亚洲欧美日韩国产一区二区精品_亚洲国产精品一区二区动图_级婬片A片手机免费播放_亚洲国产成人Av毛片大全,男女爱爱好爽好疼视频免费,中文日韩AV在线,无码视频免费,欧美在线观看成人高清视频,在线播放免费人成毛片,成 人 网 站 在 线 视 频A片 ,亚洲AV成人精品一区二区三区
<output id="nxrfg"><td id="nxrfg"></td></output>
<dfn id="nxrfg"><form id="nxrfg"></form></dfn>
<label id="nxrfg"></label>
<menuitem id="nxrfg"></menuitem>
機械社區(qū)
標題:
定長切割問題討論
[打印本頁]
作者:
start_00000000
時間:
2025-1-14 10:12
標題:
定長切割問題討論
大家好 關(guān)于定長切割這塊,,大家應(yīng)該都很熟悉吧,,尤其是包裝或者印刷行業(yè) 這一塊涉及的非常多,關(guān)于這個問題,,我和很多有經(jīng)驗的機械 電氣都交流過,,感覺并不好,,機械工程師就不用說了,這一點理解起來只能大概模模糊糊,,反正程序不是他寫,。 電氣工程師有的雖然調(diào)試出來,可未必深刻理解透了,。小弟不才,,拋磚引玉,討論一下,,希望大家指點執(zhí)正
. R& a( x3 w7 O% S0 w" L4 O
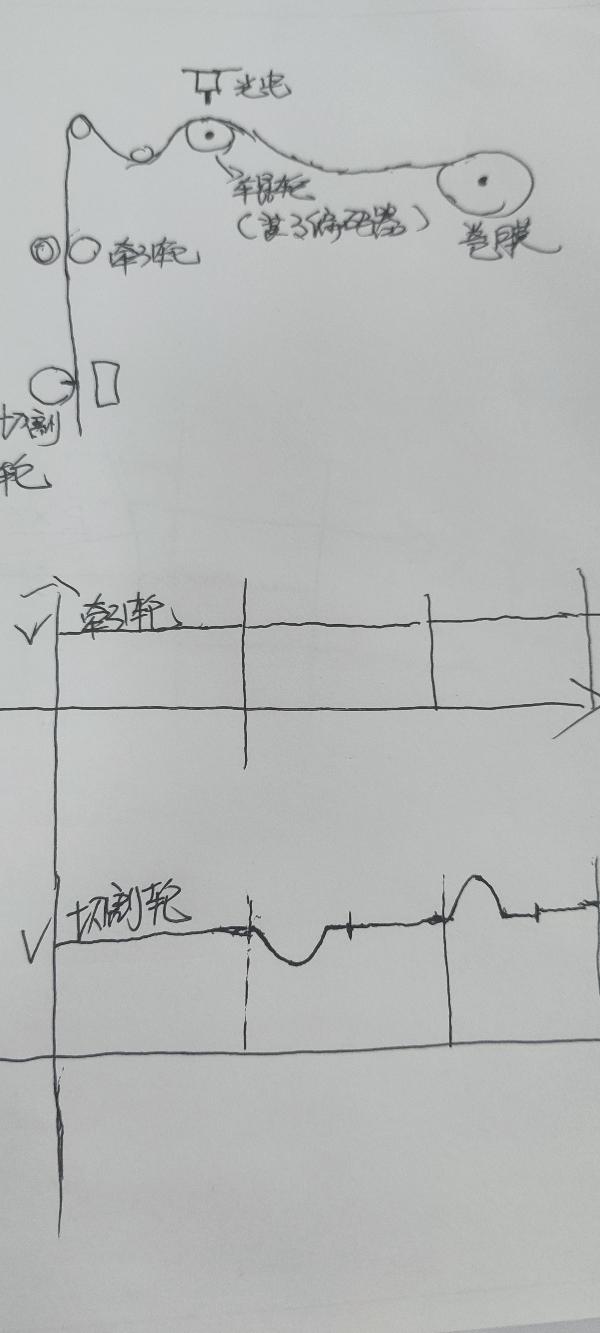
如圖所示經(jīng)典的也是定長切割示意圖,,這里工藝上是牽引輪拖著膜(可以是紙也可以是塑料膜),牽引輪勻速運動,切割輪假設(shè)旋轉(zhuǎn)一圈切割一次,。卷饃這里微帶阻尼放卷,,
+ ?+ H! A: O% Z" v( q
本示意圖一個亮點就是把編碼器裝載了輥輪軸上,,而輥輪軸是靠紙膜拖動旋轉(zhuǎn)的。 大部分人做這個應(yīng)該都是把編碼器裝在牽引輪軸上面,。我也是第一次見到有設(shè)備這么干,。并且該設(shè)備的電氣工程師說這樣裝更好,才是真正檢測紙走了多少偏差,。
. Y' i) I) |- n0 W9 v4 i
我們先說常規(guī)的把編碼器裝到牽引輪上面而非如圖的輥輪上面,。
$ l% {0 E: X7 f) d3 n1 i
這個檢測機理就是,牽引輪是勻速運動的,,是常轉(zhuǎn)主軸,,切割輪是從動軸,要同步跟隨牽引輪,。所謂的同步就是位置和速度要求,,切割時切割輪速度等于牽引輪,切割位置固定,。
% {7 V4 P0 m( a+ g3 z. N3 |
我圖里畫了3個周期的切割,。 第一個周期內(nèi)光電信號觸發(fā),牽引輪安裝處的編碼器值為1000,,說明紙膜速度正確,,不用調(diào)整。所以第一周期切割輪速度勻速,。
/ [+ K3 h) u8 d: Z% i0 r
第二周期內(nèi)光電信號出現(xiàn)時編碼器值為1050,也就是說紙走慢了,,這個時候要在第二周期切割前適當(dāng)?shù)慕o切割輪降點速度補償一下。
" W2 T V4 p# W9 i0 h- a
第三周期內(nèi)光電信號出現(xiàn)時編碼器值為950,也就是說紙走快了,,這個時候要在第三周期切割前適當(dāng)?shù)慕o切割輪加點速度補償一下,。
9 b0 ]" Q5 W& ^& d& w
也就說每個周期內(nèi)光電都會檢測紙卷膜上面的色標點,從而判斷紙模的速度偏差,,檢測到偏差就要補償,。至于怎么補?各家的Plc指令或功能塊都不一樣,。
& `' A. c; ^ W9 w
再回過頭來說一下如果編碼器軸裝在輥輪上如何,?
, ]5 v' G8 k6 f$ D6 T5 Q
假設(shè)光電信號出現(xiàn)時編碼器值也應(yīng)該為1000.第一周期內(nèi)光電信號出現(xiàn)時編碼器值1000,切割輪勻速不調(diào)整,。
: D m8 h% K* c+ q" F
第二周期內(nèi)光電信號出現(xiàn)時編碼器值1050.這意味著什么呢,?這意味著紙走慢了,光電信號出現(xiàn)時編碼器轉(zhuǎn)了更多,。這一點很難理解,。我們要清楚牽引輪的速度,紙的速度,,輥輪的速度都是不一樣的,。都是有差值的
4 }" \, S4 U9 l9 l
其實我們最關(guān)心的是紙的位置到底在哪,? 前一個方案默認為編碼器裝在牽引輪,而牽引輪是勻速的是基準,,所以編碼器也是基準,,當(dāng)光電信號出現(xiàn)時,編碼器采樣值的不同反應(yīng)了紙走過的位置變化,,也就是紙速度的變化,。掌握了這個變化隨后的補償就好做了
/ l8 z4 z# X+ ^- ~( \" }! i
而當(dāng)編碼器裝在輥輪上時,這里假設(shè)二者速度匹配沒有變化,,那么當(dāng)光電信號出現(xiàn)時對應(yīng)的編碼器值也是固定的,。 但實際上紙和輥輪之間的速度差是變化的,不是恒定的,,這里實際上妄圖以二者相互參考,,來計算出紙的速度變化。這里由于無論是紙還是輥輪,,它們自身都是變化的,都是不勻速的,。只是這里的輥輪雖然也不勻速但變化極小,,所以這種測法勉強可以。
H5 S% S: j- V
綜上所述 把編碼器軸裝到輥輪上,,拋開牽引輪,,直接計算輥輪和紙膜之間的變化,從而就認定是紙的變化,,由于參考輥輪本身并非絕對勻速,,(而牽引輪是絕對勻速的),所以這個變化并非紙膜的,。拿這個偏差去補償紙模原則上來說是錯誤的,。
' O; ~& _% D; p) z
所以本案電氣工程師的觀點編碼器軸裝到輥輪上而非牽引輪上更好,是一種錯誤的觀點,。其實我們旁邊就有很多機器編碼器裝到了牽引輪上,。電氣工程師們認為裝到牽引輪上不好是一種錯誤的觀點。
9 U, \4 T X5 N6 X( Z
由于紙模連續(xù)運行,,所以裝到輥輪軸上沒有出現(xiàn)問題,。如果紙模間斷運行,讓輥輪和紙膜之間有明顯的速度差,,并且輥輪也不再勻速了,,這種情況下,編碼器裝到輥輪軸就問題大了,。
0 b, c1 l+ M, W+ l
所以最佳方案是編碼器裝到牽引輪或者其他絕對勻速的軸上,,而非這個紙模拖動的輥輪軸上面 [img]http://appi.cmiw.cn/upload/2025-01-14/20250114101347_2078794278.jpg[/img]
作者:
學(xué)渣渣
時間:
2025-1-14 14:01
作者:
小帕吉學(xué)機械
時間:
2025-1-15 08:34
1. 不用管切割輪,,它只是根據(jù)速度和長度觸發(fā)剪切,只需要合適的方法獲得觸發(fā)時刻和速度,;
' @ ]; ?( A9 b q. W; j! g
2. 材料是有彈塑性的,,而且輥輪與切割輪中間隔了好多個小輥輪,之間是有張力的,,那么理論上離切割輪越近,,剪切的尺寸越準;
4 P: o0 ^+ k1 s' b: V/ n$ v
3. 剪切的核心是獲取材料準確的速度,,以及計長,。速度和長度都可以通過編碼器或者光電獲取,速度上,,編碼器測量的是輥輪的速度,,跟材料必然有誤差,如果系統(tǒng)穩(wěn)定了這個誤差幾乎是穩(wěn)定的,,可以人工修正,,而光電測速獲得的是材料的速度;長度上,,用編碼器來計長存在打滑等產(chǎn)生的誤差,,而光電通過材料上的標記計長是更準確的。編碼器的好處是設(shè)備更穩(wěn)定,,它可能會有誤差但不會出大問題,。通過光電來修正編碼器獲取的速度也是常用的方法。
. \( A, _3 n2 U
僅個人觀點,,如有誤請指正
歡迎光臨 機械社區(qū) (http://giwivy.com.cn/)
Powered by Discuz! X3.4