亚洲欧美日韩国产一区二区精品_亚洲国产精品一区二区动图_级婬片A片手机免费播放_亚洲国产成人Av毛片大全,男女爱爱好爽好疼视频免费,中文日韩AV在线,无码视频免费,欧美在线观看成人高清视频,在线播放免费人成毛片,成 人 网 站 在 线 视 频A片 ,亚洲AV成人精品一区二区三区
<strike id="si6q6"><s id="si6q6"></s></strike>
<s id="si6q6"><acronym id="si6q6"></acronym></s>
<dfn id="si6q6"></dfn>
�C�^(q��)
���}:
[ģ���O(sh��)Ӌ]��܇�i���wע��ģ���O(sh��)Ӌ
[��ӡ���]
����:
��Amada��
�r�g:
2009-7-31 09:27
���}:
[ģ���O(sh��)Ӌ]��܇�i���wע��ģ���O(sh��)Ӌ
�������O(sh��)Ӌ����܇��(n��i)��i���wע��ģ��,������(j��)���ϼ��ĽY(ji��)��(g��u)�����c�O(sh��)Ӌ�˃ɰ��۵�б픂�(c��)���о�C��(g��u)��б��(d��o)�����K��о�C��(g��u),�����C�����ϼ������Óģ,�����`�C����ԓģ��Óģ�C��(g��u)�\���`��ɿ�,���Y(ji��)��(g��u)�o��,���ɱ�������
2 s2 r1 A+ W3 y8 k
# V& p; c3 c1 n! _* O" P3 a7 ]
�S���҇���(j��ng)����������w�ٰl(f��)չ,����܇����u�ɞ��˂������һ�N��Ҫ��ͨ����,���˂�����܇���HҪ��������õ�ʹ�����ܣ����Ҍ���܇���^�̓�(n��i)���b�Ҫ��ҲԽ��Խ��,����܇�ă�(n��i)���Ҫ�����ϼ�,�����ע��ģ�ߵ��|(zh��)����Ӱ���܇��(n��i)���Ҫ���أ��о���܇��(n��i)���ģ���O(sh��)Ӌ���ЬF(xi��n)�����x,��Ŀǰ�҇�����܇�a(ch��n)�I(y��)߀̎�ڰl(f��)չ�A��,������(n��i)�ģ���O(sh��)Ӌ����ö��Sƽ�棬�\��Pro��Eܛ���O(sh��)Ӌģ�ߵĈ��߀����Ҋ,���P�߲���Pro��Eܛ���O(sh��)Ӌ����܇��(n��i)��i���wע��ģ��,��
/ r3 p' K. T. Z
) { q+ q6 g9 r& x; H
1���ϼ��Y(ji��)��(g��u)����
' p( I6 B8 }) F( ]5 W; v/ l" {; P
; w6 G/ q, w- n
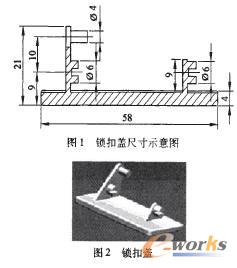
�D1�͈D2�քe����܇��(n��i)��i���w��ʾ��D���a(ch��n)Ʒ�D��ԓ���ϼ�����܇�x���a(ch��n)Ʒ�е�һ���㲿��,���²���4mm�װ�,���ϲ��Ѓɂ�ͻ�������ΰ壬���Ϸքe�Ѓɂ���6mm��һ����4mm�A����(c��)�����,���ɂ���6mm�A�����Ѓɰ���,�����ϼ��ij��Ͳ��Ϟ�ABS�������Џ��ȸ�,���᷀(w��n)���Ժͻ��W(xu��)��(w��n)���Ժ�,��ע�ܕr�����Ժ�,�����ڳ��͵����c��������տs��С,����ՓӋ���տs�ʞ�0��6%,������ֵ��0��04mm���ȟ����^��,����ģ���������ٶȿ�,��ģ�����ڶ̣����ϼ��ߴ緀(w��n)��,�������|(zh��)����,��
n/ @2 ] w$ y- x! e
6 h. D# X3 I0 R* s: ^; ^
6 h/ {1 `1 L: t0 N C
+ r, u" D1 g$ f3 m
2ģ�߽Y(ji��)��(g��u)����
' s: v3 h! F/ P4 ^. u' L
+ F& g4 x9 d8 X9 g0 n0 u
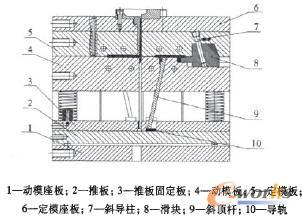
ԓ���ϼ���С����Ʒ���ߴ羫�Ȳ���,�����^�m���ڴ�����ģ�����a(ch��n),������������a(ch��n)Ч�ʣ�����ģ�����a(ch��n)�ɱ�,���O(sh��)Ӌ����һģ4ǻ,��ģ�߽Y(ji��)��(g��u)Ҋ�D3����ģ�ߵ��O(sh��)ӋҪ�c���ڃɰ��۵�б픂�(c��)���о�C��(g��u)��б��(d��o)�����K��о�C��(g��u)���O(sh��)Ӌ,��
5 J9 @* |1 e) k( q3 C' _( n
$ X2 z' m& y2 J2 k2 C% T; d
- @6 Y" f7 s) q2 a
4 r' j2 Q) K T3 Y3 C* b( x
�D3ע��ģ�߽Y(ji��)��(g��u)�D
' `2 I6 @$ T+ [# \
" s7 j7 z1 ?1 V- E
2��1��עϵ�y(t��ng)�O(sh��)Ӌ
2 K' {9 E! C: Q% L& N, s
% V$ J6 B A8 b1 ]6 \
������(�D4)����ע�ܙC�����cģ���������r���|�IJ�λ����������ֹ��һ�ο�����,���������������M��ģ�ߕr���Ƚ�(j��ng)�^�IJ�λ�����Pʽ�C��,����������ֱ�ڷ����棬�������c�ߜ����ϼ����췴��(f��)���|,�����O(sh��)Ӌ�ɿɲ�ж���������r��,���������r�ב�(y��ng)������ʹ֮�̶��ڶ�ģ��,��������������ϵ�Ó��,�����������O(sh��)Ӌ�ɈA�F�Σ����F�Ǟ�5��,����(n��i)�ڱ���ֲڶȞ�0��8��m,���������ϲ�С�˵�ֱ����ע�ܙC����ֱ����1mm������돽��ע�ܙC���������돽��2mm,�����������a�������c�������Č����`��,������ע�ܙCע�ܕr�ڇ����c������֮�g���©�ϻ�e������ʹ�������o��Óģ��
+ m n, w6 {9 [: M8 O7 h" ?
9 O! F6 ?; S) u E( X
�ڱ�ģ���O(sh��)Ӌ��,���������IJ��ò��Ì��Qƽ��ʽ,���@�N����ʹ�����������L�ȡ������Π�ͳߴ綼����(y��ng)���,���Ɍ��F(xi��n)�����M�Ϻ�ͬ�r��M����ǻ��Ŀ��,��������ֱ��5-��,���������L���xȡL1=65mm��L2=11��5mm,��
7 z7 r/ D* j8 P5 D9 U
( T1 ^0 ^( O+ X7 I, C" M
6 K1 y. R( y* H7 j/ o! T, m! T" O2 A3 ]
7 m& g# s( a5 W- G T7 l
�D4������
$ s' l: L J; Y. m
+ x1 W7 H" K" W, N7 y, r" H. N3 Z
�����O(sh��)���ڵװ�̎,����D5��ʾ���_ģ��,�������ϰ匢������Ʒ������һ���Ƴ�,���ڝ��ڲ��ּ��ࡣ
2 y/ L' V ~, i# y! @
/ y$ @8 f) V+ ~! L- c, w% C* z
- b: u5 ]( K5 a9 Y1 |. D
: \& Y6 j# C, r6 [
�D5�������O(sh��)Ӌ
: ]( x P: n9 T: M7 s5 I
" z* m& M# M q, M
2��2��о�C��(g��u)�O(sh��)Ӌ
+ e w# R# o m4 H- _, |
" j- ]* G0 z0 e4 n% T
�����ϼ��Ͼ����c�_ģ����һ�µĿ��(c��)���а��Π�r,��������Ȍ����Ͳ��ֵ���о����ǻÓ�x���ϼ�����ʹ�������ϼ���ģ����Ó��,������ʹ��б��(d��o)�����K��о�⣬б��Ǟ��Qƽ���ڷ�����İ��۶��l(f��)չ����һ�N��(c��)��о�C��(g��u),�������ԭ���cǰ������,�����nj�ģ���_�]�Ĵ�ֱ�\���D(zhu��n)����ˮƽ�\�ӡ�б��c���K���IJ�ͬ������������(q��)�����������ư�Ą���,��
$ j/ V) D/ ~; B6 h0 W6 {
0 [$ t1 m( R; }: {
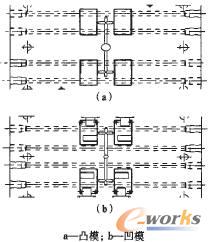
���O(sh��)Ӌ����ǻ�ķֲ���һģ4ǻ,�������ϼ�ͬ�r���ڃɂ�ƽ�еİ��ۣ������ģ�ߵ����g�����p��(n��i)��о,�����Æ�һ��б��(d��o)�����K�C��(g��u)������ȫ���F(xi��n)��(c��)��о����,���������O(sh��)Ӌ�в���б픺�б��(d��o)�����K��Y(ji��)�ϵĂ�(c��)��о�C��(g��u)����ģ�߃�(n��i)��(c��)�����ϼ����۲���б픂�(c��)��о,������ģ�����(c��)�İ��۲���б��(d��o)�����K�C��(g��u)�팍�F(xi��n)��о,���@�ӼȽ�Q�ˆΪ�ʹ��б��(d��o)�����K�C��(g��u)�y����Ƀ�(n��i)��(c��)��о�Ć��}���ֱ�����ʹ���pб픙C��(g��u)���a(ch��n)�����b����g������y�},��
( S2 R6 j. e0 d- t
; o" O; F, L- T" o5 }9 r& b
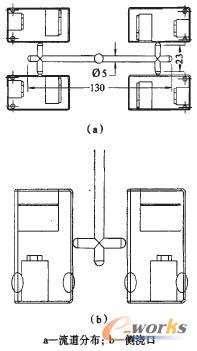
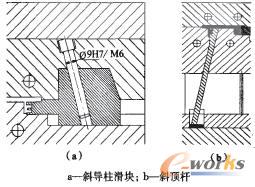
����б��(d��o)�����K�C��(g��u)(�D6a)���O(sh��)Ӌ,�����]�����ϼ��Πģ�߽Y(ji��)��(g��u)���c�����Ãɂ����K�C��(g��u)�ҷֲ���ģ�߃ɂ�(c��),������ÿ�����K���_ģ�r�ɹ̶��ڶ�ģ�ϵ�б��(d��o)���(q��)�����λ��ͬһ��(c��)�ɂ����ϼ����(c��)���۵ij�о����,��ԓ��(c��)��о�C��(g��u)���нY(ji��)��(g��u)�o�����ɱ�����,�����ڼӹ��b������c,��
6 m' j0 G. Z4 o& L
2 W' f& h$ a: U; x
8 ^: ]! c5 J4 o: M) E" J% X
4 A2 f7 r# U+ A
�D6б��(d��o)�����K��о�C��(g��u)��б픗U��о�C��(g��u)
4 g: I) @9 V8 _! h9 R
2 O- k! K* K4 T
����б픗U�C��(g��u)(�D6b)���O(sh��)Ӌ��������4��б픗U�քe�팍�F(xi��n)4�����ϼ���(n��i)��(c��)���۵ij�о�����ϼ���Óģ,���乤���^�����ư��Ƅ�б픗U�Ƅ�,��ʹб픗U�ڄ�ģ����������(d��o)܉�a(ch��n)���v���Ƅӵ�ͬ�r���M���Ƅӣ��Ķ���ɂ�(c��)��о����,������б��(d��o)�����K���(q��)���������ڹ̶��ڶ��,����ģ��б��(d��o)������(c��)��о�r���Kһ����ģ�����(c��)�\��,��������б��(d��o)�����K�C��(g��u)���F(xi��n)��(n��i)��(c��)��о�r,�������ģ�����g���л��K�\�ӿ��g,���@�Ӿ�������ģ�ߵijߴ磬ͬ�rʹģ�ߵĽY(ji��)��(g��u)���ӏ�(f��)�s,���Ķ�������ģ�ߵijɱ�,������б픗U��(c��)���о������ģ�߽Y(ji��)��(g��u)��������ģ�߳ɱ�,������б픗U��픳����ϼ��r��һ��������,��ʹ�����ϼ�픳��r���������Ӿ��⣬���ԜpС���ϼ���׃��,��б프���������ư���(q��)�Ӂ����,�����б픙C��(g��u)���O(sh��)Ӌ�c�ư��г����P(gu��n)���@Ҳ��б픙C��(g��u)�O(sh��)Ӌ�cб��(d��o)�����K�O(sh��)Ӌ�����ͬ�c,��б픙C��(g��u)��픳����˻ؕr����б픗U�Ă�(c��)���Ϯa(ch��n)���^��đ�(y��ng)��,���Ķ�ʹб���K�����^���דp�ģ��������ϼ��ľ���,�����,��б픗U���x�ĺ͟�̎����ˇ�ȷ���Ҫ���]��ʹ�����ܵ�Ҫ��
, q5 Q% F! A9 R4 T8 m. t
3 f O, }( U% |3 z8 O, @$ h$ p1 h1 s
2��3��sϵ�y(t��ng)�O(sh��)Ӌ
0 }- r4 C% \% x1 l, k% C
1 \: k2 s( ^2 i/ n8 t, b+ C
�������O(sh��)����sϵ�y(t��ng)���Է�ֹ���ϼ�Óģ�r׃��,������ģ�ߵĜض�,���s�̳������ڣ�������a(ch��n)Ч��,������Y(ji��)�������ϵ��^���,���Եõ����w���ܺñ���⻬�����ϼ�����sϵ�y(t��ng)���O(sh��)Ӌ��(y��ng)������sϵ�y(t��ng)��(n��i)���ӽ��|(zh��)�ܳ�����ճ������ϼ�������(d��o)�ğ���,��ʹģ�߳��ͱ���Ĝضȷ�(w��n)���ر���������Ĝضȷ�����(n��i),����ˣ��ڲ��c픳�ϵ�y(t��ng)�������B�Ӽ��l(f��)���������r��,���M������ǻ�����O(sh��)����sϵ�y(t��ng),������(j��)���ϼ��ĽY(ji��)��(g��u)��(f��)�s�̶�,����sˮ�����Բ���ֱͨʽ����D(zhu��n)ʽ,��ֱͨʽˮ���Y(ji��)��(g��u)���Σ��ӹ�����,������sЧ��һ��,�����D(zhu��n)ʽˮ����·�������N������ǻ݆������sЧ���^��,�����ӹ��ɱ���,���Еr߀��횲��÷��wʽ�Y(ji��)��(g��u)�������i���w�w�eС,���Π��,����˞齵�ͼӹ��ɱ�,�����O(sh��)Ӌ����ֱͨʽ��sˮ����ģ�ߵğ�������ݗ�����,������ɢ��,����ģ��Ă��ἰ���cע�䇊����|�Ă���ȶ����ؾC���������γɵġ������]��s���|(zh��)�ڹ܃�(n��i)���ƌ�����ɢ��r,������(j��)Ӌ��У�˺�,����sˮ��ֱ����10mm��ˮ������ƫ�x��ǻ15mm,��ͨ�^�{(di��o)��(ji��)��sˮ���������Կ�����sϵ�y(t��ng)ɢ�l(f��)�ğ���,���Ķ��{(di��o)��(ji��)ģ����ǻ�Ĝضȡ��D7ʾ����ģ�߲���ֱͨ��ѭ�h(hu��n)ʽ�Y(ji��)��(g��u)����sϵ�y(t��ng),��
' o- g- | n. a
K* a4 F* R7 X. j3 b0 g$ k* G
' q& M6 H" Y% N+ H0 g) q& n
' D0 n# q% e1 n
�D7ģ����sˮ���Y(ji��)��(g��u)
& ^5 ]2 Z5 b' s) c Y
8 G$ n0 A4 H) J0 B1 q; r1 E9 V
3ģ�߹���ԭ��
. H2 H3 q% h* m. K3 Y+ J
3 A* [( |' o* u+ ^8 n- @6 d
����(j��)�D3��ʾģ�߽Y(ji��)��(g��u),��ģ���]�ϕr�����ڵ����Ͻ�(j��ng)�^����ע��ģ����ǻ,��ע������ꮅ��,��ע�ܙC���ӄ�ģ��4���²�λ�����Ƅӣ��ڄ�ģ��4�Ͷ�ģ��5֮�g����,���S����ģ���^�m(x��)�����Ƅ�,�����K��б��(d��o)���������F(xi��n)��(c��)���о�������ϗU��������,�����ϼ����ڄ�ģһ��(c��),�������������������γ�������������������ȫ�γ���,����ģ�Ͷ�ģ�^�m(x��)���x,��һֱ���ɰ�֮�g�������Ŀ��g�Ա��C���ϼ����Ա���ȫȡ�����@�r,��ע�ܙC�̈́�ģֹͣ�����\��,��ע�ܙC�е��ƗU�Ƅ��ư�2�����\�ӣ�б픗U9���S�ư������\�ӵ�ͬ�r߀�����ģ����б�������\��,�����F(xi��n)��б픗U�����ϼ��ķ��x,��ͬ�rʹ���ϼ��Ą�ģ��픳������ϼ���ȡ����,���Ƅ��ư���ƗU��(f��)λ,���ڏ�(f��)λ�U�͏�(f��)λ���ɵ��������ư�ص�ԭλ��б픗UҲ�S���؏�(f��)��ԭ����λ��,��ģ���_ʼ�]��,����ģ��Ͷ�ģ��֮�g�ľ��xԽ��ԽС��һֱ����ȫ�]��,�������һ��ѭ�h(hu��n),��
. E4 T* O+ z& m
5 u6 U" Q( Y1 V: Q
4�Y(ji��)�Z
9 r( q& E% o* q3 `1 F
) T: O" D5 k: t" D& l0 i7 O
�������O(sh��)Ӌ����܇��(n��i)��i���wע��ģ��,������(j��)���ϼ��ĽY(ji��)��(g��u)�O(sh��)Ӌ��б��(d��o)�����K��о��б픗U��(c��)���о�C��(g��u)�����C�����ϼ������Óģ,��ԓģ�߽Y(ji��)��(g��u)�o��,������ɱ��͡����`�C��,��ԓģ��Óģ�C��(g��u)�\���`��ɿ�,��ȡ�������õĽ�(j��ng)��Ч�档
$ e5 P. y+ @+ u7 J$ U, j: P+ V
. ?; f% V4 j6 i& U
�l(f��)��r�g��2008-10-15 ����Ƽ �w��־ �w���� ���б� �ν��� ��Դ���f����(sh��)��(j��)
����:
����
�r�g:
2009-7-31 12:59
�����һС���Sȥ,������һ���T���a(ch��n)�@�ģ�ߵ�
" d: u- x7 Y, n: s& B6 p
�ϰ�܂��Ͻ�(j��ng)���,��
& e- |5 y7 _! {" I5 |
���^߀��С�S��ֻ����(j��ng)�
����:
ntren
�r�g:
2009-8-3 23:00
ʯī�O(sh��)��
����:
����
�r�g:
2009-8-4 09:35
б���С��(n��i)�ϲۺܳ�Ҋ��Ŷ,��
����:
mading0208
�r�g:
2009-12-25 15:19
�Ö|��,����Ҳ������
����:
AOTC�W���\
�r�g:
2011-11-28 16:14
http://a394158788.b2b.hc360.com/ ע��������ˮ�C
����:
ģ��С�b
�r�g:
2011-11-29 08:37
�@�njW(xu��)���Į��I(y��)�O(sh��)Ӌ�Ė|���ɣ���Փ��߀����,�����H���@��ģ�ߵĽY(ji��)��(g��u)���І��}��,�������K��о��б�?sh��)�픳������������a(ch��n)Ʒһ�����(c��)߅�܄�,���@��,���Ͳ����Ԍ��F(xi��n)�������Óģ���@������ģ���O(sh��)Ӌ���挦�o߅��a(ch��n)Ʒ�r����б�?sh��)ĕr��(j��ng)��Ҫ���]�Ć��},��
�gӭ���R �Cе��^(q��) (http://giwivy.com.cn/)
Powered by Discuz! X3.4
 - @6 Y" f7 s) q2 a
- @6 Y" f7 s) q2 a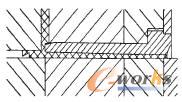
 ' q& M6 H" Y% N+ H0 g) q& n
' q& M6 H" Y% N+ H0 g) q& n