|
| |
|
|
| <sup id="wu6i0"></sup> | �C�^(q��)
��(bi��o)�}: �˴���ٲ��ϳ��ι�ˇ,���㶼֪��� [��ӡ���]
����: һ����ǰ �r�g: 2023-2-4 09:47
��(bi��o)�}: �˴���ٲ��ϳ��ι�ˇ���㶼֪���
���ٲ��ϳ��η���������O(sh��)Ӌ����Ҫ��(n��i)�ݣ�Ҳ�������߂��O���P(gu��n)�ĵĆ��},������͎���ҁ��������ٳ��ι�ˇ�İ˴�ˇ���T�졢���Գ��Ρ��C�ӹ�,������,����ĩұ�𡢽���ע�����,�����ٰ�̑B(t��i)����,��3D��ӡ��
01
�T��
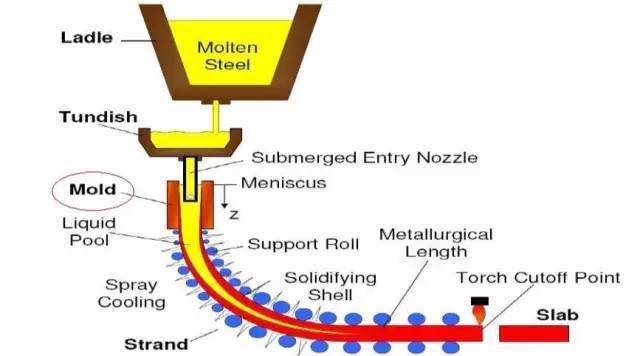
Һ�B(t��i)���ٝ�ע���c����Π�,���ߴ����m��(y��ng)���T����ǻ��,��������s���̣��ԫ@��ë������������a(ch��n)����,��ͨ���Q�����Һ�B(t��i)���λ��T��,��
��ˇ���̣�Һ�w���١����͡������տs���T��
��ˇ���c��
1�������a(ch��n)�Π������(f��)�s���Ƽ����e�ǃ�(n��i)ǻ�Π��(f��)�s���Ƽ�,��
2���m��(y��ng)�ԏ�,���Ͻ�N������ƣ��T����С����������,��
3�����ρ�Դ�V,���UƷ�����ۣ��O(sh��)��Ͷ�Y��,��
4���UƷ�ʸ�,�������|(zh��)���^�͡��ڄӗl����,��
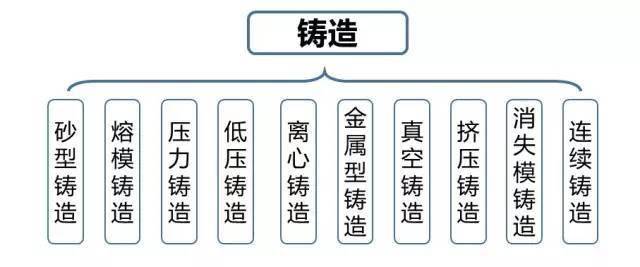
�T���� ��
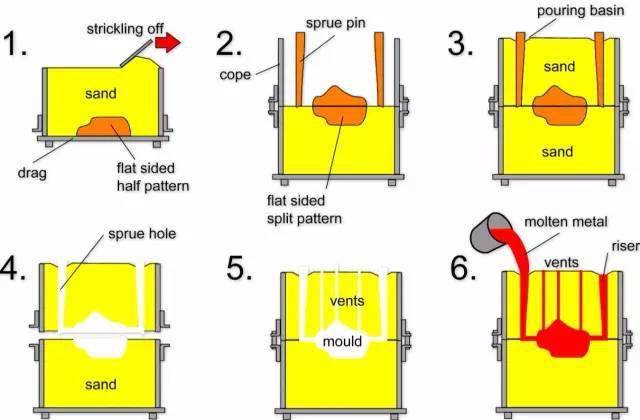
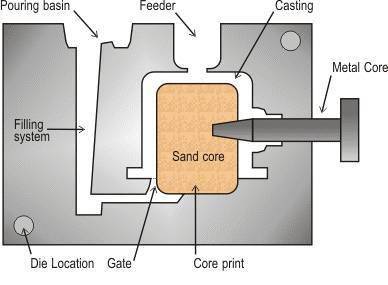
��1��ɰ���T�죨sand casting��
ɰ���T�죺��ɰ�������a(ch��n)�T�����T�췽��,��䓡��F�ʹ����(sh��)��ɫ�Ͻ��T��������ɰ���T�췽���@��,��
��ˇ���̣�
���g(sh��)���c��
1���m�����Ƴ��Π��(f��)�s,���e�Ǿ��Џ�(f��)�s��(n��i)ǻ��ë����
2���m��(y��ng)�ԏV,���ɱ���,��
3������ijЩ���Ժܲ�IJ��ϣ����T�F��,��ɰ���T���������������,��ë����Ψһ�ij��ι�ˇ��
��(y��ng)�ã���܇�İl(f��)�әC����w,������w,�����S���T��
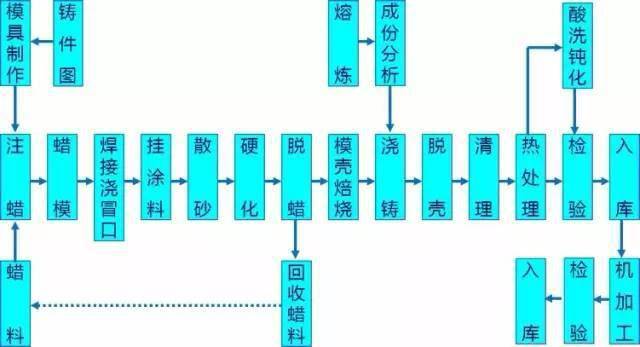
��2����ģ�T��(investmentcasting)
��ģ�T�죺ͨ����ָ�����۲����Ƴ�ģ�ӣ���ģ�ӱ���������Ɍ��ͻ�����Ƴ��͚�,���ٌ�ģ���ۻ��ų��͚�,���Ķ��@�ßo��������T�ͣ���(j��ng)�ߜر�������ɰ��ע���T�췽��,�����Q�顰ʧϞ�T�족,��
��ˇ���̣�
��(y��u)�c��
1���ߴ羫�Ⱥ͎ξ��ȸ�,��
2������ֲڶȸߣ�
3���܉��T�����͏�(f��)�s���T��,�����T��ĺϽ�������,��
ȱ�c�������s���M���^��
��(y��ng)�ã��m�������a(ch��n)�Π��(f��)�s,������Ҫ���,������y�M�������ӹ���С���������u݆�l(f��)�әC���~Ƭ��,��
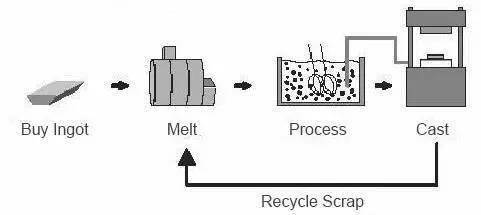
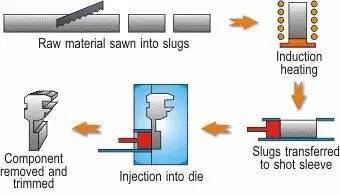
��3�������T��(die casting)
���T�������ø߉�������Һ���ى���һ���ܽ���ģ����ǻ��(n��i),������Һ�ډ�����������s���̶��γ��T����
��ˇ���̣�
��(y��u)�c��
1�����T�r����Һ�w���܉�����,�����ٿ�
2���a(ch��n)Ʒ�|(zh��)����,���ߴ緀(w��n)�������Q�Ժ�,��
3�����a(ch��n)Ч�ʸ�,�����Tģʹ�ôΔ�(sh��)�ࣻ
4���m�ϴ����������a(ch��n),����(j��ng)��Ч���,��
ȱ�c��
1���T�����a(ch��n)����С�Ě�Ϳs�ɡ�
2�����T�����Ե�,�������ڛ_���d�ɼ������ӵ���r�¹���,��
3�������c�Ͻ����T�r���T�͉�����,��Ӱ푉��T���a(ch��n)�ĔU��,��
��(y��ng)�ã����T�����ȑ�(y��ng)������܇���I(y��)�̓x�����I(y��)������U�����ИI(y��),�����r(n��ng)�I(y��)�Cе,���C�����I(y��),����ӹ��I(y��),���������I(y��)��Ӌ��C,���t(y��)����е,��犱��������C���������ȶ����ИI(y��),��
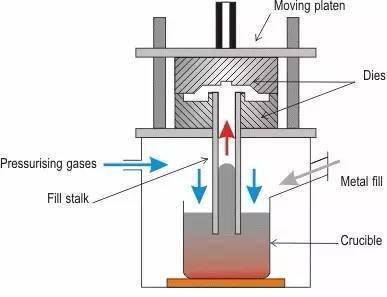
��4���͉��T��(low pressure casting)
�͉��T�죺��ָʹҺ�w�������^�͉���(0.02��0.06MPa)�����³����T��,�����ډ����½Y(ji��)�����γ��T���ķ���.��
��ˇ���̣�
���g(sh��)���c��
1����ע�r�ĉ������ٶȿ����{(di��o)��(ji��),���ʿ��m���ڸ��N��ͬ�T�ͣ��������,��ɰ�͵ȣ�,���T����N�Ͻ��N��С���T����
2�����õ�עʽ����,������Һ����ƽ��(w��n),���o�w�R�F(xi��n)�ɱ��������w�����ͱں���о�ě_ˢ,��������T���ĺϸ���,��
3���T���ډ����½Y(ji��)�����T���M������,��݆������,������❍�����W(xu��)�����^��,�����ڴڼ����T���Ȟ�����,��
4��ʡȥ�a�sð�ڣ�������������ߵ�90��98%,��
5���ڄӏ��ȵ�,���ڄӗl���ã��O(sh��)�了��,�����F(xi��n)�Cе�����Ԅӻ�,��
��(y��ng)�ã��Ԃ��y(t��ng)�a(ch��n)Ʒ����������^��݆ݞ,����ܵȣ�,��
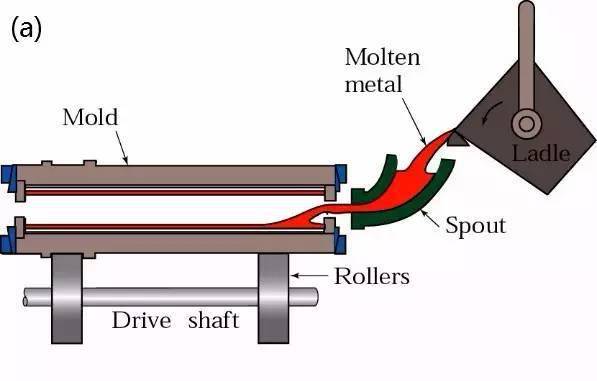
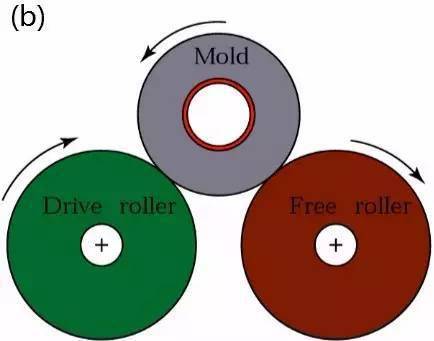
��5���x���T��(centrifugal casting)
�x���T�죺�nj�����Һ�������D(zhu��n)���T���У����x��������������T�Ͷ����̳��ε�һ�N�T�췽��,��
��ˇ���̣�
��(y��u)�c��
1���������ڝ�עϵ�y(t��ng)��ð��ϵ�y(t��ng)�Ľ�������,����߹�ˇ��Ʒ�ʣ�
2�����a(ch��n)�п��T���r�ɲ�����о,���������a(ch��n)�L�����T���r�ɴ���ȵظ��ƽ��ٳ�������,��
3���T�����ܶȸߣ����,���A����ȱ����,�����W(xu��)���ܸߣ�
4����������Ͳ,�����(f��)�Ͻ����T��,��
ȱ�c��
1���������a(ch��n)�����T���r��һ���ľ����ԣ�
2���T����(n��i)��ֱ�����ʴ_,����(n��i)�ױ�����^�ֲ�,���|(zh��)���^��ӹ�������,��
3���T���a(ch��n)������ƫ��,��
��(y��ng)�ã�
�x���T�������������a(ch��n)�T��,������(n��i)����ұ�𡢵Vɽ,����ͨ,���Ź��Cе������,������,����܇���ИI(y��)�о������x���T�칤ˇ�������a(ch��n)�,���F�����F̼�Ͻ��T��,�����������x���T�F�ܡ���(n��i)ȼ�C�����S���T�������a(ch��n)����ձ�,��
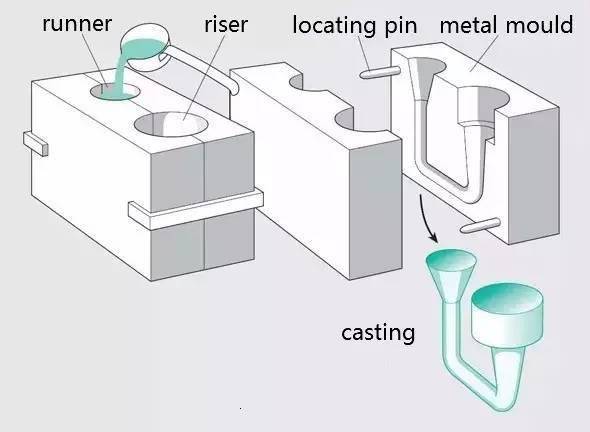
��6���������T��(gravity die casting)
�������T�죺ָҺ�B(t��i)���������������³�������T�Ͳ���������s���̶��@���T����һ�N���ͷ���,��
��ˇ���̣�
��(y��u)�c:
1�������͵ğጧ(d��o)�ʺ͟���������s�ٶȿ�,���T���M������,�����W(xu��)���ܱ�ɰ���T����15%���ҡ�
2���ܫ@���^�߳ߴ羫�Ⱥ��^�ͱ���ֲڶ�ֵ���T��,�������|(zh��)����(w��n)���Ժ�,��
3�����úͺ�����ɰо�����ƭh(hu��n)��,���p�ٷۉm���к����w,�����̈́ڄӏ��ȡ�
ȱ�c��
1�������ͱ���o����,����횲���һ���Ĵ�ʩ��(d��o)����ǻ�еĿ՚��ɰо���a(ch��n)���Ě��w,��
2�������͟o���ԣ��T�����̕r���a(ch��n)���Ѽy,��
3�����������������^�L,���ɱ��^�ߡ����ֻ���ڴ����������a(ch��n)�r,�������@ʾ���õĽ�(j��ng)��Ч��,��
��(y��ng)�ã�
�������T����m���ڴ��������a(ch��n)�Π��(f��)�s���X�Ͻ��V�Ͻ�ȷ��F�Ͻ��T��,��Ҳ�m�������a(ch��n)��F���ٵ��T��,���T�V�ȡ�
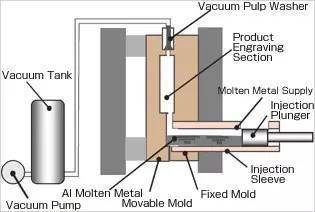
��7����Չ��T(vacuumdie casting)
����T�죺ͨ�^�ډ��T�^���г�����Tģ����ǻ��(n��i)�Ě��w���������@���p�ى��T����(n��i)�Ě���ܽ���w,���Ķ���߉��T�����W(xu��)���ܺͱ����|(zh��)�������M���T��ˇ��
��ˇ���̣�
��(y��u)�c��
1��������p�ى��T����(n��i)���Ě��,����߉��T���ęCе���ܺͱ����|(zh��)��,������僸�����;
2���p����ǻ�ķ�����,����ʹ���^�͵ıȉ����T�������^��ĺϽ��п�����С�C�����T�^����T��;
3�������˳���l��,���ɉ��T�^�����T��;
ȱ�c��
1��ģ���ܷ�Y(ji��)��(g��u)��(f��)�s,�����켰���b�^���y������ɱ��^��;
2����Չ��T������Ʋ���(d��ng),��Ч���Ͳ��Ǻ��@��,��
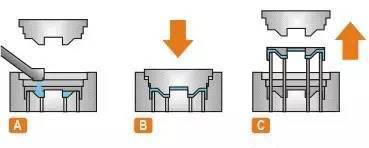
��8���D���T��(squeezing die casting)
�D���T�죺��ʹҺ�B(t��i)���̑B(t��i)�����ڸ߉������̡����ӳ���,��ֱ�ӫ@���Ƽ���ë���ķ���,��������Һ�B(t��i)���������ʸߡ��������|(zh��)����(w��n)���ȃ�(y��u)�c,����һ�N��(ji��)���͵�,�����Н��ڑ�(y��ng)��ǰ���Ľ��ٳ��μ��g(sh��)��
��ˇ���̣�
ֱ�ӔD���T�죺��Ϳ��,�����Ͻ�,����ģ���Ӊ�,������,��й������ģ,��ë��Óģ,����(f��)λ��
�g�ӔD���T�죺��Ϳ��,����ģ,���o�ϡ�����,���Ӊ�,��������й��,����ģ,��ë��Óģ����(f��)λ,��
���g(sh��)���c��
1����������(n��i)���Ě��,���s�Ϳs�ɵ�ȱ�ݣ�
2������ֲڶȵ�,���ߴ羫�ȸ�,��
3���ɷ�ֹ�T���Ѽy�Įa(ch��n)����
4�����ڌ��F(xi��n)�Cе�����Ԅӻ�,��
��(y��ng)�ã����������a(ch��n)���N��͵ĺϽ�,�����X�Ͻ��\�Ͻ�,���~�Ͻ�,����ī�T�F��
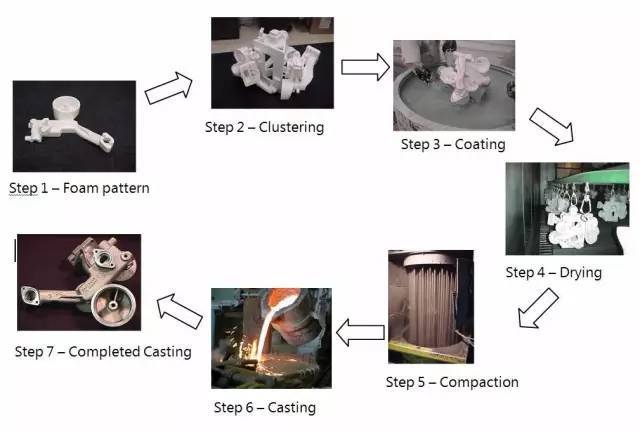
��9����ʧģ�T�죨Lost foam casting ��
��ʧģ�T�죨�ַQ�����T�죩���nj��c�T���ߴ��Π����Ƶ�ʯϞ����ĭģ��ճ�Y(ji��)�M�ϳ�ģ�ʹأ�ˢͿ�ͻ�Ϳ�ϲ���ɺ�,�����ڸ�ʯӢɰ���������,����ؓ����ע��ʹģ�͚⻯,��Һ�w����ռ��(j��)ģ��λ��,��������s���γ��T���������T�췽����
��ˇ���̣��A(y��)�l(f��)�ݡ��l(f��)�ݳ��͡���Ϳ�ϡ���ɡ����͡���ע����ɰ������
���g(sh��)���c��
1���T�����ȸ�,���oɰо,���p���˼ӹ��r�g��
2���o������,���O(sh��)Ӌ�`��,�����ɶȸߣ�
3���坍���a(ch��n),���o��Ⱦ,��
4������Ͷ�Y�����a(ch��n)�ɱ���
��(y��ng)�ã�
�m�ϳɮa(ch��n)�Y(ji��)��(g��u)��(f��)�s�ĸ��N��С�^�����T��,���Ͻ�N���,�����a(ch��n)�������ޡ�����T�F�l(f��)�әC���w,�����i䓏��ܵ�,��
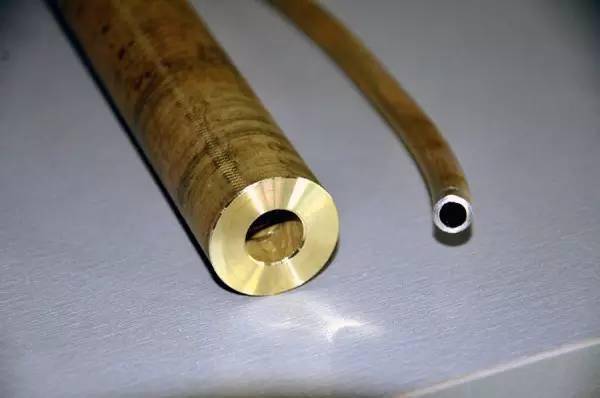
��10���B�m(x��)�T�죨continual casting��
�B�m(x��)�T�죺��һ�N���M���T�췽������ԭ���nj����ڵĽ���,����������һ�N�����Y(ji��)�����������������,�����̣��Y(ji��)�����˵��T�����B�m(x��)����؏ĽY(ji��)��������һ������,�����ɫ@�������L���ض����L�ȵ��T��,��
��ˇ���̣�
���g(sh��)���c��
1�����ڽ��ٱ�Ѹ����s���Y(ji��)������,���M������,���Cе�����^�ã�
2����(ji��)�s����,������յ���,��
3�������˹���,��������ͼ�������������p�p�˄ڄӏ���,���������a(ch��n)��eҲ���p��,��
4���B�m(x��)�T�����a(ch��n)���ڌ��F(xi��n)�Cе�����Ԅӻ�,��������a(ch��n)Ч��,��
��(y��ng)�ã�
���B�m(x��)�T�취���ԝ�ע䓡��F,���~�Ͻ�,���X�Ͻ��V�Ͻ�Ȕ����Π׃���L�T��,�����T�V,������������,�����ӵ�,��
02
���Գ���
���Գ��Σ��������ò��ϵ����ԣ��ڹ���ģ�ߵ������������ӹ��Ƽ�����������o�����Ĺ�ˇ����,�����ķN��кܶ�,����Ҫ������졢܈��,���D��,�����Ρ��_����,��
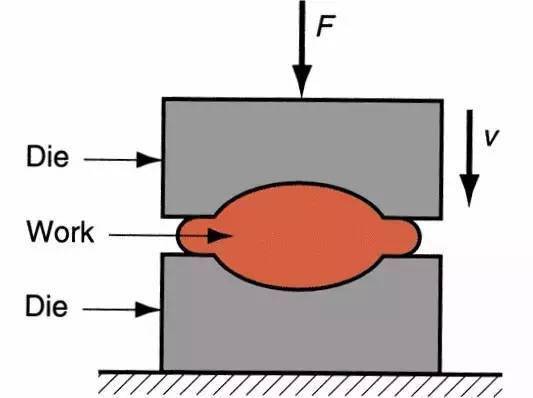
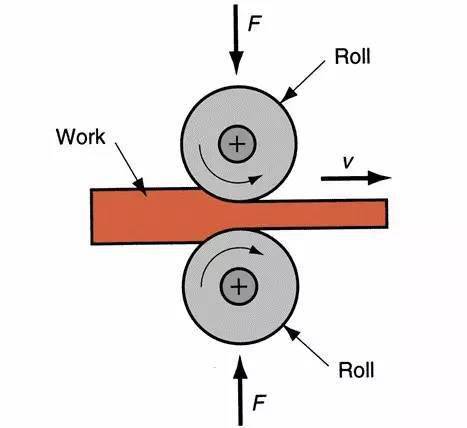
��1�����
��죺��һ�N����呉��Cе����������ʩ�Ӊ���,��ʹ��a(ch��n)������׃���ԫ@�þ���һ���Cе���ܡ�һ���Π�ͳߴ�呼��ļӹ�����,��
����(j��)���ΙC��,�����ɷ֞�����呡�ģ�,����h(hu��n),��������졣
������죺һ�������N呻���ˮ���C��,�����ú��εĹ��ߌ������V���߉K���N������Ҫ�Π�ͳߴ�ļӹ�����,��
ģ呣�����ģ��N���ߟ�ģ呉����C������ģ�߁����εġ�
��h(hu��n)��ָͨ�^�����O(sh��)����h(hu��n)�C���a(ch��n)��ֱͬ���ĭh(hu��n)�����,��Ҳ�Á����a(ch��n)��܇݆ݞ,����܇܇݆��݆�������
�طN��죺����݁�,��Ш�M܈,���������,��Һ�B(t��i)ģ呵���췽ʽ���@Щ��ʽ�����^�m�������a(ch��n)ijЩ�����Π�����,��
��ˇ���̣�����ӟ��݁呂�����ģ味��Ρ���߅���_�ס��C�������g�z��呼���̎�����������C�����z��
���g(sh��)���c��
1��呼��|(zh��)�����T�����ܳ��ܴ�ě_��������,�����ԡ��g�Ժ�������������W(xu��)����Ҳ�����T����������܈����,��
2����(ji��)�sԭ����,��߀�ܿs�̼ӹ����r��
3�����a(ch��n)Ч�ʸ���,��
4����������m���چμ�С�������a(ch��n),���`���Ա��^��
��(y��ng)�ã�
����܈䓙C��܈݁,�������X݆,����݆�l(f��)늙C�M���D(zhu��n)�ӡ��~݆,���o�h(hu��n),�����ˮ���C�������������C܇�S,����܇�������C�����S,���B�U�ȡ�
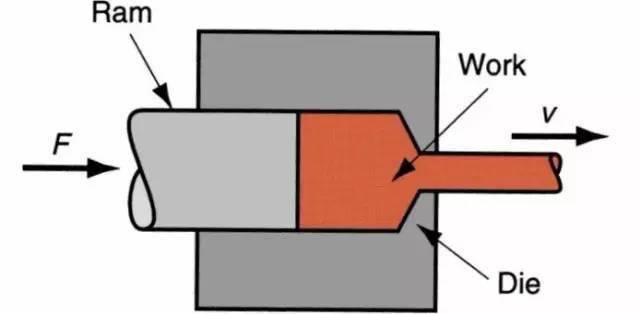
��2��܈��
܈�ƣ�����������ͨ�^һ�����D(zhu��n)܈݁���g϶�����N�Π,������܈݁�ĉ��s����܈��ʹ���Ͻ���pС,���L�����ӵĉ����ӹ�������
܈�Ʒ��
��܈���\�ӷ��У��v܈,���M܈,��б܈��
�v܈:���ǽ����ڃɂ����D(zhu��n)�����෴��܈֮݁�gͨ�^,���������g�a(ch��n)������׃�ε��^��,��
�M܈��܈��׃�κ��\�ӷ����c܈݁�S������һ�¡�
б܈��܈���������\��,��܈���c܈݁�S�����ؽ�,��
��(y��ng)�ã�
��Ҫ���ڽ��ٲ����Ͳģ���,���ܲĵ� ,��߀��һЩ�ǽ��ٲ��ϱ���������Ʒ��������Ʒ��
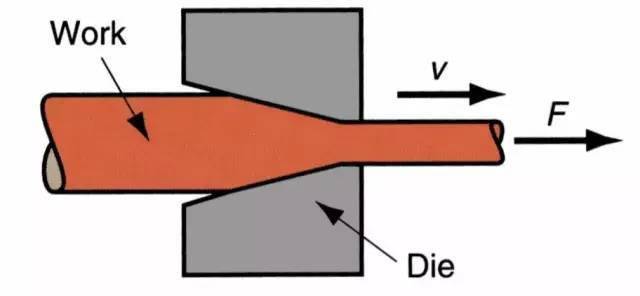
��3���D��
�D����������������(y��ng)��������,����ģ�ߵĿڻ�p϶�D��ʹ֮�M����e�pС�L������,���ɞ�������Ʒ�ļӹ������ДD�������ϵ��@�N�ӹ��ДD������,��
��ˇ���̣�
�D��ǰ�ʂ���T���ӟ���D��������Ť�QУֱ����У����ߣ���ȡ�әz����˹��rЧ�����b���
��(y��u)�c��
1�����a(ch��n)�����V,���a(ch��n)ƷҎ(gu��)��,��Ʒ�N�ࣻ
2�����a(ch��n)�`���Դ�,���m��С�������a(ch��n),��
3���a(ch��n)Ʒ�ߴ羫�ȸߣ������|(zh��)����,��
4���O(sh��)��Ͷ�Y��,���S����eС�����F(xi��n)�Ԅӻ����a(ch��n),��
ȱ�c��
1���ΏU�ϓpʧ��,��
2���������Ӳ�����,��
3���D���ٶȵ�,���o���r�g�L��
4�����ߓp�Ĵ�,���ɱ���,��
���a(ch��n)�m�÷�������Ҫ���������L�U�����,������,�����͔��������
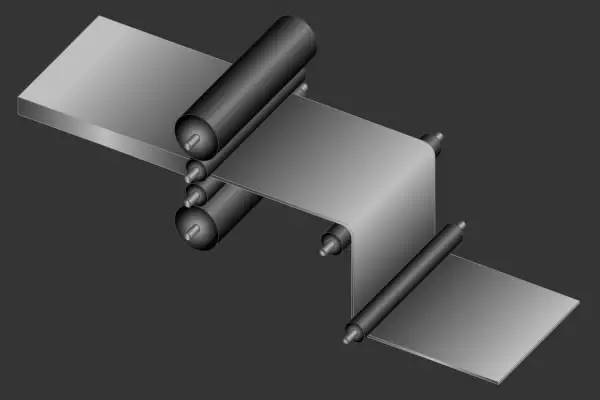
��4������
���Σ������������ڱ������ٵ�ǰ��,�����������Ϗ�С�����ϔ�����,������������ԫ@������(y��ng)���Π�ͳߴ����Ʒ��һ�N���Լӹ�����,��
��(y��u)�c��
1���ߴ羫�_,������❍��
2������,���O(sh��)�了��,��
3���B�m(x��)�������a(ch��n)����С���L��Ʒ��
ȱ�c��
1������׃�����c�ɴ��˻��g�Ŀ�׃��������,��
2���L��������,��
���a(ch��n)�m�÷����������ǽ��ٹܲġ�����,���Ͳļ����ĵ���Ҫ�ӹ�����,��
��5���_��
�_�����ǿ������C��ģ�ߌ���ġ�����,���ܲĺ��Ͳĵ�ʩ������,��ʹ֮�a(ch��n)������׃�λ���x���Ķ��@�������Π�ͳߴ�Ĺ������_�������ij��μӹ�����,��
���g(sh��)���c��
1���ɵõ��p��,���߄���֮��Ʒ,��
2�����a(ch��n)�����ã��m�ϴ������a(ch��n),���ɱ���,��
3���ɵõ�Ʒ�|(zh��)��һ����Ʒ��
4�����������ʸ�,�������Լ����������� ,��
�m�÷�����
ȫ�����䓲��У���60��70%�ǰ��,�����дֽ�(j��ng)�^�_���Ƴɳ�Ʒ,����܇��܇�����ױP,������,��ɢ����Ƭ��偠t������,�������Ě��w,��늙C��������Fо���Ƭ�ȶ��Ǜ_���ӹ���,���x���x��,���������������܇,���k���Cе,����������Ȯa(ch��n)Ʒ�У�Ҳ�д����_����,��
03
�C�ӹ�
�C�ӹ���������������a(ch��n)�^����,��ֱ���õ�����ë�����г�������ٌӺ�ȣ�ʹ֮���߈D��Ҫ��ijߴ羫��,���Π��λ�������,�������|(zh��)���ȼ��g(sh��)Ҫ��ļӹ��^�̡�
���ÙC�ӹ�������
04
����
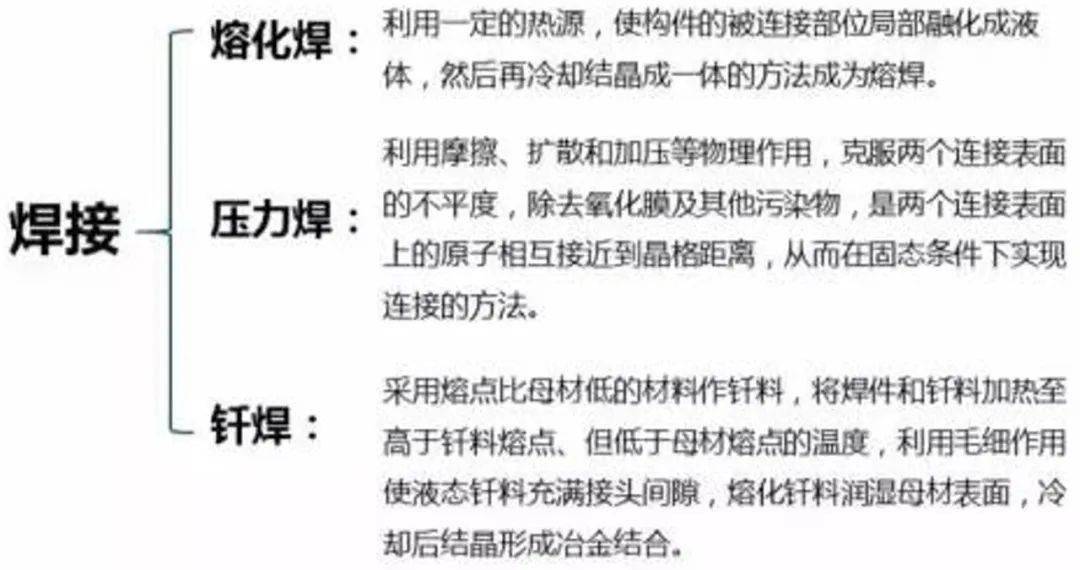
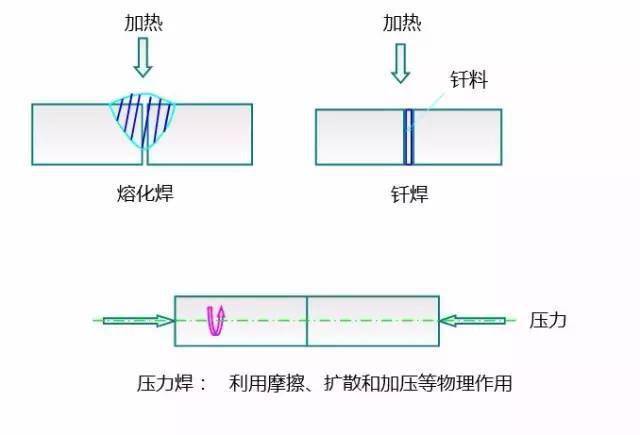
���ӣ�Ҳ�Q���۽�,�F����һ�N�Լӟ�,���ߜػ��߸߉��ķ�ʽ�ӺϽ��ٻ����������Բ��������ϵ����칤ˇ�����g(sh��),��
���ӷ��
05
��ĩұ��
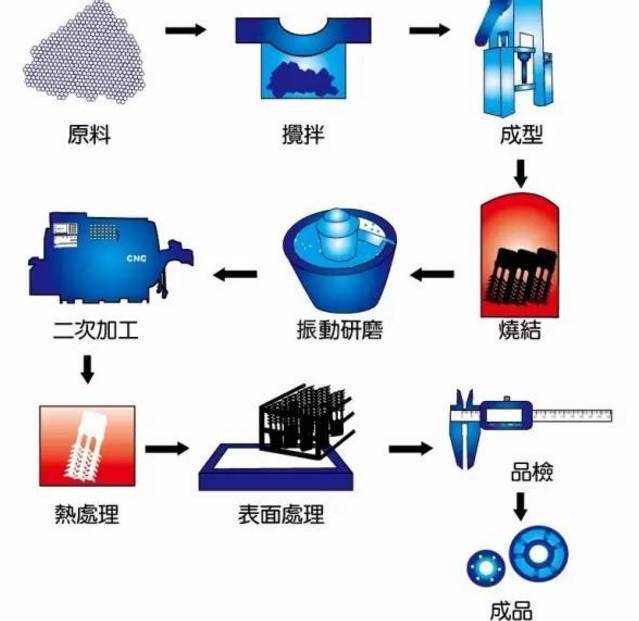
��ĩұ������ȡ���ٻ��ý��ٷ�ĩ������ٷ�ĩ�c�ǽ��ٷ�ĩ�Ļ�������ԭ�ϣ���(j��ng)�^���κ͟��Y(ji��),��������ٲ���,����(f��)�ϲ����Լ����N�����Ʒ�Ĺ�ˇ���g(sh��)��
��ˇ�������̣�
��(y��u)�c��
1���^�����(sh��)�y�۽��ټ��仯����,���ٺϽ�,����ײ���ֻ���÷�ĩұ�������졣
2����(ji��)�s����,�����ͮa(ch��n)Ʒ�ɱ�,��
3�������o�����κ���Ⱦ,���п�����ȡ���ȵIJ��ϡ�
4����ĩұ���ܱ��C���ϳɷ���ȵ����_�Ժ;�����,��
5����ĩұ���m�������a(ch��n)ͬһ�Π����(sh��)����Įa(ch��n)Ʒ,���ܴ�����a(ch��n)�ɱ���
ȱ�c��
1���ڛ]����������r��Ҫ���] ����Ĵ�С,��
2��ģ���M���������fҪ�߳��T��ģ��,��
���a(ch��n)�m�÷�����
��ĩұ���g(sh��)����ֱ���Ƴɶ�ס������ܻ�ȫ���ܲ��Ϻ���Ʒ,���纬���S��,���X݆��݆,����(d��o)�U,�����ߵȡ�
06
����ע�����
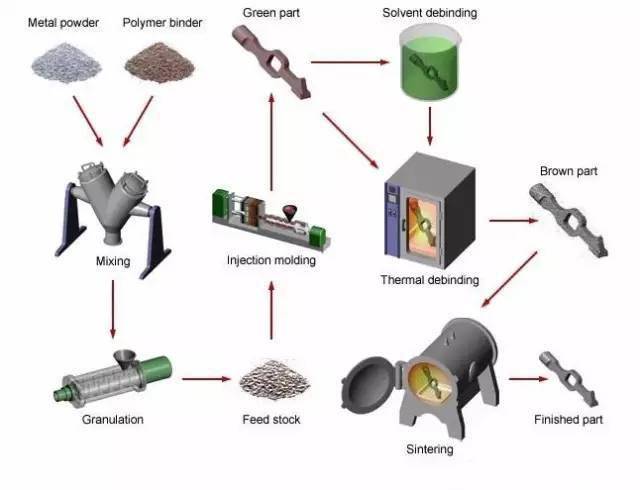
MIM (Metal injection Molding )���ǽ���ע����εĺ��Q,���nj����ٷ�ĩ�c��ճ�Y(ji��)�������ܻ����ע����ģ���еij��η���,�������Ȍ����x��ĩ�cճ�Y(ji��)���M�л�ϣ�Ȼ������M��������ע���������Ҫ���Π�,��
MIM��ˇ���̣�
MIM���̷֞��Ă����ؼӹ����E����ϡ�����,��Ó֬�͟��Y(ji��)���팍�F(xi��n)�㲿�������a(ch��n),��ᘌ��a(ch��n)Ʒ���ԛQ���Ƿ���Ҫ�M�б���̎����
���g(sh��)���c��
1��һ�γ���ؓ؟(z��)���,��
2���Ƽ������|(zh��)����,���UƷ�ʵ͡����a(ch��n)Ч�ʸ�,�����ڌ��F(xi��n)�Ԅӻ�,��
3����ģ�߲���Ҫ��͡�
���g(sh��)���ģ�
ճ�ӄ���MIM���g(sh��)�ĺ���ֻ�м���һ������ճ�ӄ�,����ĩ�ž����������������m��ע����ͺ;S�����K�Ļ����Π�,��
07
���ٰ�̑B(t��i)����
��̑B(t��i)���ͣ����÷�֦����̑B(t��i)���٣�Semi-SolidMetals�����QSSM�����е���׃�Ժ͔����ԁ������T�����|(zh��)��,��
��̑B(t��i)���Ϳɷ֞���׃���ͺ��|׃����,��
��1����׃���ͣ�Rheoforming��
��2���|׃���ͣ�Thixoforming��
���g(sh��)���c��
1���p��Һ�B(t��i)����ȱ�ݣ��@������|(zh��)���Ϳɿ���,��
2�����͜ضȱ�ȫҺ�B(t��i)���͜ضȵ�,�����p�ٌ�ģ�ߵğ�_����
3�������쳣Ҏ(gu��)Һ�B(t��i)���ͷ�������������ĺϽ�,��
��(y��ng)�ã�
Ŀǰ�ѳɹ���������,���D(zhu��n)��ϵ�y(t��ng)���,���u�ۡ��l(f��)�әC����,��݆ݞ,������ϵ�y(t��ng)�����ȼ��ϵ�y(t��ng)����Ϳ��{(di��o)���������Ⱥ���,������Լ����MƷ�ȷ���,��
08
3D��ӡ
3D��ӡ���ǿ��ٳ��ͼ��g(sh��)��һ�N,������һ�N�Ԕ�(sh��)��ģ���ļ�����A(ch��),���\�÷�ĩ����ٻ����ϵȿ�ճ�ϲ��ϣ�ͨ�^���Ӵ�ӡ�ķ�ʽ�혋(g��u)�����w�ļ��g(sh��),��
3D��ӡ���g(sh��)���^:
9 Y! A; T# ?1 P# F. \; W0 u
����: 702736 �r�g: 2023-2-4 10:29
��,���
����: lounee �r�g: 2023-2-4 11:12
���e��ǰ��W(xu��)Щ�W(xu��)��(x��)
����: �аְ� �r�g: 2023-2-4 15:09
�W(xu��)��(x��)�W(xu��)��(x��)
����: YIDA. �r�g: 2023-10-18 09:18
ٝ
����: īɽ���� �r�g: 2023-10-29 23:34
���҂��W(xu��)У�l(f��)�ĕ�ҪԔ��һ�c
����: YIDA. �r�g: 2023-10-30 10:07
ٝ
����: 331459561 �r�g: 2023-11-1 22:43
�W(xu��)��(x��)�W(xu��)��(x��)��
����: yharon �r�g: 2024-7-3 09:56
�W(xu��)��(x��)�W(xu��)��(x��)
| �gӭ���R �Cе��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |