xiaobing86203 發(fā)表于 2017-11-12 07:35
側邊還有翻邊嗎,不好折啊
想飛的鳥~~ 發(fā)表于 2017-11-12 09:07
折彎處會不會出現(xiàn)裂紋?
寂靜回聲 發(fā)表于 2017-11-12 09:28
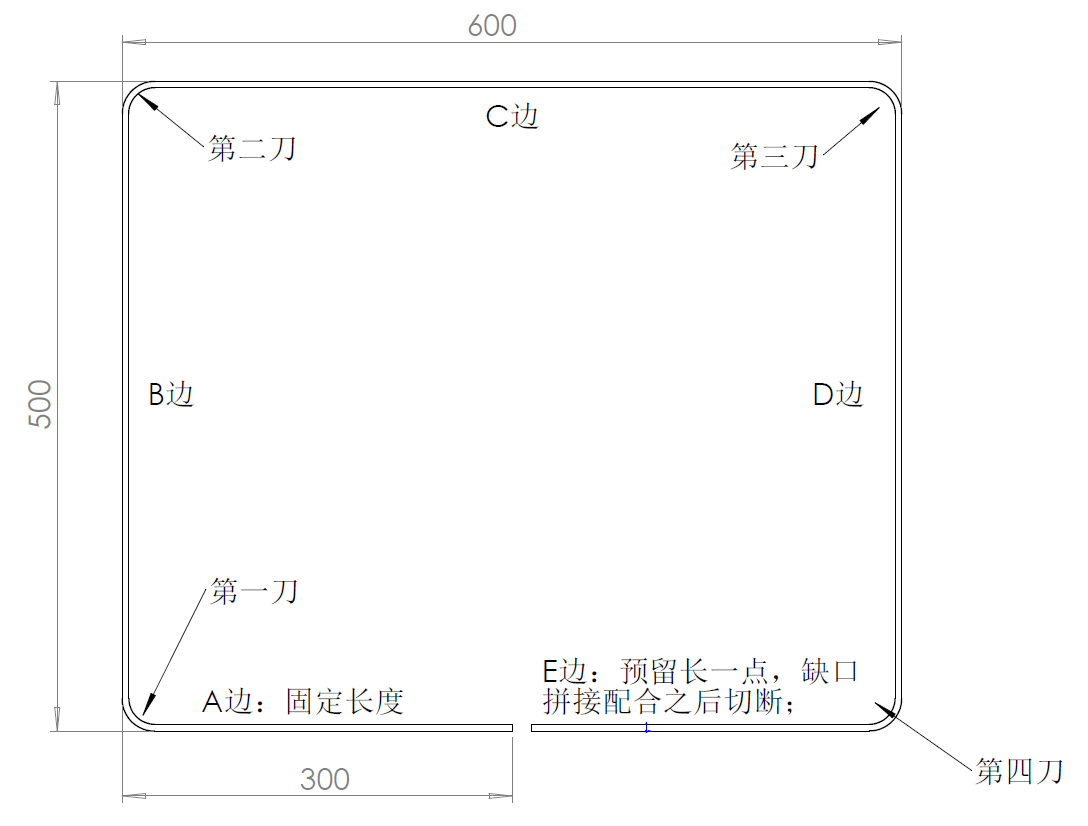
你的破口折彎是不是把型材需要折彎的地方的一個邊鋸掉一個90°的缺口,然后沿著90°角的頂點把另外一條邊折 ...
zlwjazz 發(fā)表于 2017-11-12 10:53
做套簡易的定位夾具,折彎后必然不準,然后放夾具固定后在折彎破口處焊接即可.然后打磨拋光,就看不出焊接的了 ...
魍者歸來 發(fā)表于 2017-11-12 14:20
折彎這個要看機床和工人師傅的水平了,,廢品率不低的說。我們這邊處理的時候都是四個角用ABS或者其他材質(zhì)的 ...
threetigher 發(fā)表于 2017-11-12 14:39
使用塑料角碼的方案考慮過,。如大俠所言,開模費用高,;另外一點就是,,多材質(zhì)顏色一致,無色差就非常麻煩了 ...
魍者歸來 發(fā)表于 2017-11-12 16:03
我們這里直接用的是高對比色的方式,鋁采用金屬本色,,連接角用的是橙色
丹楓911 發(fā)表于 2017-11-12 09:58
鋁型材能折彎嗎?
墨水撐破缸 發(fā)表于 2017-11-13 07:22
大部分鋁材因為有了截面形狀或是加了不同的合金,,不能折彎,,但是很多鋁板倒是是可以折彎的。
龍游大海 發(fā)表于 2017-11-12 15:05
可以用轉角型材組裝
藍色格 發(fā)表于 2017-11-13 14:26
我感覺這樣折彎可能不好看,。
threetigher 發(fā)表于 2017-11-13 14:32
請教下,哪里可能不好看,,有否更美觀的裝飾面做法,?謝謝!
藍色格 發(fā)表于 2017-11-13 14:52
折彎處開一個90°的切口,,是放不下折彎刀的,。必須切一個很大的口。
threetigher 發(fā)表于 2017-11-13 14:58
@藍色格
能不能這樣:刀寬 = 兩個翻邊內(nèi)空距離,?
藍色格 發(fā)表于 2017-11-13 15:01
兩個翻邊內(nèi)空距離是指什么,?
threetigher 發(fā)表于 2017-11-13 15:21
這樣折如何,?刀寬一定要>70么,?壁厚1.5;
藍色格 發(fā)表于 2017-11-13 15:44
這樣應該可以,。但是你那個折彎順序我感覺折不出來。上模會撞到,。
threetigher 發(fā)表于 2017-11-13 15:48
每邊長度都是400+以上,,感覺可以別一下;
或者正在想,,類似滾輪折彎機這種專機,,一次折一刀,或者一次 ...

龍游大海 發(fā)表于 2017-11-12 15:05
可以用轉角型材組裝
threetigher 發(fā)表于 2017-11-13 16:35
大俠是說這種轉角鋁型材嗎,?感覺:每角兩個接縫,;另外就是兩個端面,不知道有何遮丑的處理方法,。
塑 ...
threetigher 發(fā)表于 2017-11-13 16:53
@xiaobing86203 大俠請看34樓
threetigher 發(fā)表于 2017-11-12 11:45
嗯,有這個擔心,。
70長的外邊是裝飾面,;只要這里光滑,不出現(xiàn)裂紋,、皺紋即可,。
threetigher 發(fā)表于 2017-11-13 16:51
@zlwjazz 請看34樓,,大型鋁型材彎曲
threetigher 發(fā)表于 2017-11-12 14:43
@酥卜珂萘
@去缸活塞泵
@墨水撐破缸
 ,。
,。threetigher 發(fā)表于 2017-11-13 16:44
@丹楓911
@藍色格
xiaobing86203 發(fā)表于 2017-11-13 17:51
可以的,,這種應該也是6系的鋁型材,在壓鑄出來的過程中就已經(jīng)是彎曲的
酥卜珂萘 發(fā)表于 2017-11-14 09:20
出差了幾天,,沒上論壇,,今天才看見。你這個型材和我之前做過的電視機邊框差不多,,你可以搜搜電視機邊框無 ...
xy201314 發(fā)表于 2017-11-14 12:32
樓主:我個人認為這個沒有辦法折彎的,其它的細節(jié)我不去討論,,就四個封閉的折彎R角就無法實現(xiàn),。ID有時做出 ...
ToToFox7 發(fā)表于 2017-11-14 08:26
如果只是對70處的外側邊有外觀要求,,外套塑料裝飾框怎么樣?
zlwjazz 發(fā)表于 2017-11-14 09:06
本人目前從事輸送自動化,公司自己開模的鋁材,經(jīng)常要加工商折彎.
所以鋁材折彎根本不是個事,你只要找加工 ...
OkBosch 發(fā)表于 2017-11-14 09:28
看著像Interroll的物流輸送設備,!型材是6061的,這個轉彎型材是用滾道折彎機折的,,圓弧的折彎機不復雜的 ...
threetigher 發(fā)表于 2017-11-14 14:52
折直角的話,是否只能剪口,?
OkBosch 發(fā)表于 2017-11-14 15:00
是不是“只能”剪口我不知道,,但是我們型材折彎除了折圓弧的,其他直角的折彎一般都是剪口,。
希望能學習 ...
OkBosch 發(fā)表于 2017-11-14 15:00
是不是“只能”剪口我不知道,,但是我們型材折彎除了折圓弧的,,其他直角的折彎一般都是剪口。
希望能學習 ...
threetigher 發(fā)表于 2017-11-12 14:43
@酥卜珂萘
@去缸活塞泵
@墨水撐破缸
 沒接觸過鋁合金,,不太了解
沒接觸過鋁合金,,不太了解threetigher 發(fā)表于 2017-11-14 14:45
嗯嗯,,折彎是可以的。我這種和鋁板折彎其實沒區(qū)別,。我是要自己深加工,,沒加工商可尋,難點在于良品率,。謝 ...
藍色格 發(fā)表于 2017-11-15 08:22
樓主有材料的話,可以自己拿一個做一下試驗,,看好不好折,。好不好看。
huanghuang 發(fā)表于 2017-11-14 09:32
以前我們做個一個床,,包邊,,不過沒有翻邊,一開始那個缺口也不整齊,,后來我們通過多留出尺寸,,最后在處理, ...
春至秋依舊 發(fā)表于 2017-11-15 02:31
沒接觸過鋁合金,,不太了解
OkBosch 發(fā)表于 2017-11-14 15:00
是不是“只能”剪口我不知道,但是我們型材折彎除了折圓弧的,,其他直角的折彎一般都是剪口,。
希望能學習 ...
threetigher 發(fā)表于 2017-11-15 15:43
嗯嗯,缺口那里可以將E邊留長,,然后切短,。這樣可控。
我擔心的問題是4刀的定位和角度精度的問題,,如何控 ...
threetigher 發(fā)表于 2017-11-15 15:43
嗯嗯,缺口那里可以將E邊留長,,然后切短,。這樣可控。
我擔心的問題是4刀的定位和角度精度的問題,,如何控 ...
huanghuang 發(fā)表于 2017-11-18 15:37
假如要保證直角,,以前做法是折過90°,可能折過2度左右,,讓它回彈到90度,,不過不是非常精確的90度
huanghuang 發(fā)表于 2017-11-18 15:37
假如要保證直角,,以前做法是折過90°,,可能折過2度左右,讓它回彈到90度,,不過不是非常精確的90度
threetigher 發(fā)表于 2017-11-14 16:08
這種直角無痕折彎,現(xiàn)在都還是保密技術,。
13367335918 發(fā)表于 2019-9-25 08:20
做2塊折,,對角線焊縫
3691785 發(fā)表于 2019-9-20 13:41
模具拉伸的吧。,。,。
張zhb 發(fā)表于 2019-9-24 13:01
①鋁材折彎對材質(zhì)有要求
②有專門的鋁材型彎機及配套型彎模具
③鋁板折彎要刻線
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) | Powered by Discuz! X3.4 |