|養(yǎng)豬東籬下發(fā)表于 06-13 13:41插補銑,,銑刀繞幾圈就做出來了,。
機加工小李 發(fā)表于 2024-6-13 14:45
盲孔,?。用洗刀,?,。
|機加工小李發(fā)表于 06-13 14:45盲孔,?,。用洗刀?,。
|空白調發(fā)表于 06-13 14:49不太懂,,車就完了
|熱青茶發(fā)表于 06-13 16:27在小小的深孔里挖呀挖呀挖......找春哥
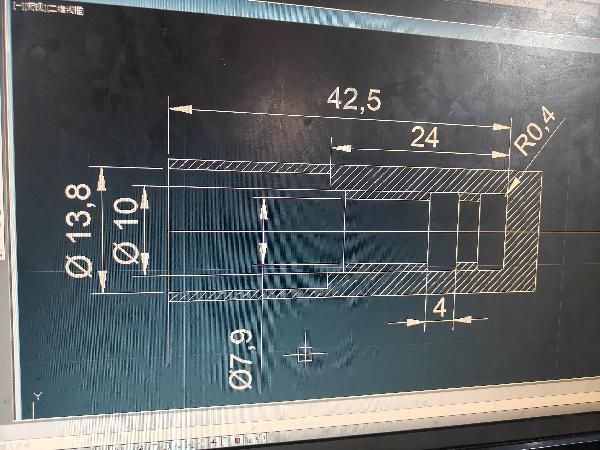
|注冊機008發(fā)表于 06-13 19:04單邊切深才1.05,直接用內槽刀車出來,。標準6mm槽刀桿,,切深1.2~1.5的槽刀片(槽寬<=4,圓角R0.4)
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) | Powered by Discuz! X3.4 |