<th id="yu5wx"></th>|
| <th id="yu5wx"></th>
|
| | |
|
|
|
|
|
|
| |
機械社區(qū)
標題: 花鍵角度的定位方案 [打印本頁]
作者: 一往冇前 時間: 2023-2-18 13:29
標題: 花鍵角度的定位方案
PART 01 車加工夾具方案具體工況:車加工所有紅色面,,不要求一次性加工完畢,。
4 C- B4 ~3 z8 [. S c
$ M0 }/ Q7 o8 f% g# P1 q
思維啟迪
A:用非標卡爪夾外圓就可以,。
* q5 y! m/ Z6 d r, _6 G6 C" w
B:脹心,。
1 _" O) l2 s7 d& x; v) u
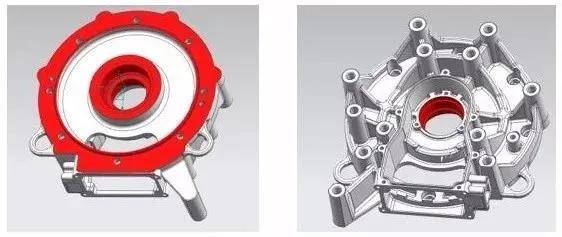
PART 02 花鍵角度的定位方案" T% N( v7 W9 N) N1 T, v' M; J
具體工況:做銷孔,,要和花鍵有個角度,,位置度要求0.1,,換成角度±0.29度�,,F(xiàn)在是個母花鍵類似的,,但是效果不好,,80%能±0.15度,但是有20%超差,,差了0.4度,。這活一圈都有加工部位,2頭銑扁,,中間打孔上下面倒角,,花鍵還銑一個缺鍵。
J4 ?, `" I c5 f
7 f. Z: ^8 I+ p& X' a
7 y0 U) Q$ s+ f, R5 d, v7 Z
思維啟迪
A:v型定圓柱部分,彈性銷子定角向,,夾緊后加工,。三個齒過定位了,用一個齒,,定位部分一定是彈性的,。
4 p2 t5 V5 z- s) M: s( Z) Q9 H
2 R5 p2 ]% J* c/ `+ d5 p
B:換測針,在線測量自動找正,。
. n. c y y4 u! f" g
PART 03 單,、雙和三刃鏜刀的優(yōu)缺點
+ |* r5 ^3 c% R. A5 G具體工況:兩節(jié)孔直徑9㎜,跟主軸孔的平行度差很多�,,F(xiàn)在所有精度孔都是鉆擴鉸,。
+ o" [' O+ @0 a
思維啟迪
A:單刃可以精加工用,雙刃是比較傳統(tǒng)的粗鏜刀,,三刃口粗加工效率更高,。主軸孔一定要精加工,鏜刀保這個孔的形狀公差,。旁邊那個小孔不能只是鉆,,要擴一下,如果光潔度不好影響兩節(jié)孔的質(zhì)量,,還要鉸刀過一下,。
/ u: Q2 M' U/ ^# Y* `
B:自制一個銑刀加長桿,銑刀直徑做到8.8,,鉆頭用8.5,,最好用直刃鉆,整體合金直刃鉆,。首先保證零件在工裝上不會變形,,或者變形很小。
0 K* X1 S7 M. D$ m: D
作者: 328Feng_328 時間: 2023-2-18 15:52
打卡
作者: 18137630758 時間: 2023-2-20 13:26
這是個大佬啊,,能聊聊你的工作經(jīng)歷嗎,?年輕人迷茫了,想向前輩問
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |