機械社區(qū)
標題: 鋁合金攪拌摩擦焊點焊工藝 [打印本頁]
作者: xiaobing86203 時間: 2017-8-19 20:42
標題: 鋁合金攪拌摩擦焊點焊工藝
摘要:針對2 mm 厚6082-T6 鋁合金搭接攪拌摩擦點焊進行工藝研究,,以轉速,、下扎時間,、回填時間,、下扎深度為變量,進行不同試驗,,通過測量不同參數(shù)下的剪切強度,、觀察金相組織,獲得了2 mm 厚6082-T6 鋁合金搭接點焊的優(yōu)化工藝參數(shù),。試驗表明,,最佳轉速為2 100 rpm,最佳下扎時間為3 s,,最佳回填時間為3 s,,最佳下扎深度為2.7 mm。
前言
鋁合金材料已廣泛應用于汽車制造等多個領域,,其對減輕汽車質量有很大幫助,。鋁可代替兩倍質量的鋼或鐵,每使用一磅鋁材就能減少9.07 kg 的CO2 排放,。通過合理的設計,,在汽車制造上用鋁代替鋼后,汽車質量每減輕10%,,燃油消耗就能節(jié)省約6%~8%[1],。
汽車覆蓋件的外板通常使用6000 系列鋁合金,板材厚度1.0~2.0 mm,,其優(yōu)點是成形后不出現(xiàn)拉伸應變表面缺陷[2],。當采用傳統(tǒng)的電阻點焊焊接鋁材時,電極壽命較低,,而伴隨電極的變質容易產生焊接缺陷,,焊接質量明顯下降。攪拌摩擦點焊FSSW(Friction Stir Spot Welding)是為了彌補傳統(tǒng)電阻點焊技術的不足,,由日本馬自達公司等研發(fā)的新型焊接技術,。其接頭表面質量好、光滑,、無缺陷,,剪切強度不低于電阻焊,而且大幅度降低了加工能耗和成本,,若將目前的電阻點焊設備改造為鋁合金攪拌摩擦點焊設備后能量消耗減少了99%,,設備投資節(jié)省了40%[3]。因此,,本試驗利用回填式攪拌摩擦點焊技術,,研究不同的焊接工藝參數(shù)對6082-T6鋁合金焊接接頭的組織及力學性能的影響。
1 試驗材料及方法
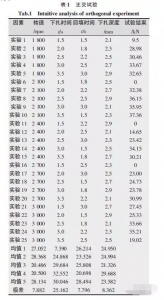
焊接對象為6082-T6 鋁合金板材,,板材尺寸為140 mm×50 mm×2 mm,,焊接前需去除表面氧化層,,焊接方式為搭接。以轉速,、下扎時間,、回填時間、下扎深度為變量,,進行多組不同試驗。試驗參數(shù)的選擇通過正交試驗來進行,,正交試驗如表1 所示,。按照試驗組數(shù),每組參數(shù)做5 個試樣,,焊后觀察接頭宏觀形貌,,取3 個做力學剪切,2,,而后根據(jù)數(shù)據(jù)分析,,得出最優(yōu)參數(shù)。
2 試驗結果及分析
表1 為各組試驗對應的剪切強度,,其數(shù)值為每組3 個試樣剪切強度的平均值,。根據(jù)這25 次試驗結果來分析因素各水平對剪切強度的影響。轉速1 800 rpm 的是第1,、2,、3、4,、5 號試驗,,其剪切強度均值為27.052 MPa;轉速2 100 rpm 的是第6,、7,、8、9,、10 號試驗,,其剪切強度均值為28.368 MPa;轉速2 400 rpm 的是第11,、12,、13、14,、15 號試驗,,其剪切強度均值為20.486 MPa;轉速2 700 rpm 的是第16,、17,、18,、19、20 號試驗,,其剪切強度是均值是20.500 MPa,;轉速3 000 rpm 的是第21、22,、23,、24、25 號試驗,,其剪切強度均值是28.134 MPa,。顯然轉速2 100 rpm 剪切強度最高,轉速2 400 rpm 最差,,兩者的極差R=28.368-20.486=7.882 MPa,。它表示采用轉速2 100 rpm 比采用轉速2400 rpm的剪切強度平均值提高7.882 MPa。
同樣的方法可比較下扎時間,、回填時間,、下扎深度對試驗結果的影響�,?傻贸鲎罴艳D為2 100 rpm,,最佳下扎時間為3 s,最佳回填時間為3 s,,最佳下扎深度為2.7 mm,。下扎時間極差R=25.162,對剪切強度影響最大的因素為下扎時間,。
6082-T6 鋁合金搭接焊點除未焊合組參數(shù)外,,其他組經X 光射線檢測均未發(fā)現(xiàn)缺陷。最優(yōu)參數(shù)下的焊點表面宏觀形貌如圖2 所示,。
通過前面剪切強度計算,,8#、9#,、10# 號試驗剪切強度較大,,現(xiàn)選取其金相進行觀察,分別如圖3a~圖3c 所示,,可看到其焊點底部中心區(qū)域均有缺陷,。其中剪切強度不大,但金相完好的試件19#,、20#,、21#分別如圖3d~圖3f 所示。
3 結論
2 mm 厚6082-T6 鋁合金搭接攪拌摩擦點焊的最佳工藝參數(shù)為:攪拌頭旋轉速度2 100 rpm,下扎時間3 s,,回填時間3 s,,下扎深度2.7 mm。其中,,下扎時間對焊接接頭剪切強度影響最大,。
除未焊合組參數(shù)之外,其他接頭組織經X 光射線檢測均未發(fā)現(xiàn)缺陷,。通過對剪切強度和金相觀察可知,,剪切強度大的試件其焊縫不一定完好。
: B* K+ {* u8 i9 O& {6 M
作者: 未來第一站 時間: 2017-8-19 22:01
攪拌摩擦焊記得是英國焊接研究所最早提出的,,還申請了專利,,北京有家公司國內獨大。
作者: 魚滿多 時間: 2017-8-21 15:23
南昌也有攪拌摩擦焊......
作者: wangpuchao 時間: 2017-8-22 16:03
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |