�C(j��)�^(q��)
��(bi��o)�}: �_����ˇ��Ҋȱ�ݼ��a(ch��n)��ԭ�� [��ӡ���]
����: һ����ǰ �r�g: 2023-2-3 14:15
��(bi��o)�}: �_����ˇ��Ҋȱ�ݼ��a(ch��n)��ԭ��
�_��ģ�����ڛ_���ӹ���,�������ϼӹ������������Ʒ����һ�N���ˇ�b��,��
����(j��)��ˇ���|(zh��)����_��ģ,������ģ������ģ,������ģ�ȡ�
����(j��)����M�ϳ̶ȷ���ι���ģ,����(f��)��ģ,�����M(j��n)ģ��
! B8 }* H. F/ s& Y3 I0 u* v
4 a5 s+ w5 t8 c8 S8 M4 y& f
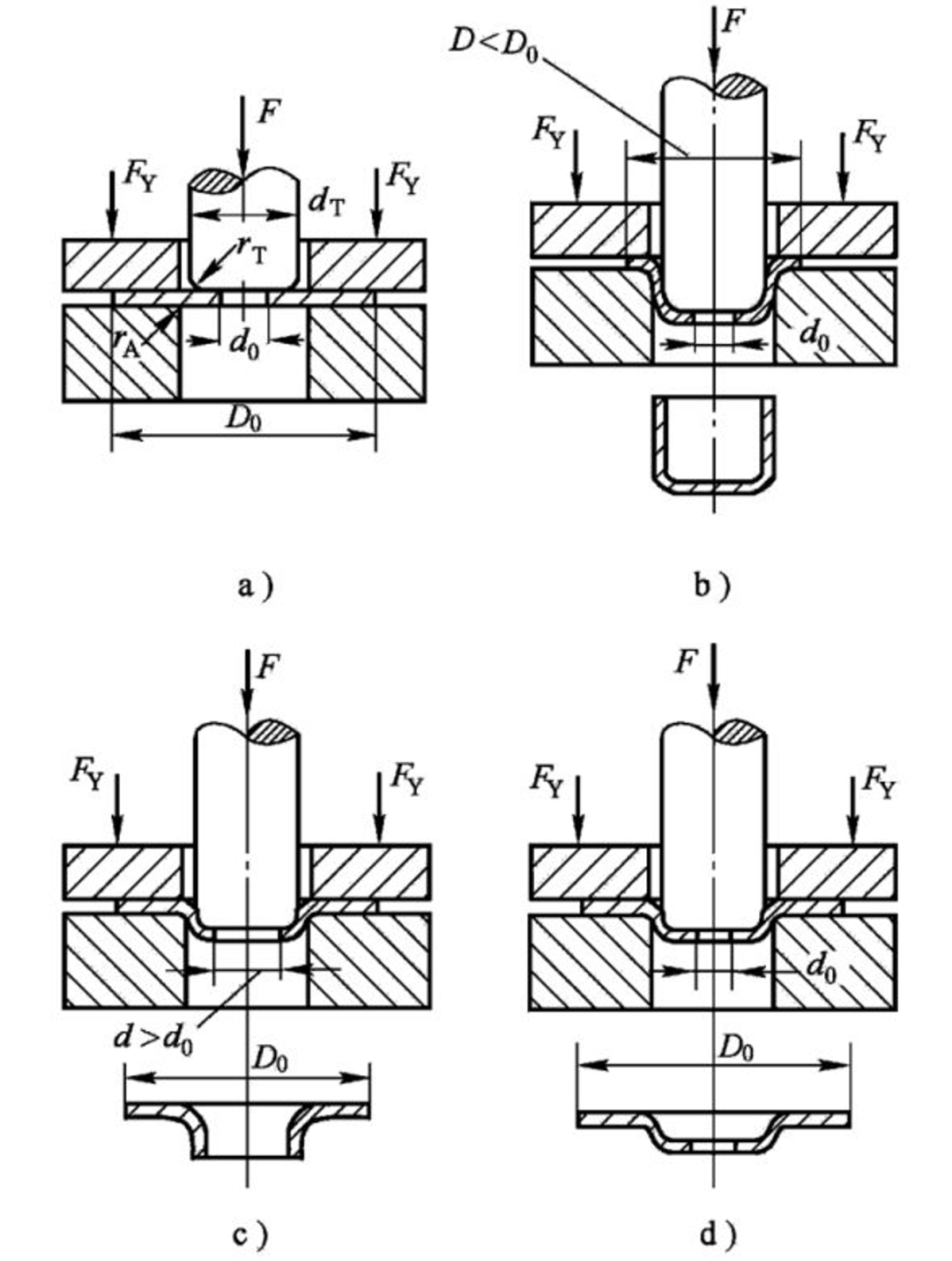
��)����ģ ��)����ģ ��)��߅ģ ��)Û��ģ
�_�����a(ch��n)����Ҫ�أ������ě_����ˇ�����M(j��n)��ģ��,����Ч�ě_���O(sh��)��,��
9 I; _+ x' P0 X# `* c
! K$ G4 O# v/ u/ d
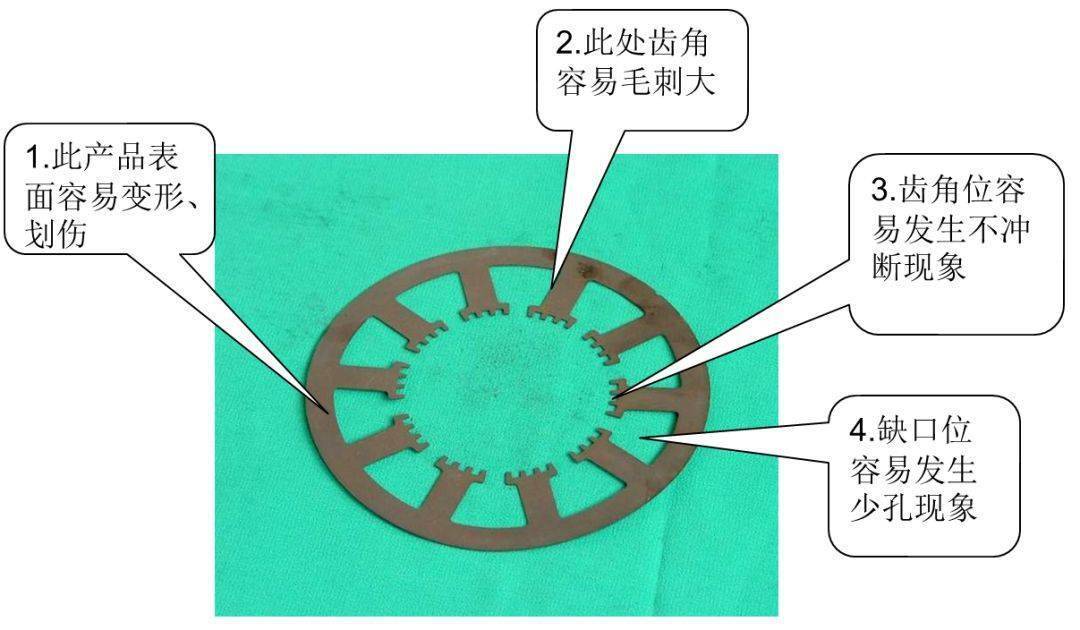
1. ���ϡ��_��,����߅
ȱ�ݣ�ë���^��,��׃�Ρ����愝��,���ߴ粻��,���ٿ�
1��ë���^����ģ�g϶�^����^С,���п�ĥ�p,����(d��o)�Ȳ��ģλ�ò�ͬ�ĵ�,��
2��׃�Σ���̫�,������ϰ��c��ģ������ϲ���,���g϶�^���,��
3�����愝���������r���ϡ����ȬF(xi��n)��,�������ڼ����^���Є�����,��
4���ߴ粻�������ϲ���λ����λ�b�Óp�Ļ��Ʉ�,��λ�øZ�ӵ�,��
5���ٿף��_�^�۔ࣻ�_�^�L�Ȳ����,��
# v! Z; U+ S3 q2 J4 T4 R
9 ~) | ~( p U
����,���_�ס���߅�a(ch��n)Ʒ���a(ch��n)��ȱ��λ��
2. ����
���Ӯa(ch��n)Ʒ���a(ch��n)��ȱ��λ��
- Q7 l/ [# V+ H$ B6 j) L2 }2 j9 }& e+ Q
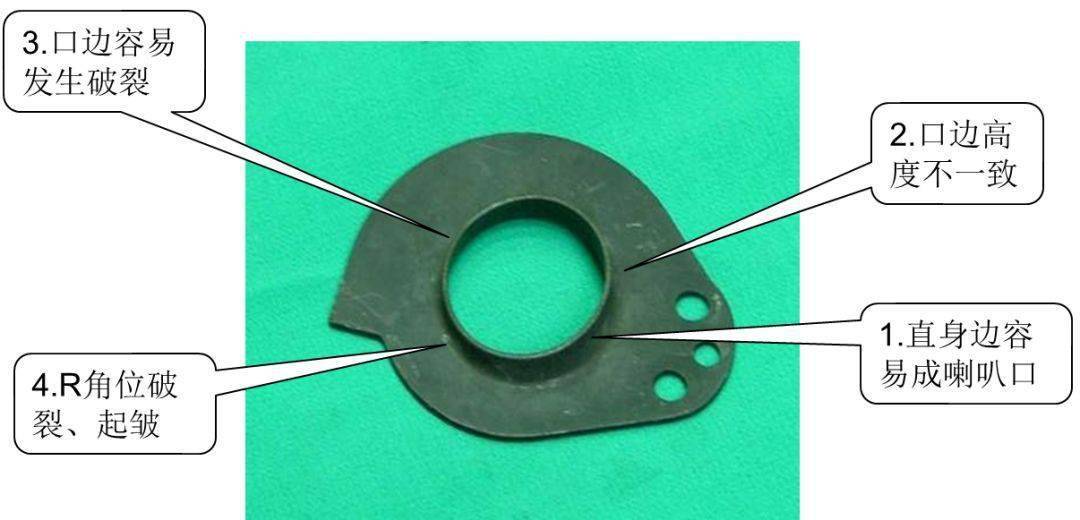
3. ��߅
ȱ�ݣ���߅����ֱ,����߅�߶Ȳ�һ��,����߅��ë����߅�ѵ�,��
1����߅����ֱ����ģ�g϶�^��,��
2����߅�߶Ȳ�һ�£���ģ�g϶������λ����(zh��n),�����ϼ��ߴ粻��(zh��n),��
3����߅��ë���п��Ђ��ۣ�����������s�|(zh��),���п�Ӳ��̫��,��
4����߅�ѣ���߅�rë�̴�,����ģ�g϶̫С,����߅̎�Π���ͻ׃,��
! r% J/ O7 e7 v9 ?
��߅�a(ch��n)Ʒ���a(ch��n)��ȱ��λ��
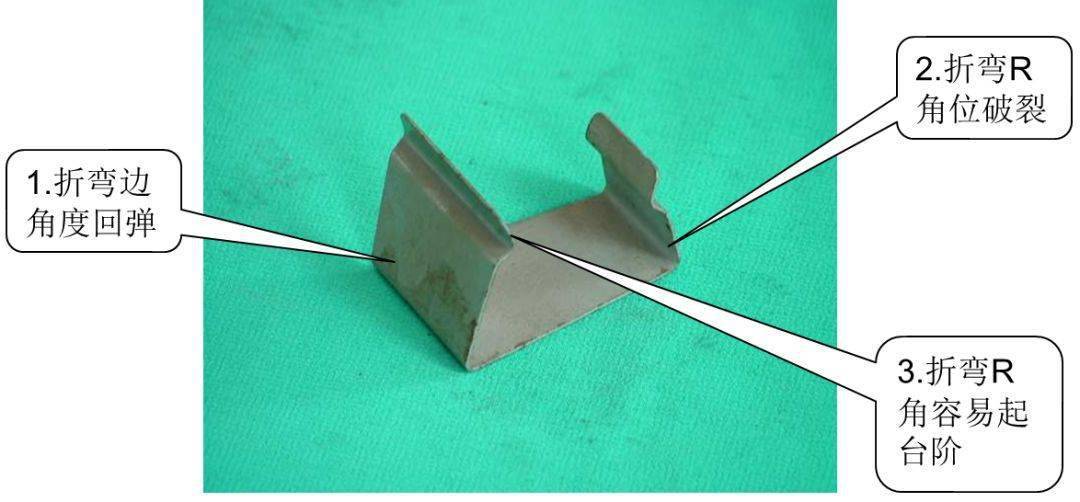
4. �ۏ�
ȱ�ݣ��ۏ��ǶȲ��ϸ��ۏ�߅����,���ۏ�R��̎���_�A��,��
1���ۏ��ǶȲ��ϸ���ģ�g϶�^����ģ��ϽǶȲ�ƥ�����Ϻ�һ,��
2���ۏ�߅���ѣ���ģ�g϶�^�,����ۏ��Ƕ��^�,�,���_�����^���ٶ��^�죻�����ƫӲ,��
3���ۏ�R�����_�A����ģ�ۏ����^��,����R���^���ۏ����^С,��
5 K$ z5 ~/ S( i( \* U0 |4 i/ f1 Z
�ۏ��a(ch��n)Ʒ���a(ch��n)��ȱ��λ��
* z9 W0 F/ w3 i7 B$ i; ]
5. �U����Ѩ
1���_�^�L�Ȳ���,�����_�^�п����밼ģһ���Ϻ��1mm���Q�_�^��
2����ģ�g϶�^��,�������Ӝp���g϶���������C(j��)�pС�g϶,��
3���_�^��ģ��δȥ�ţ����_�^��ģ����ȥ����ȥ��,��
2 {% b c5 O* k
6. �U�϶�Ѩ
1�����Ͽ�С�����Ͽ�ƫλ�Ӵ����Ͽ�,��ʹ����형���
2�����Ͽ��е���,���Ӵ����Ͽ�ȥ������,��
3������δ���F��,�������F�Ȼ���U(ku��)��לpСֱ��λ�L��,��
4������ֱ��λ�^�L�������@��,��ʹ����ֱ��λ�s��,��
5���пڱ���������h��,������������ĥ�п�,��
& J# X$ l/ g; q5 `. c' F
7. ���h����
1���пڱ���������h�^��������ĥ�п�,��
2���_�^�c��ģ�g϶�^��,��������K���������g϶��
3����ģ���ڹ❍�Ȳ�,�������ֱ��λ,��
4���_�^�c��ģ�g϶�^С������ʡģ,�����g϶,��
5��������^�����������h�Q����,���p�����,��
) @3 O# h% \" @$ O
8. ��߅���R
1����λƫ���{(di��o)����λ��
2���І�߅����,�����ϼӴ�����,���{(di��o)����λ��
3���O(sh��)Ӌ(j��)�e�`,����ɽӵ���ƽ���¾�����߅����肉K,��
4�����ϲ���(zh��n)�{(di��o)����������
5�����ϲ���Ӌ(j��)�����`����Ӌ(j��)�㲽��,���ض��ӵ�λ,��
1 u* ^. f* G% Z( R6 P) g
9. �_�^�ה�
1���]�ϸ߶��^�ͣ��_�^���뵶�ڲ�λ�^�L�{(di��o)���]�ϸ߶�,��
2�����϶�λ����(d��ng),����ɛ_�כ_�^�І�߅���{(di��o)����λ�������b����������������,��
3����ģ�U�϶�������,����ɛ_�^�������@�����Ͽף�ʹ����형�,��
4���_�^�Ĺ̶���λ���A�壩�c��(d��o)��λ��������¾�����Kʹ�_�^����형�����壩ƫ��,��
5����匧(d��o)��������ɛ_�^��߅���������������g϶,��
6���_�^����̫��,���c��������?f��)Q�_�^�����L���ڲ����L��,��
7���_�^�̶�����,�����¸Z�����¹̶��_�^ʹ֮�������¸Z�ӣ�
8���_�^�пڲ��h��������ĥ�п�,��
9���_�^��������,��Ó�ϕr������������?li��n)Q�_�^��
10���_�^�^��(x��),���^�L,����(qi��ng)�Ȳ�������?li��n)Q�_�^���,��
11���_�^Ӳ���^�ߣ��_�^���|(zh��)�������Q�_�^���|(zh��),���{(di��o)����̎��Ӳ��,��
6 c* M7 h. S' K7 s( r
10. �Fм
1�������eλ����Ӌ(j��)�㉺��λ�û��ۏ�λ�ã�
2���ۏ��g϶�^С,���D���Fм�����{(di��o)���g϶,������ĥ���͉K������ĥ���͛_�^,��
3���ۏ�ģ̫�h����R��,��
4���ӵ��ڲ���̫�����½ӵ��ڣ�
5������̫խ������ĥ����,��
' h0 t: P6 p' m" T1 n4 C+ c
11. ��ѿ����
1����ѿ�������c��ѿ�_�����IJ��غ���_�����_����λ��,�����Ƅӳ�ѿ�_��λ�ã����Ƴɳ�ѿ��߅�ߣ�߅���������ф��A(y��)�_��λ��,�����{(di��o)����λ,��
2����ģ�g϶��������ɳ�ѿ��߅�ߣ�߅�����ѿ�g϶����������,��
3����ѿ�ײ�����Ҫ��,����ɳ�ѿ�߶ȼ�����Ӌ(j��)������A(y��)�_�������p��ֱ��ƫ��,����������,��
' \8 s* e1 i+ k# {4 [
12. ���Ͳ���
1������ģģ̫�h������ɲ������ѳ���ģ��R��,������̎�m��(d��ng)��R��,��
2�����͛_�^�L�Ȳ������δ�ܳ���Ӌ(j��)��_�^���_�L���{(di��o)���_�^��(sh��)�H�L�����_(d��)����Ҫ��,��
3�����͛_�^�^�L,������̎���ω�׃�Σ����_���_�^���_�L��,���{(di��o)���_�^��(sh��)�H�L�����_(d��)��Ҫ�����_�^����,��
4������̎���ϲ����������Ӌ(j��)��չ�_���ϣ�����R��,���ͳ��߶�,��
5����λ��������ɳ��Ͳ����{(di��o)����λ�������b��,��
6�������g϶̫С������ѻ�׃���{(di��o)���g϶��
. [4 X2 g& t6 l( Q7 o3 U# Z; z
13. �ۏ��ߴ�
1��ģ�ߛ]�{(di��o)��λ��ɽǶ��`�(d��o)�³ߴ�ƫ�{(di��o)���]�ϸ߶Ȳ�����ǶȲ��,��
2������������ɽǶȲ�����(d��o)�³ߴ�ƫ��Q����,��
3�����|(zh��)������Ҫ����ɽǶȲ�����(d��o)�³ߴ�Q���ϻ������{(di��o)���g϶ƫ��,��
4�����Ϻ��ƫ������ǶȲ�����(d��o)�³ߴ�ƫ�_���ϺQ���ϻ������{(di��o)���g϶��,��
5����λ����(d��ng)��(d��o)�³ߴ�ƫ���{(di��o)����λʹ�ߴ�OK,��
6���O(sh��)Ӌ(j��)��ӹ��e�`����ۏ���ƴ�K�g���g�a(b��)����ĥ������ƴ�K�g���g϶,����(d��o)���ۏ��ߴ��,���
7�������oR��,���ڽǶȼ�����������r������R�����ۏ��߶�ƫ�,���
8����߅�ۏ��ߴ�ƫ��Ӊ���,��
9����߅�ۏ�������ɳߴ粻��(w��n)���Ӵ���,���{(di��o)����λ��
10���g϶������,������ǶȲ����ͳߴ�ƫ�������g϶,��
11���۵��߶Ȳ����ۏ��_�^�����۵�̫�������۵��߶�,��ʹ�ۏ��_�^�M���ܺ����۵����(du��)λ��ɽǶȲ�����һЩ,��
12���ۏ��r�ٶ�̫�죬����ۏ�����׃���{(di��o)���ٱȿ�,���x������D(zhu��n)��,��
13���Y(ji��)��(g��u)���������۵�δ�?c��)�̶�ģ��,������㊲�,�����۵���(c��)�ģ��_���r������g϶׃��,��
14��������̎��Ӳ�Ȳ���,����ɉ����������Ƴ���������ƽ��
' T! g+ e9 m( H2 F. O
14. ���
1����λ����(d��ng)�����ϲ���(d��ng)�{(di��o)����λ�������b��,��
2����λ������ĥ��λ,��
3����(n��i)��(d��o)����������ɴ���Ӳ������Q��(n��i)��(d��o)��,��
4���_�^��������治�⻬���Q�_�^,��
5������N�[�����������[������Nλ�ã�
6�����������,����Ó����������Q��Ϗ��ɻ�Ó�Ϗ���,��
7���_�^�c�A������ϲ�형�������͊A��ʹ�_�^���형���
8�����ͻ��K��ϲ����������K�c��(d��o)���ʹ֮���형�,��
9������̎�����m,���_��һ�Εr�g��׃��������ĥ���,���C��׃�Σ�
10���_�^�^�L������N�L�Ȳ�����������N�L�Ȼ�Q���L�Ⱥ��m֮�_�^,��
11���_�^����Q�_�^,��
12��ģ��δ�ƴţ��������ώ��oģ��ȥ��,��
- s2 [" }# j- U f, C
15. ���ϲ��
1��ģ�ߛ]����,����(d��o)���ώ��c��������ģ���ؼ�ģ���{(di��o)������������ͬһ�lֱ���ϣ�
2���ώ���ƽ�{(di��o)��Уƽ�C(j��)����Q����,��
3����ж��������ϲ�혅��ղ�ж�Ͻ�Q����,��
4����λ̫�o�{(di��o)����λ��
5����(d��o)���N̫�o��ֱ��λ̫�L�{(di��o)����(d��o)���N,��
6���_�^�̶����û�̫�L�c�ώ�����Q�L�Ⱥ��m֮�_�^���¹̶�,��
7������N̫�̣��ώ��c������K������{(di��o)������N�L��,���������,��
8�������Kλ�����䲻��(d��ng)�{(di��o)�������Kλ�á�
+ a; i% @" M2 e: A+ u6 Z
16. �T�ϲ���
1��ģ���]�ϸ߶Ȳ���(d��ng)�T�ϲ���λ�{(di��o)���]�ϸ߶�,��
2������δ�ŵ�λ,����λƫ���{(di��o)����λ��
3���T��ǰ���������_�J(r��n)��ѿ��,��������ѿ�ײ�����Q����̎���_�J(r��n)�T�Ͽ��Ƿ�,����o���DŽt���ӵ��ǣ�
4���T�ϛ_�^�L�Ȳ���Q���L�Ⱥ��m֮�_�^,��
5���T�ϛ_�^������Ҫ��_�J(r��n)���÷���Ҫ��֮�T�ϛ_�^,��
+ V C7 k8 a# z4 @: ?1 Z! n" e4 h
17. ©�b���b
1����С�ĽM���r��(x��)���e�_�ӣ�
2���_�ӟo�����(bi��o)ӛ�з����Եě_������ӛ̖,��
1 [0 u% G) }0 R. w5 @) Y _# s
18. �b�e�ݽz
1����֪��ģ��ĺ���˽�ģ��ĺ��̫�L��̫��,��
2������(x��)�ģ���(j��ng)�(y��n)�����x���m��(d��ng)?sh��)��ݽz,��
3 k& s2 z t3 u9 \" c
19. ���bģ��
1���Nᔿכ]�в��Ƀ��N��,���Nᔲ��Ƀ�����ģ�r��(y��ng)�Ȳ�λ�N�r���דp���bģ�r,����(y��ng)�����ݽz��(d��o)��,�����λ�Nᔿף�
2���b��ģ�߳��������Nᔕr��Ҫ�����Nᔿ�,��
! n. g- r1 p) ~( @% ^/ L
20. ��λ�N
1���ױ���ë,������ʹ̫�o�Mģ�r����(x��)�ęz���Nᔿ��Ƿ���ë����t��(y��ng)�������N�������q��,��
2���N��ƫλ������]���ӿ��Ӷ�λ�N�ӿ�,��
: e$ q4 `/ g% i2 f7 W* n
21. ����̫�L
1���]��ע�⏗�ɿ�������Ï��ɿ����,����Ï��ɵĉ��s��,�������x��o��������
2������(x��)��,����(j��ng)�(y��n)������m��������c(di��n),��
����: kxh �r�g: 2023-2-4 07:37
�ղ��ȣ��Ԃ䲻�r֮��
����: 17516768450 �r�g: 2023-2-4 16:59
�܌�(sh��)��,���ղ�
����: 328Feng_328 �r�g: 2024-4-9 15:58
mask!
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |