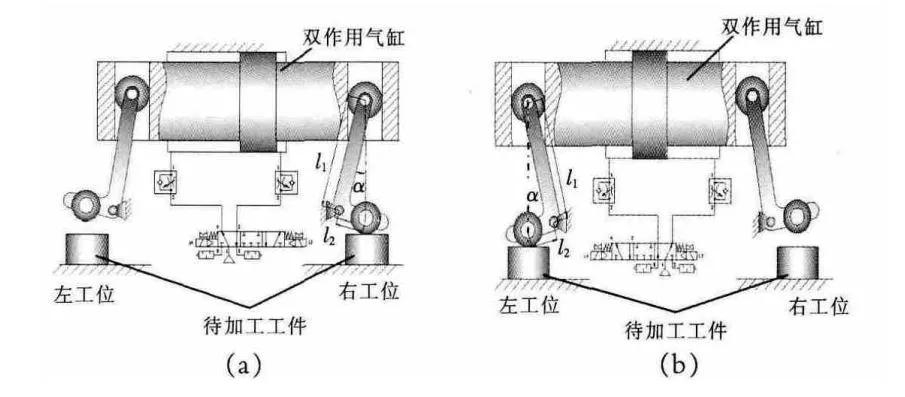
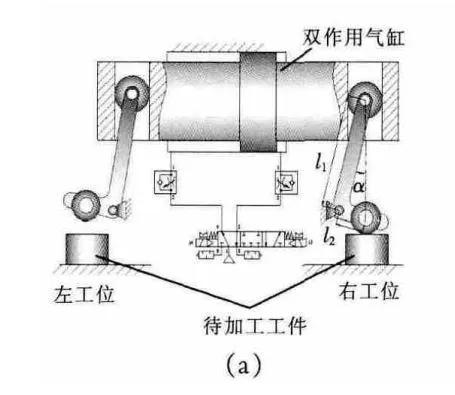
圖1 夾具原理圖
+ r( J0 H6 X s
圖1是夾具的工作原理圖,其設(shè)計(jì)創(chuàng)意在于氣缸活塞桿輸出兩端滾柱鉸鏈采用對(duì)稱設(shè)計(jì),,鉸鏈連接 L形杠桿的設(shè)計(jì)實(shí)現(xiàn)夾緊力的放大,。閥芯處于圖(a)所示左位狀態(tài),壓縮空氣進(jìn)入氣缸左氣腔,,推動(dòng)氣缸活塞向右運(yùn)動(dòng),;右工位活塞桿則通過(guò)右邊的滾柱鉸鏈杠桿增力機(jī)構(gòu),對(duì)右工位的工件進(jìn)行夾緊,。此時(shí)左工位活塞桿拉動(dòng)增力機(jī)構(gòu),,使得左工位松開進(jìn)行裝卸。
/ M9 h4 z* o4 Y* \: _) e- v
5 B/ J6 Z! e2 W5 {! _4 m$ [" h
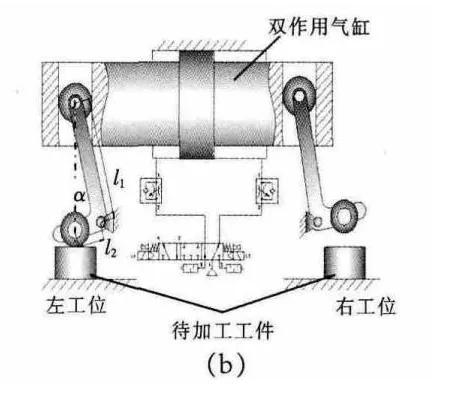
當(dāng)右邊工件的加工過(guò)程完成后,,其閥芯切換至圖(b)所示右位工作狀態(tài),,壓縮空氣進(jìn)入右氣腔,推動(dòng)氣缸活塞向左運(yùn)動(dòng),,左工位被夾緊,。
/ u) [9 L0 Y! J: Z S
9 z9 d- b1 u: L1 [0 g
左右兩個(gè)工位如此循環(huán)交替工作, 巧妙使用了空行程,, 由于工件的加工時(shí)間與裝卸時(shí)間部分重合,, 節(jié)約了裝卸時(shí)間, 因而大幅度提高了生產(chǎn)效率,。此設(shè)計(jì)僅采用一個(gè)驅(qū)動(dòng)氣缸,,就能實(shí)現(xiàn)兩個(gè)工位工件的順序夾緊,工件的切削加工時(shí)間與裝卸時(shí)間重合,,同時(shí)夾緊單元平穩(wěn)運(yùn)動(dòng),,最終得到最大的夾緊力,符合一般夾具對(duì)夾緊元件運(yùn)動(dòng)速度特性與夾緊力特性的要求,。
# [5 E! i- l8 q& S; d. s
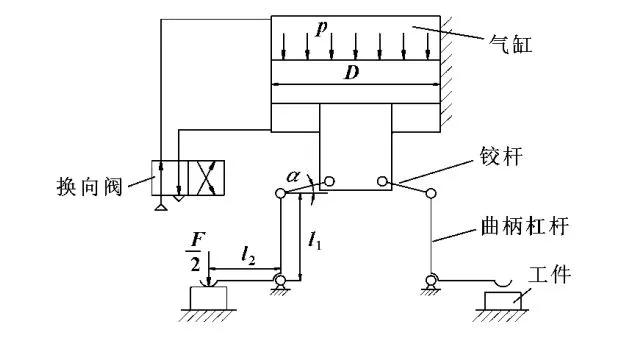
四種方案:解決單氣缸驅(qū)動(dòng)雙工位夾具同時(shí)夾緊非等高工件采用“一個(gè)氣缸一個(gè)工位”的原則所設(shè)計(jì)的傳統(tǒng)雙工位夾具具有結(jié)構(gòu)不緊湊等缺點(diǎn),。為此設(shè)計(jì)了一種單缸驅(qū)動(dòng)雙工位夾具(圖2),基本原理為: 當(dāng)換向閥處于左位時(shí),,壓縮空氣進(jìn)入氣缸無(wú)桿腔,,使活塞向下運(yùn)動(dòng),帶動(dòng)鉸桿-杠桿增力機(jī)構(gòu)發(fā)生角度-長(zhǎng)度效應(yīng),。
/ _: }3 u2 V8 U& x( W
圖2 固定式的鉸桿-杠桿增力雙工位氣動(dòng)夾具
7 E* ]& j% M& @8 E( \
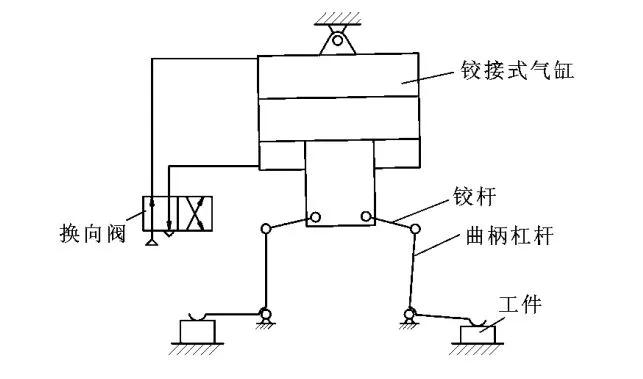
方案一:鉸接式氣缸的雙工位氣動(dòng)夾具
/ y$ Z2 G) Z( Y! Z$ L% x
圖3 鉸接式氣缸的雙工位氣動(dòng)夾具
6 @9 H" \8 p, e1 h- `/ \" l7 [
將固定式氣缸變?yōu)殂q接式氣缸,,工作原理為: 當(dāng)換向閥處于圖3左位時(shí),壓縮空氣進(jìn)入無(wú)桿氣缸腔,,推動(dòng)活塞向下運(yùn)動(dòng),,由鉸桿-杠桿組成的機(jī)構(gòu)實(shí)現(xiàn)了力的二次增大,。活塞向下運(yùn)動(dòng),,當(dāng)左邊工件被夾緊后,,鉸接式氣缸發(fā)生擺動(dòng),帶動(dòng)活塞一同擺動(dòng),,通過(guò)活塞與鉸桿-杠桿的復(fù)合運(yùn)動(dòng)使右邊工件被夾緊,,從而實(shí)現(xiàn)同時(shí)夾緊不等高工件。待工件加工完畢后,,換向閥切換至右位工作,壓縮空氣進(jìn)入氣缸有桿腔,,活塞向上運(yùn)動(dòng),,使夾緊元件松開工件。
0 L5 J5 b N4 F" R) Q: |& s
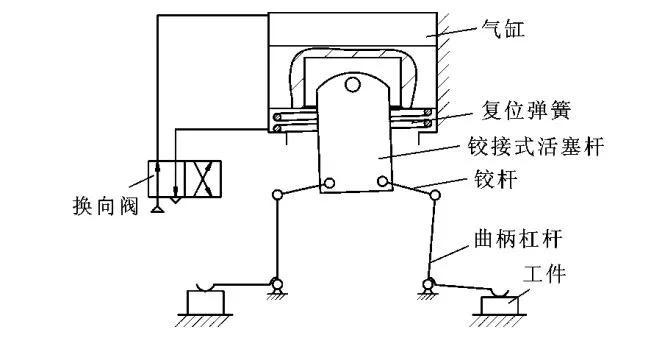
方案二:鉸接式活塞桿的雙工位氣動(dòng)夾具
8 P1 J0 x6 E" h( f' V% Y
圖4 鉸接式活塞桿的雙工位氣動(dòng)夾具
^$ G1 v" D& T
利用鉸接式活塞桿的方法實(shí)現(xiàn)雙點(diǎn)浮動(dòng)夾緊工件,�,;钊麠U的質(zhì)量小于氣缸的質(zhì)量,活塞桿擺動(dòng)時(shí)的慣性低于氣缸,,噪聲有所降低,,但慣性沖擊和噪聲依然存在。圖4的工作原理與圖2相似,,不同之處在于: 當(dāng)左邊工件被夾緊后,,活塞桿發(fā)生擺動(dòng),利用鉸桿-杠桿的復(fù)合運(yùn)動(dòng)實(shí)現(xiàn)右邊工件的夾緊,�,;钊麠U為單作用運(yùn)動(dòng),一般采用外力松開工件,,在圖4中彈簧的彈性能恢復(fù)推動(dòng)活塞向上運(yùn)動(dòng),,使夾緊元件松開工件。
2 {0 K/ }5 L/ N3 E8 m4 M$ F$ C
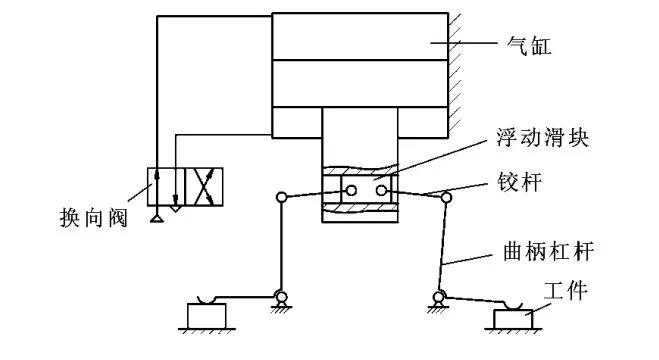
方案三:浮動(dòng)式滑塊的雙工位氣動(dòng)夾具
/ c7 f' O* K2 W i3 Q1 T2 n! n6 ^
圖5 浮動(dòng)式滑塊的雙工位氣動(dòng)夾具
( ~8 X5 Y" X8 F' F
在活塞桿中放置浮動(dòng)滑塊構(gòu)成雙點(diǎn)浮動(dòng)夾緊氣動(dòng)夾具,。如圖5所示,,壓縮空氣進(jìn)入無(wú)桿氣缸腔,推動(dòng)活塞向下運(yùn)動(dòng),,當(dāng)左邊工件被夾緊后浮動(dòng)滑塊向右移動(dòng),,通過(guò)鉸桿-杠桿之間的復(fù)合運(yùn)動(dòng)實(shí)現(xiàn)右邊工件的夾緊。與圖3和4相比: 系統(tǒng)的結(jié)構(gòu)剛性有所提高,,慣性沖擊和噪聲較少,;同時(shí)浮動(dòng)滑塊與滑槽之間的摩擦較大,浮動(dòng)滑塊對(duì)制造和安裝的要求較高,。
( G- k7 q( K: }$ l
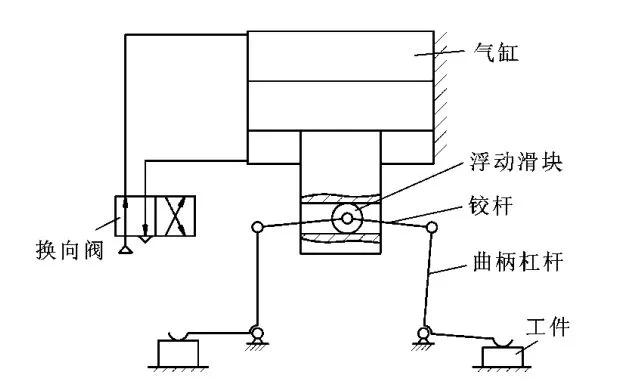
方案四:浮動(dòng)式滾輪的雙工位氣動(dòng)夾具
6 A! H; d/ n' n+ Q9 m, `
圖6 浮動(dòng)式滾輪的雙工位氣動(dòng)夾具
0 A3 [1 e5 u, O
為改善摩擦采用高副滾輪代替低副滑塊,。其工作原理為: 在滑槽內(nèi)放置一滾子,,兩邊的鉸桿鉸接于滾子中心。如圖 6所示,,換向閥處于左位時(shí),,壓縮空氣進(jìn)入無(wú)桿氣缸腔推動(dòng)活塞向下運(yùn)動(dòng),當(dāng)左邊工件被夾緊后,,浮動(dòng)滾輪向右移動(dòng),,通過(guò)鉸桿-杠桿的復(fù)合運(yùn)動(dòng)實(shí)現(xiàn)右邊工件的夾緊。工件加工完畢,,換向閥切換至右位工作,,壓縮空氣進(jìn)入氣缸有桿腔,活塞向上運(yùn)動(dòng),,夾緊元件松開工件,。
t" S/ Y# D+ `4 C# j2 s* m
結(jié)語(yǔ)
1 P6 K9 a- {2 w( R) F0 E單氣缸雙工位的氣動(dòng)夾具最大的利用了機(jī)床的運(yùn)動(dòng)能力,工件的切削以及裝夾時(shí)間重合,,節(jié)能同時(shí)效率提高,。針對(duì)不能夾緊非等高工件的特點(diǎn)也可以使用上述四種方案來(lái)解決,4種解決方法均是解決自由度不足的問(wèn)題,,通過(guò)增加一個(gè)自由度,,從而實(shí)現(xiàn)雙點(diǎn)浮動(dòng)夾緊工件。
6 X, n5 D- e# J% L- [4 A; U. m
作者: 牛大吉 時(shí)間: 2022-12-12 13:43
謝謝樓主分享,,受益良多 / T/ G. Y7 W1 I$ g6 j u/ Z$ z
/ T/ G. Y7 W1 I$ g6 j u/ Z$ z
作者: 林汐771k 時(shí)間: 2022-12-12 16:32
學(xué)習(xí)
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |