�C(j��)�^(q��)
��(bi��o)�}: ÛȦ������и���z��Q���� [��ӡ���]
����: jiajoin �r�g: 2018-5-23 10:52
��(bi��o)�}: ÛȦ������и���z��Q����
ǰ��
���܊A�߂bֱ��Ո�����NJA�ߴ�ţС���ώ�����?gu��)�����ÛȦ������и���z�F(xi��n)���������ˇ���ߡ�����,��
1. ÛȦ����ӹ���ˇ
�D1
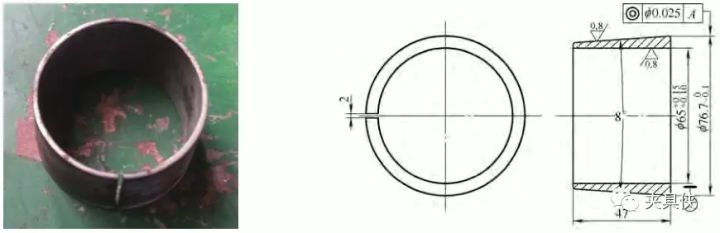
��D1��δע�A�Ǿ���R1mm����ʾ,��ÛȦ������|(zh��)��65Mn�����,���ӹ���ˇ���Ş飺��܇����ˎ��A�^��������{(di��o)�|(zh��)Ӳ�Ȟ�40��45HRC������܇��܇���F�漰С�˺Ϳ״�ˊA�^�������и�״�ˊA�^�Д���������0.2mm����ĥ����ĥ�F��ĥ��˳ߴ�50mm�������и�пp��2mm�����Q����ȥë�̣�,��
���и��ӹ���(n��i)����������F��Aĸ��λ��,���؏������Ќ���2mm,��������S�������C�Ώ����_�p,������пp�����������ܵ��S�����r,��������a(ch��n)������׃��,�������������ă�(n��i)�F��D�o,����������ͨ�^������׃�Σ���g�a(ch��n)���ܴ��Ħ����,���Ɍ��������f�o�C(j��)����ϵ�y(t��ng)�������B�ӵ���һ��ؓ(f��)�d,��
2. ��z�a(ch��n)����ԭ�����P(gu��n)��ʩ
ÛȦ����ӹ���,�����˷�ӳ��(j��ng)�������и��z����r����(y��n)�ؕr�����ÛȦ�����U,��
��1����z��ԭ���M(j��n)��ʩ,��
�ھ��и�ӹ��^���У�ͨ���J(r��n)���z����?y��n)�늘O�z��(qi��ng)�ȵͶ��������,���䌍(sh��)��z������ԭ�����g�Բ���,��
���M(j��n)��ʩ���z�龀�и�C(j��)�����и�z�����Ƿ����Ѽy�����ù����@�R�M(j��n)�Йz��,������l(f��)�F(xi��n)�����@�Ѽy�t���Q�½z,���нz��ֱ���ðٷֳߜy�������cԭ��Ҏ(gu��)����½zֱ������Ƿ����@�pС,������l(f��)�F(xi��n)�z�������@�pС�t���Q�½z,��
��2���C(j��)���ęz�鼰��ȡ�Ĵ�ʩ��
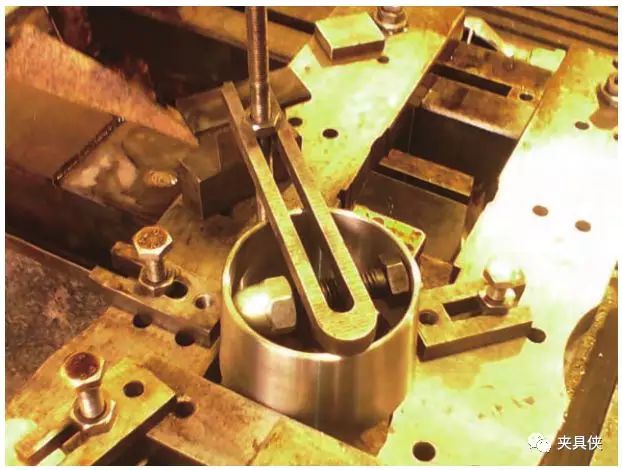
�z��C(j��)���߽z�C(j��)��(g��u)��λ��,�����փ��zͰ�͌�(d��o)�z݆�D(zhu��n)���`��,��ͬ�r���z����,����(d��o)�z݆�ǷָɃ����и��g�F(xi��n)��,���C(j��)�������Ӳ�����(y��ng)�����o�Ʉӡ�
��ȡ��ʩ���ٶ��ڙz�郦�zͰ����,����(d��o)�z݆,���ڶ�����ϴ�ϡ���(d��o)�z݆ģ�K,��
��3����(y��u)����������(sh��),��
�C�Ͽ��]�ӹ�Ч�ʣ���������(sh��)��ӹ��|(zh��)��,����z����,�����ӹ�������}����λ���}������3������(sh��)�M(j��n)���{(di��o)��,����(y��u)��ǰ,�������������(sh��)�քe���1����2��ʾ,��
��1 ��(y��u)��ǰ����������(sh��)
��2 ��(y��u)�������������(sh��)
��4�����r���Q����Һ,��
����(j��)����Һ�Č�(sh��)�Hʹ����r�����80��100h���Q������Һ,��
3.��ֹ��z�Ĺ�ˇ��ʩ
��1�����b���O(sh��)Ӌ,������(j��)ÛȦ����ӹ���ˇ�^�̼���zԭ�������������һ����z���b��Ҋ�D2,���D3����p�ٺͿ��ƃ�(n��i)��(y��ng)����ͻȻጷ�,�����CÛȦ���и��������M(j��n)��,��
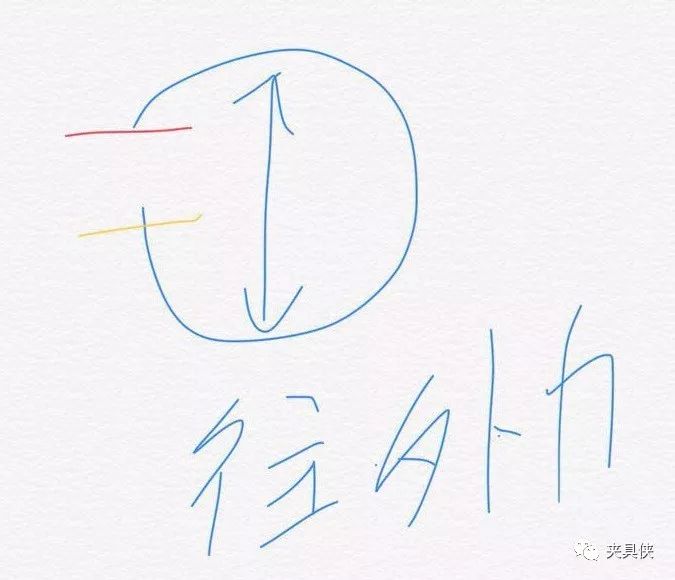
���w�����ǣ������������g����һ�ˎ����^���ݗU��ʹ�ݗU�����^����һ�������^����ױڽ��|,�������Ãɂ�����ͬ�r��ס�ݗU�������^�����^,�����෴�ăɂ��������ݗU�����^�����^��ĸ���ݗU�ϵ����^���S�����������L,��������ױڏ���ξo,���ݗU�˕r�oÛȦ���ʩ�����A(y��)�ӓξo�����@�����Á�����������_˲�g��(n��i)��(y��ng)����ͻȻጷ�,���_(d��)����ֹ��z�F(xi��n)��İl(f��)��,��
�D2
�D3 ����z���b�ӹ�ÛȦ
��2����ˇԇ�(y��n)����������(sh��)�ă�(y��u)�������b��(y��ng)�ú��z�F(xi��n)��õ��˿���,���҂��l(f��)�F(xi��n)ÛȦ�����2mm���пp�ߴ����ݗU�ξo������Ĵ�С���Ѕ^(q��)�e,����ο����ݗU�ξo���Ĵ�С�ǿ��Ƴߴ�2mm����Ҫ���ء��ݗU�ɶ˵����^�������^픾o�����(n��i)�ױں�,���ɰ��ְ�o��ĸ�Ͱ���1,��2���S���ཻ��60��Ľ��ǡ�
˼ �S �� ײ
Q1�������v��80-100С�r�и�Ч�����@�½�Ҫ�Q�z,������֪������Ч���Ƕ���?���Д�ʲô��r�ǽzԓ�Q��,��
A�����и�Һ��Ӌ�����r�g�_(d��)��80-100С�r��Ҫ�M(j��n)�и��Q��
Q2����z��Ҫԭ���Ǹ��ĕr��(y��ng)��ጷŰѽz�D��,�������Ժ����_���b,�������(n��i)�ו�����׃����,��
A�����_���b���������һ��׃�Ρ�
Q3�����и�����ʹ��,���f�zĥ�p��ʲô�̶ȵĕr��,���Д���Q���ȷ�ǧ�ֳߜy��,�������f�z���˶���߀��,����ô�Дࣿ
A����Ҫ��ʹ�Ì�(sh��)�H�^���нz�ēp�Ĕ��ѕr�g,��18�z�f�z�pС3��4�z�͕��M(j��n)�и��Q,������и�Ҫ�ߕ��^�m(x��)ʹ��,��
Q4����z�������ǂ��U�����ױ����f�z��,�����ô��F��ס����߀�����������
A������˨��ס��Ŀ�ľ��ǿ��ƃ�(n��i)��(y��ng)��ጷŌ��f�z�A��,��
Q5�������ӓ���,����һ�����^ȥ�ĕr������_�����_��ڶ����^ȥ�Ŀ϶�С��2mm,���S��һ�����_,���tɫһ���Y(ji��)��,�����A����
�D4
A���p������ˇ��(sh��)�(y��n)����,�����ֽ��dz�60��,�����Dz��ų���(d��ng)�������_��Ļؿs���AͲ��������S�����_�����ߵēp�����^���,��
Q6���ɲ����������湤�b�ķ���,���ѹ����S����_�Ժ�Ȼ��ѹ��bȥ��,����������Ȼ��B(t��i)��,���ѹ����É��壬������,�����߲��É���,������Ȼ��B(t��i)�º�մס��Ȼ�����þ��и�������һ��,����Ҫ�е�λ,�����������ѳߴ���һ��,����ʣ�µ��������,���и�һ�Σ��@���Dz��Ǿ��ܱ��C�ߴ���,��
A����ԇ�Ƶĕr���ǿ��Ե�,���ڴ������a(ch��n)�rҪ�M(j��n)�й�ˇ��(y��u)����ԇ�(y��n)���ڈD3�нo����ԇ�(y��n)�ķ���,����(d��ng)ȻҲ���ų��гߴ��к�С����r,���@�r���������f����Ȼ��r���a(b��)��ӹ��ی��ϸ�
6 i$ v1 X" l* a6 _2 Z% H
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |