亚洲欧美日韩国产一区二区精品_亚洲国产精品一区二区动图_级婬片A片手机免费播放_亚洲国产成人Av毛片大全,男女爱爱好爽好疼视频免费,中文日韩AV在线,无码视频免费,欧美在线观看成人高清视频,在线播放免费人成毛片,成 人 网 站 在 线 视 频A片 ,亚洲AV成人精品一区二区三区
<ul id="eko8o"></ul>
<kbd id="eko8o"><center id="eko8o"></center></kbd>
<tr id="eko8o"><rt id="eko8o"></rt></tr>
機(jī)械社區(qū)
標(biāo)題:
NCT加工,工件需預(yù)留多少邊給夾鉗?
[打印本頁(yè)]
作者:
賀財(cái)志
時(shí)間:
2008-3-5 16:13
標(biāo)題:
NCT加工,,工件需預(yù)留多少邊給夾鉗,?
我司是做辦公家具的,,最近為了制作3月份在廣州展覽的樣品,找了外協(xié)廠家對(duì)部分零件作NCT加工,為了預(yù)留多少邊距,今天與對(duì)方的編程人員爭(zhēng)執(zhí)不下,。請(qǐng)各位指點(diǎn)一下!零件見(jiàn)圖紙,,為標(biāo)注尺寸公差正負(fù)0.5鋼板為SPCC 1.2t我司要求數(shù)量為11片,。結(jié)果加工廠的技術(shù)人員說(shuō)下料規(guī)格至少是:1100*150*1.2t(我司提供料片)
( C% U1 g& v4 G# m$ y
因?yàn)?個(gè)月以前在加工廠做編程的人員(現(xiàn)在已經(jīng)不做了)告訴我,工件一般留單邊15 毫米就夠了,。望知道的DX給個(gè)答案,。謝謝!
作者:
lzying
時(shí)間:
2008-3-5 19:40
NCT是什么的簡(jiǎn)寫�,。坎皇瞧胀ǖ臎_孔,,落料加工過(guò)程嗎
作者:
國(guó)際化
時(shí)間:
2008-3-5 19:45
NCT是數(shù)控轉(zhuǎn)塔沖床,。不過(guò)了解不多抱歉
作者:
賀財(cái)志
時(shí)間:
2008-3-6 08:30
就是數(shù)控沖床加工啦!
作者:
sjb4545
時(shí)間:
2008-3-6 14:42
下料規(guī)格至少是:1100*150*1.2t 沒(méi)錯(cuò),,相信編程人員
作者:
殘照當(dāng)樓
時(shí)間:
2008-3-7 23:57
我用的是揚(yáng)力的數(shù)控轉(zhuǎn)塔沖床/
, E: d3 Q& z4 y& r4 L
; r0 V+ Y$ C5 d
如果是我加工的話和那個(gè)編程人員的不太一樣.根據(jù)我廠的現(xiàn)有模具下料尺寸為120X350,出12片.
3 `9 Z+ g/ T+ k: r6 \1 q
5 n7 `$ E) j7 E
但模具不一樣下料的尺寸就不一樣了.因?yàn)橹挥?1件,所以不可能加工專門的工裝的..
' _4 O0 B& j$ ?, J* {
# L7 k- A2 {0 i g i) j( p% j2 T
K; Z' Y) D6 R3 c/ q! D, h) Z
至于留邊多少.我感覺(jué)要根據(jù)使用模具的工位了.A.B.C.D.各工位的避讓距離不一樣的.
作者:
許正軍
時(shí)間:
2008-3-8 10:20
此編程員說(shuō)的沒(méi)錯(cuò),數(shù)沖加工需給夾鉗留有一定的邊距,但對(duì)一些小零件有一種省料的加工方法就是先在板材上部加工(離夾鉗遠(yuǎn)的位置)然后將材料翻個(gè)身再加工剛才夾鉗夾的地方,但前提是要夠加工一件,像樓主說(shuō)的這種零件應(yīng)該是夠了因?yàn)閵A鉗位置一般在60左右.
作者:
賀財(cái)志
時(shí)間:
2008-3-8 10:42
^_^,!長(zhǎng)見(jiàn)識(shí)了。我知道他們用的機(jī)床是臺(tái)勵(lì)福的
作者:
nlfei
時(shí)間:
2008-3-17 13:46
標(biāo)題:
2313
可以用大板啊,
0 R: F% `. j! z
NCT Y 要放到 60 以上 大板做多的話 比較劃算的.
' F+ N: J' N6 d+ y
1.2 的板 可以用4MM X長(zhǎng)點(diǎn)的刀 加工了.
! o! r9 A7 k; @7 P m9 k* _
自己就可以算的出來(lái)的啊.
作者:
ak47530
時(shí)間:
2008-3-18 14:51
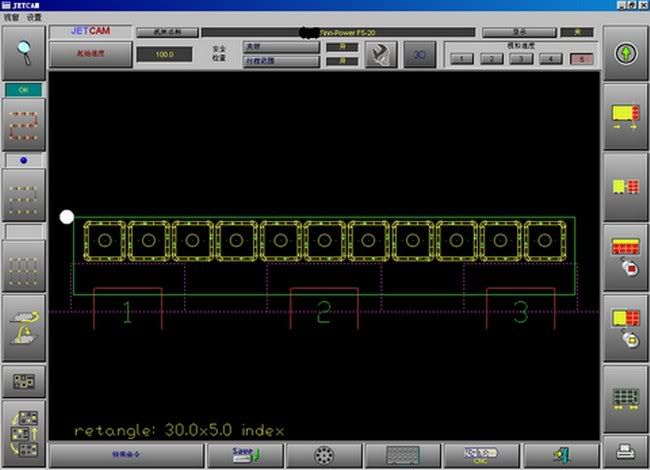
昨天試了一下,有兩種方案:
" p' W5 n/ J7 H: F# |; R- J
1.板材740*115
. B! J1 ^ P1 ~) C/ }' F/ N
, a, `1 s% h$ |
7 n! Q3 S3 C- o
2.板材400*140 分兩次沖壓
/ j% \- S$ ~; ^! u
7 S% x# _* Y9 b. S2 Z, q. _
V4 y8 t; A' g; i- G$ B
外輪廓用圓6和長(zhǎng)方30*5,30*5 B工位.
作者:
賀財(cái)志
時(shí)間:
2008-3-18 21:57
謝謝各位熱心人的參與,!尤其感謝10樓的朋友,,分析得那么仔細(xì)!長(zhǎng)見(jiàn)識(shí)了,!看來(lái)主要還是與機(jī)床有關(guān)�,�,!哪天有時(shí)間得親自去看一下。
作者:
nlfei
時(shí)間:
2008-4-5 14:57
這個(gè)是什么軟件 沒(méi)看過(guò)啊.
作者:
完美機(jī)械
時(shí)間:
2008-5-2 21:34
看是多寬的模局比如B共位做到5*30的話我認(rèn)為在共享刀具的情況下下到605X92活572X95就可以了甚至更小一點(diǎn)
作者:
小寶
時(shí)間:
2008-5-2 21:51
有50*50的模具的 話更省,,只要留有安全距離的 話
作者:
ak47530
時(shí)間:
2008-5-2 23:15
標(biāo)題:
回復(fù) 14# 的帖子
用5*50安全區(qū)就要加大,大概要60.
' i }5 _% n% t% P
+ f" ]$ g5 D! g( W" @7 _4 D4 M: Y3 q
用5*30模具已經(jīng)沒(méi)用微連接,不是不用而是上不了微連.5*50的模具更不用說(shuō)了,沖完立馬就掉下來(lái)了.
1 P0 T( p4 `$ `5 O& p1 i, P
3 |. }. Q% s8 J. ~2 h& N1 w3 t) c
而13樓那位兄臺(tái)所說(shuō)的寬度92,我看是達(dá)不到.寬度47加上兩邊5已經(jīng)57MM了.這樣邊緣到夾鉗才35,用A工位還有可能.
/ j( p# |, v! n& q
- ^% A* M3 D% O% P( m8 ]( X
外輪廓有倒角的,一般很少共用模具切邊.
+ c' k* f0 `- B- e( Y
+ ^9 I( `" ?2 j
[
本帖最后由 ak47530 于 2008-5-2 23:37 編輯
]
作者:
愛(ài)任逍遙
時(shí)間:
2009-3-21 19:32
留邊的多少.要根據(jù)使用模具的工位了.A.B.C.D.各工位的避讓距離不一樣的
" I8 m, y$ M$ ^
我這里是AMADA,,一般留82MM哦
作者:
sunrise02黃
時(shí)間:
2011-10-9 14:25
spcc 1.2t 是什么意思啊。求教QQ1287975229
作者:
hdj3708
時(shí)間:
2011-10-10 23:11
樓上的,SPCC1.2T是指1.2MM厚的冷軋鋼板.
作者:
hdj3708
時(shí)間:
2011-10-10 23:13
AK47530你的JETCAM是什么版本的呀?機(jī)床又是FINN POWER什么型號(hào)?
歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/)
Powered by Discuz! X3.4
 , a, `1 s% h$ |
, a, `1 s% h$ | 7 n! Q3 S3 C- o
7 n! Q3 S3 C- o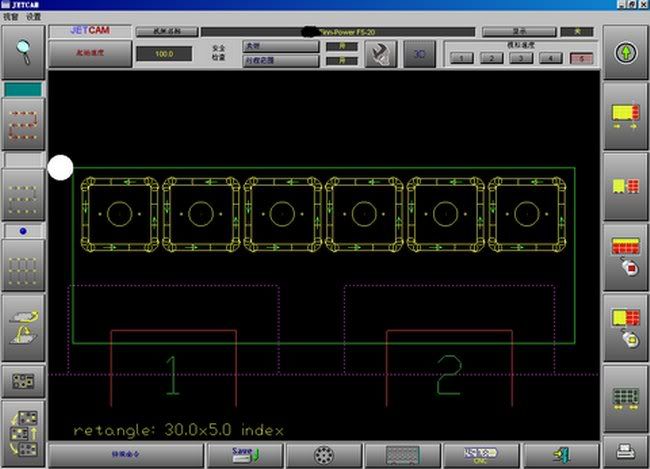 7 S% x# _* Y9 b. S2 Z, q. _
7 S% x# _* Y9 b. S2 Z, q. _