東海fyh126 發(fā)表于 2014-9-8 23:26% T9 ]( \" z% b
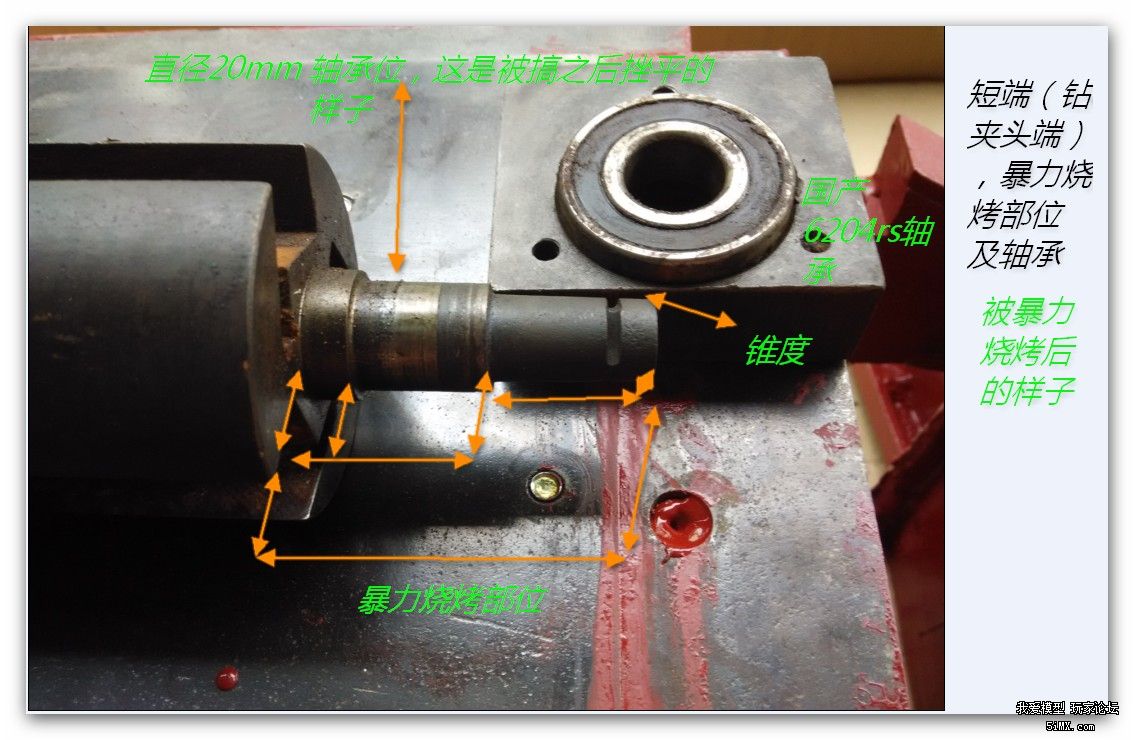
比較難,,,,,,,,明白你的意思,,就是裝鉆卡頭那個錐柄摔歪了,。
東海fyh126 發(fā)表于 2014-9-8 23:26
比較難,,,,,,,,明白你的意思,,就是裝鉆卡頭那個錐柄摔歪了,。
鋼鐵工作室 發(fā)表于 2014-9-11 21:57
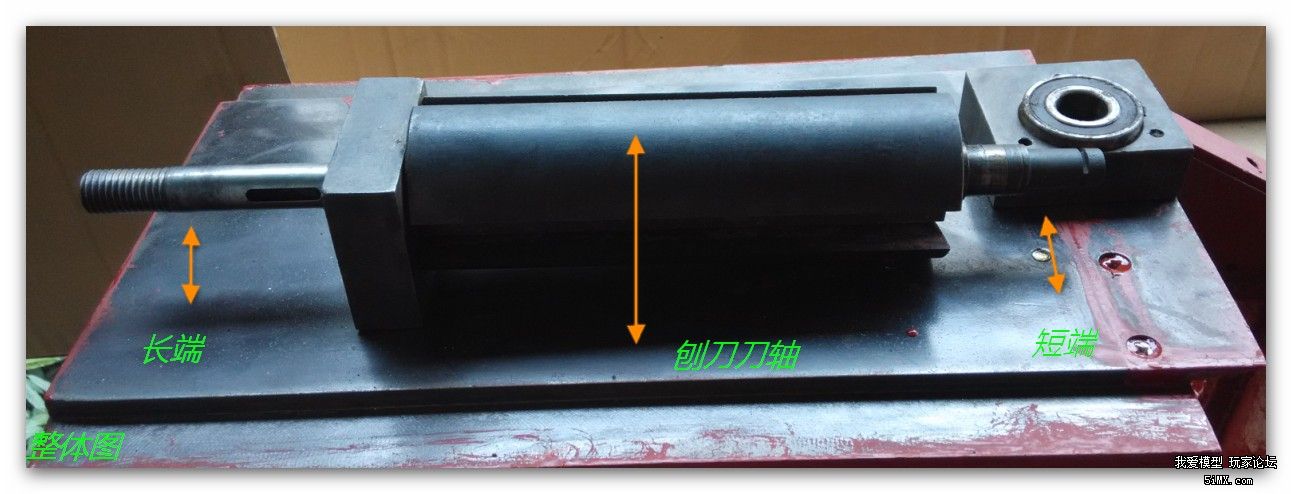
上個圖來看看,應該不是你想象的那么難.看有沒好方案.
鋼鐵工作室 發(fā)表于 2014-9-11 21:57
上個圖來看看,應該不是你想象的那么難.看有沒好方案.
 9 R9 l. y$ R) d6 H
9 R9 l. y$ R) d6 H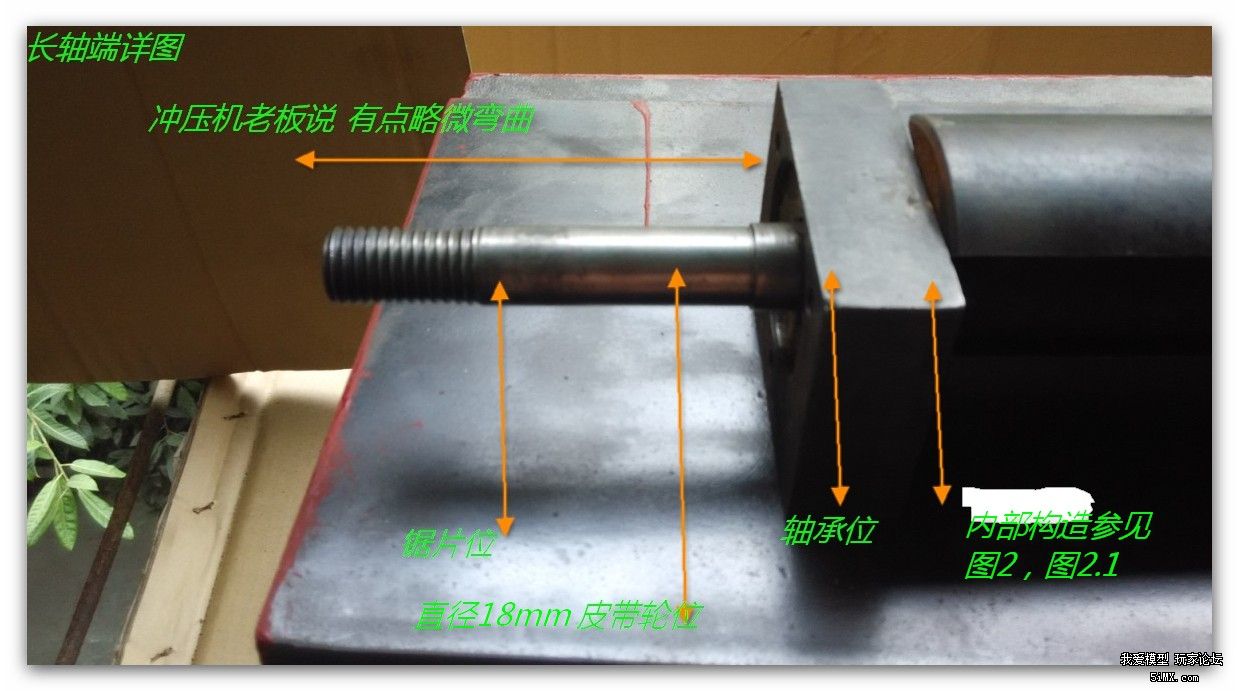
鋼鐵工作室 發(fā)表于 2014-9-18 22:04
壓機壓是不覘實的壓不好還會壓內傷,現(xiàn)在的刀軸一般不熱處理最多發(fā)黑也不做動平衡,本來如果開始時可用四爪夾 ...
鋼鐵工作室 發(fā)表于 2014-9-18 22:04
壓機壓是不覘實的壓不好還會壓內傷,現(xiàn)在的刀軸一般不熱處理最多發(fā)黑也不做動平衡,本來如果開始時可用四爪夾 ...
鋼鐵工作室 發(fā)表于 2014-9-18 22:04
壓機壓是不覘實的壓不好還會壓內傷,現(xiàn)在的刀軸一般不熱處理最多發(fā)黑也不做動平衡,本來如果開始時可用四爪夾 ...
鋼鐵工作室 發(fā)表于 2014-9-18 22:04
壓機壓是不覘實的壓不好還會壓內傷,現(xiàn)在的刀軸一般不熱處理最多發(fā)黑也不做動平衡,本來如果開始時可用四爪夾 ...
鋼鐵工作室 發(fā)表于 2014-9-11 21:57
上個圖來看看,應該不是你想象的那么難.看有沒好方案.
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) | Powered by Discuz! X3.4 |