機(jī)械社區(qū)
標(biāo)題: 給初入夾具設(shè)計(jì)行業(yè)者的一封指導(dǎo)書 [打印本頁]
作者: jiajoin 時(shí)間: 2017-12-8 12:24
標(biāo)題: 給初入夾具設(shè)計(jì)行業(yè)者的一封指導(dǎo)書
對于初入夾具行業(yè)的人來說,這份材料在任何時(shí)候都能受用。它就像是一份對照表,,時(shí)刻規(guī)范指導(dǎo)你的夾具設(shè)計(jì)制造過程,。
(, 下載次數(shù): 59)
上傳
點(diǎn)擊文件名下載附件
下載積分: 威望 -10 點(diǎn)
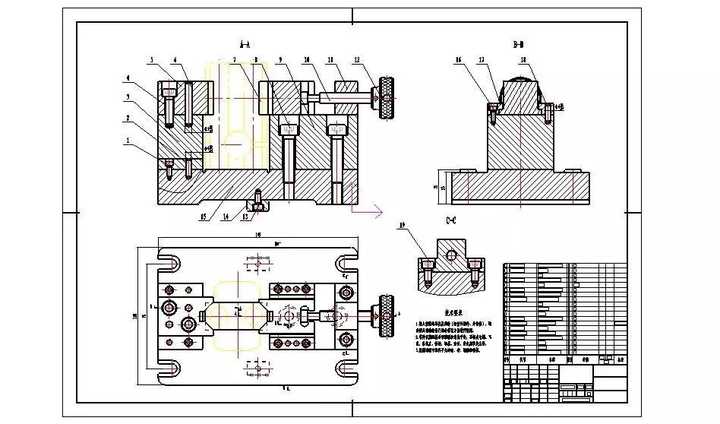
一種氣門搖桿軸支座工藝及工裝夾具設(shè)計(jì)圖
一、一個(gè)設(shè)計(jì)人員必備的知識及掌握程度要求
• 機(jī)械零件加工工藝——熟練
• 機(jī)械制圖——熟練
• 公差配合——熟練
• 夾具定位原理——熟練
• 光潔度選用——熟練
• 熱處理及表面處理選用——熟練
• 液壓與氣動元件選擇與管路配設(shè)(含密封)——熟練
• Solidworks,、Autocad軟件使用——熟練
• 成本觀念(技術(shù)經(jīng)濟(jì)原則)——熟練
• 定位誤差分析,。——熟練
• 夾緊機(jī)構(gòu)——熟練
• 材料選用——熟練
• 加工過程自動化——了解
• 廠內(nèi)現(xiàn)有設(shè)備加工能力與檢測能力——了解
二,、工裝夾具設(shè)計(jì)制造流程
第一步:方案階段
(一)整理和歸檔必要信息
整理和歸檔必要信息是正確理解客戶需求和順利設(shè)計(jì)的基礎(chǔ),。確定以下信息并歸檔:
1.產(chǎn)品圖紙(2D,3D檔);
2.配合機(jī)床型號,,是立式加工中心,?臥式加工中心還是車床?立加的話,,需要轉(zhuǎn)臺(四軸)嗎,?轉(zhuǎn)臺什么品牌?什么規(guī)格,?尾座需要我們提供嗎,?
3.工作臺大小,行程,,安全空間多大(最大可容納夾具范圍,,特別注意Z軸有無加高)?
4.機(jī)臺最大載重多少,?
5.是手動或氣動或油壓夾具,?是高壓還是低壓系統(tǒng)?
6.接油方式如何,?機(jī)臺中心出油呢,?還是機(jī)臺頂部供油,?還是保壓式?需要幾進(jìn)幾出油路,?
7.分油器需要我們提供嗎,?需要幾通路的?什么品牌的,?如果客戶提供,,那它的分油器是什么品牌的?安裝尺寸和方式如何,?幾通路的,?
8.液壓站我們提供嗎?(若我們不提供,,客戶液壓站供油壓力范圍多大?)
9.客戶方聯(lián)系人是誰,?職務(wù)?聯(lián)系地址,?電話,?手機(jī)?E-mail,?
10.客戶工藝要求(加工內(nèi)容,、前道工序狀態(tài))清楚嗎?
11.客戶提出定位點(diǎn),、夾緊點(diǎn),、氣密點(diǎn)要求了嗎?
12.客戶提出液壓元件品牌要求了嗎,?(若有,,什么品牌?)
13.方案圖提交日期如何,?
(二)方案討論
有效的方案討論是體現(xiàn)團(tuán)隊(duì)力量的最佳表現(xiàn)形式,。群策群力,設(shè)計(jì)出最能符合客戶要求和具有說服力的方案,。
一般包括:
1.定位確定了嗎,?可行性怎樣?
2.夾緊方式確定了嗎,?可行性怎樣,?
3.估算夾緊力了嗎,夾緊力足夠嗎,?
4.元件型號選擇合適嗎,,有無考慮成本?
5.最后確定夾緊機(jī)構(gòu),。(原則上力求機(jī)構(gòu)簡潔有效)
(三)方案圖繪制
方案圖是描繪定位,、夾緊、與機(jī)臺連接,、接油等方式的技術(shù)交流載體,。方案圖不宜過于詳細(xì),交代清楚上述承載信息即可,。注意以下事項(xiàng):
1.方案圖繪制結(jié)束后,,根據(jù)檔案管理員所編制的圖號命名;
2.圖面列清:
a.配合機(jī)床品牌,,工作臺大小,,行程
b.夾緊力源形式。(手動,,氣動,,液壓還是保壓)
c.客戶提供部件要用醒目字樣標(biāo)出。
d.列出主要市購品名稱和品牌,。
e.主要機(jī)構(gòu)名稱,。
f.定位原理和定位方式。
g.夾緊方式,。
h.主要外形尺寸標(biāo)注,。
i.夾具數(shù)量。
j.一次幾工位,。
k.主要加工內(nèi)容,。
(四)方案圖修改
客戶在收到方案圖后,會提出一些意見和建議或該變初步的方式,。根據(jù)新的要求,,再次列出存檔。注意不要刪除原先的檔案,。很多時(shí)候客戶在修改過N次后又回到初步的方案上,。這一點(diǎn)請謹(jǐn)記。
第二步:組裝圖階段
(一)繪制組裝圖
組立圖(3D,、2D)中包括結(jié)構(gòu)細(xì)化,、運(yùn)動極限位置推演計(jì)算、油路(油管)布置,、部件相互空間位置排布,、標(biāo)準(zhǔn)部品選型、運(yùn)動部件間隙處防屑處理,、容易排屑處理和主要受控尺寸標(biāo)注,。這一步是夾具設(shè)計(jì)的關(guān)鍵步驟。
1.結(jié)構(gòu)細(xì)化,。
a.定位檢查,。定位限制自由度分析,,防止欠定位和過定位。
b.定位誤差評估,。定位誤差分析,,一般夾具總誤差不大于工件最高精度的1/3。
c.夾緊力計(jì)算和夾緊機(jī)構(gòu)可靠性評估,。夾緊力計(jì)算以實(shí)際壓頭處鎖緊力為準(zhǔn),, 且不可忽視力在機(jī)構(gòu)中傳遞時(shí)會有變化效應(yīng)。由此來最終選定油壓元件型號,。另外,,夾緊機(jī)構(gòu)應(yīng)有較好的耐磨性能和穩(wěn)定性能。
d.結(jié)構(gòu)強(qiáng)度評估,。夾具結(jié)構(gòu)應(yīng)足夠強(qiáng)壯來對抗切削扭矩,。整體結(jié)構(gòu)力線應(yīng)閉合。
e.工藝性考慮,。機(jī)構(gòu)設(shè)計(jì)應(yīng)充分考慮工藝性,,最大限度容易加工、裝配,、測量,。比如:空間角度定位塊,若分解成兩個(gè)角度來設(shè)計(jì),,可大幅降低加工成本和調(diào)試,、調(diào)整時(shí)間。又如,,壓頭和壓臂分開等將易損件最大限度分離出來,,使易損件成本最大限度降低。再如,,易損件更換時(shí)盡量不動其它部件,。以方便維修和更換易損件。
f.標(biāo)準(zhǔn)部品選擇的成本觀念,。夾具零部件,,盡量采用標(biāo)準(zhǔn)品。
2.機(jī)構(gòu)推演,。
運(yùn)動機(jī)構(gòu)的各極限位置和運(yùn)動軌跡,,需要進(jìn)行3D模擬,主要目的是評估機(jī)構(gòu)的運(yùn)動可行性和防止干涉,。
3.油路布置,、各零部件位置排布及油路在組裝圖中的示意。
整體設(shè)計(jì)前應(yīng)對油路布置和各零部件位置排布關(guān)系大致做到心中有數(shù),。這樣能起到事半功倍的效果,。而不應(yīng)在各部件設(shè)置完成后才考慮油路布置,。另外,油壓回路中若需要節(jié)流閥,、減壓閥,、增壓器,、油壓指示表,、蓄能器、方向控制閥(手動開關(guān)或無泄露閥)時(shí),,也應(yīng)提前考慮在內(nèi),。油路排布及各元件位置應(yīng)在組裝圖中示意。以便與組裝配管,。
4.防屑處理和容易排屑處理,。
防屑處理主要應(yīng)用在各運(yùn)動間隙部位。如不能妥善處理,,容易產(chǎn)生卡死現(xiàn)象,。一般處理方式有:軸孔配合處,設(shè)置防塵圈,、受空間限制時(shí)可酌情用O型環(huán)(安裝槽需要放大公差)代替,。平面配合處,可用優(yōu)力膠片(適當(dāng)加裝襯托片)處理,。
容易排屑處理的原則是:加工屑盡量少的留在夾具內(nèi),,尤其是座金上嚴(yán)禁有鐵屑存積。一般處理方式為:設(shè)置排屑斜面,、加裝適當(dāng)鈑金,。同時(shí)要兼顧經(jīng)濟(jì)原則,以實(shí)用有效為宜,。從這個(gè)角度來說,,采用暗藏式管路才是上策。
5.在2D組立圖上應(yīng)該標(biāo)注出:主要受控尺寸和主要組裝形位公差,。以便于組裝后檢測,。
6.將客戶提供的刀具圖待入3D進(jìn)行模擬,確定有無干涉,。
(二)組裝圖審核
組立圖繪制完成后,,需要讓客戶進(jìn)行審核。為了便于客戶審核,,將3D圖轉(zhuǎn)e-drawing格式,、Autocad(2D)格式和夾具工作及放松狀態(tài)的照片格式文件。通常需要注意AutoCAD文件的版本需要另存為AutoCAD2000版本,,以防客戶版本低不能打開文件,。
(三)組裝圖修改階段
一般客戶在收到待審核組立圖后,,會根據(jù)自己的觀點(diǎn)和理念對“組裝圖細(xì)節(jié)提出意見或建議。針對這些信息,,應(yīng)當(dāng)以“讓客戶滿意”為原則進(jìn)行修改,。需要特別指出的是,當(dāng)感覺客戶對“待審核組裝圖”的設(shè)計(jì)思想和理念沒有完全理解時(shí),,要與客戶及時(shí)溝通說明,。客戶承認(rèn)并簽字回傳后,,方可進(jìn)行下一步工作
第三步:拆分零件圖與發(fā)圖前準(zhǔn)備工作階段
(一)拆分零件圖
拆分零件圖主要包括:尺寸標(biāo)注,、形狀和位置公差標(biāo)注、光潔度要求標(biāo)注,、技術(shù)要求編制,、材料選用。需要注意以下事項(xiàng):
1.形狀和位置公差和光潔度標(biāo)注以適度夠用為宜,,過嚴(yán)要求將會增大加工難度,。比如:需等高部件,可標(biāo)注先留余量,,然后配磨,。這樣會比加嚴(yán)各單件尺寸的加工效率提高許多。
2.材料選用,。焊接類部件及不承重的部件,,采用A3鋼;承重部件,,采用45#鋼調(diào)質(zhì)處理(HRC30-33),;定位銷、需滑動配合的部件,、座金等的工作表面,,需要淬火到HRC52-55。一般采用SKD11,。此種材料的價(jià)格較貴,,而此類部件基本都屬易損件。出于制造成本和維修成本考慮,,應(yīng)該最大限度分解此類部件的體積,。比如:座金可分解成墊片+墊高塊形式。
(二)“材料明細(xì)表”和“市購品明細(xì)表”編制
同一套夾具的“材料明細(xì)表”和“市購品明細(xì)表”圖號應(yīng)一致,�,!笆匈徠访骷�(xì)表”,當(dāng)需要在出圖前定制標(biāo)準(zhǔn)部品時(shí)。應(yīng)編制“出圖前市購品明細(xì)表”,。在編制“市購品明細(xì)表”時(shí),,應(yīng)在備注中注明“已購”字樣。以防重復(fù),。
第四步:零件圖會簽和審核
零件圖在發(fā)工前,,先由同事間檢查會簽。會簽后交主管審核,。主管審核通過后,,蓋章發(fā)工。
第五步:組裝,、檢測,、合模階段的跟蹤支持
1.檢查組裝是否正確。
2.檢驗(yàn)夾具能否達(dá)到預(yù)期設(shè)想,。如有問題,要及時(shí)解決,。
3.檢查夾具與液壓站的連接,。
第六步:圖面、客戶資料整理并存檔
夾具合模完成后,,整理出3D,、2D檔案。和客戶所提供作為設(shè)計(jì)依據(jù)的所有信息一并交資料室文員存檔,。至此,,設(shè)計(jì)工作流程基本結(jié)束。
第七步:加工過程確實(shí)依零件圖紙取料及按標(biāo)準(zhǔn)加工工序進(jìn)行加工
加工過程必須要有過程檢驗(yàn)及完成品精測的過程,。方可交由組裝人員進(jìn)行組裝,。
第八步:組裝人員依夾具總組立圖對每個(gè)零件進(jìn)行組裝前的清潔工作。
液壓內(nèi)藏油路需要徹底清洗吹凈,,方可組裝,。以防管路殘留鐵屑導(dǎo)致液壓缸損毀。經(jīng)由用戶提供的合模工件,。合模完成之后要在加工件上做明顯記號并拍照存查,,方能裝箱出貨。
第九步:配合安裝調(diào)試人員到客戶廠配合的重點(diǎn)
1.夾具裝箱時(shí)的吊裝工作要考慮吊裝變形及運(yùn)送過程中的震動造成的變形,。
2.夾具上機(jī)床前的基板底面與工作臺的清潔配合工作要確實(shí),。
3.安裝調(diào)試人員嚴(yán)格禁止操控用戶的機(jī)床。
4.必須要確認(rèn)加工件是否與合模工件有差異,。(一般客戶會有幾套模具)
5.教育培訓(xùn)用戶操作人員的基本理念,。嚴(yán)禁操作人員任意調(diào)整液壓元件(尤其是順序閥和增壓器)。
6.確認(rèn)液壓源的規(guī)格和實(shí)際供油壓力。
結(jié) 語
在每套夾具完成后,,回顧一下,,這套夾具在總體規(guī)劃和各個(gè)細(xì)節(jié)上有什么值得今后注意或改進(jìn)的地方。并作一個(gè)備忘錄,。這樣隨著日積月累,,設(shè)計(jì)水平才會不斷提高。
作者: 韓寒11 時(shí)間: 2017-12-8 12:26
學(xué)習(xí)夾具設(shè)計(jì)的好資料,,收藏了
作者: 樂花生 時(shí)間: 2017-12-8 12:38
謝謝分享學(xué)習(xí)心得
作者: 無聊的疼迅 時(shí)間: 2017-12-8 14:13
原來我再設(shè)計(jì)夾具的時(shí)候用到了這么多知識,。。
漲見識了
作者: 覃福永 時(shí)間: 2017-12-8 14:37
樓主非常不錯(cuò)的總結(jié),。
作者: 625142545 時(shí)間: 2017-12-8 15:24
對于初入行的來說還不錯(cuò)
作者: 俊俊時(shí) 時(shí)間: 2017-12-8 16:30
收藏先
作者: 淡星暗月 時(shí)間: 2017-12-8 16:42
看看,,學(xué)習(xí)一下
作者: destiny0991 時(shí)間: 2017-12-8 16:57
非常不錯(cuò),學(xué)習(xí)了
作者: 紫衣云夢 時(shí)間: 2017-12-8 17:45
謝謝分享
作者: 面壁深功 時(shí)間: 2017-12-8 20:32
盡管內(nèi)容有待深究,,面面俱到已經(jīng)是夠味了
作者: 張曉剛zxg 時(shí)間: 2017-12-8 20:54
感謝分享
作者: 魍者歸來 時(shí)間: 2017-12-8 21:23
確實(shí)干貨,,樓主威武
作者: 島城烈鳥 時(shí)間: 2017-12-8 21:33
收藏學(xué)習(xí)學(xué)習(xí)
作者: 島城烈鳥 時(shí)間: 2017-12-8 21:34
收藏學(xué)習(xí)學(xué)習(xí)
作者: 姚成明 時(shí)間: 2017-12-9 14:48
謝謝 雖然對我可能 沒什么用
作者: jiajoin 時(shí)間: 2017-12-12 11:46
謝謝支持
作者: 5555a 時(shí)間: 2018-3-7 14:06
原來我再設(shè)計(jì)夾具的時(shí)候用到了這么多知識。,。
漲見識了
作者: 初來乍到求知 時(shí)間: 2018-3-13 08:08
漲見識了
作者: 工兵96 時(shí)間: 2019-3-2 10:57
新人來了
作者: aguan1986 時(shí)間: 2019-7-2 16:37
謝謝分享
作者: UG770880 時(shí)間: 2021-6-9 21:48
謝謝分享
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |