機(jī)械社區(qū)
標(biāo)題: 薄壁件內(nèi)腔加工方案 [打印本頁]
作者: jiajoin 時間: 2018-8-6 16:57
標(biāo)題: 薄壁件內(nèi)腔加工方案
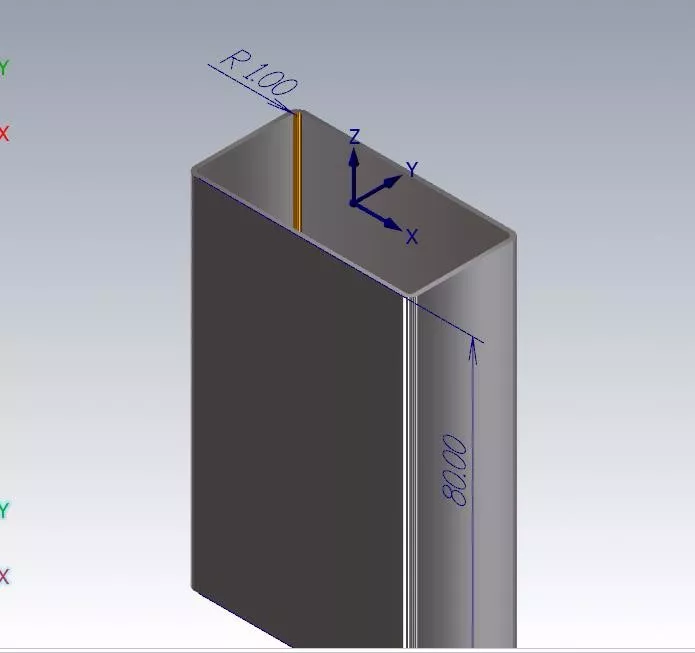
難題一: 薄壁件內(nèi)腔加工方案
具體工況:鋁件,,80深,壁厚1mm
圖1
思維啟迪
A:鋁焊,,通的再冷焊個底,。
B:試試先掏內(nèi)腔,上四軸,,盒子套在脹型工裝上,,尾座頂住盒子底面,銑四周,。
C:量小的話好辦,,可以蠟或者石膏,量大的話,,還是要做內(nèi)撐裝置,。
D:做拐角刀。
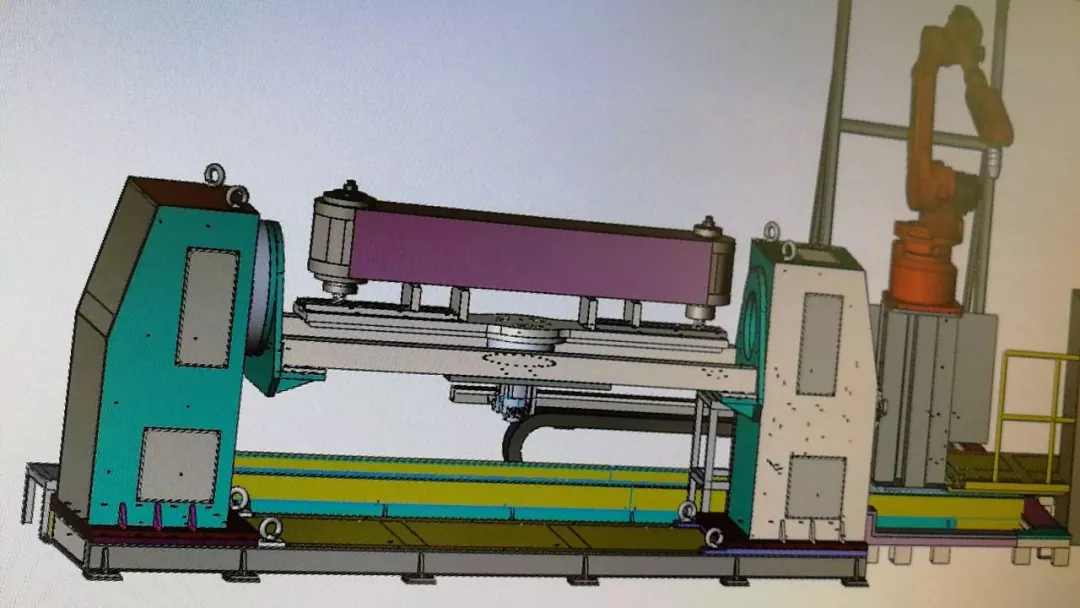
難題二:自動化裝夾方案
具體工況:內(nèi)孔范圍60到160,,重量600kg�,,F(xiàn)在是手動裝夾的,想改為自動裝夾,,買了兩個氣動卡盤行程太小不實(shí)用,,想用電磁鐵就怕溫度太高影響吸力,,有沒有好點(diǎn)的內(nèi)撐結(jié)構(gòu),。
圖2
圖3
思維啟迪
A:定制2個二爪同步夾具,爪做成內(nèi)撐的,。
圖4
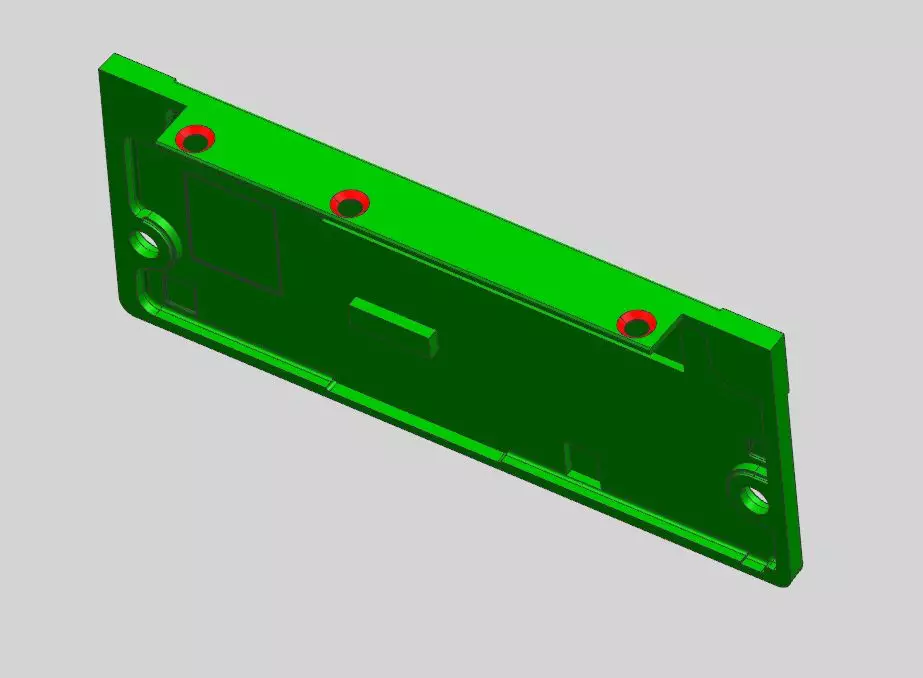
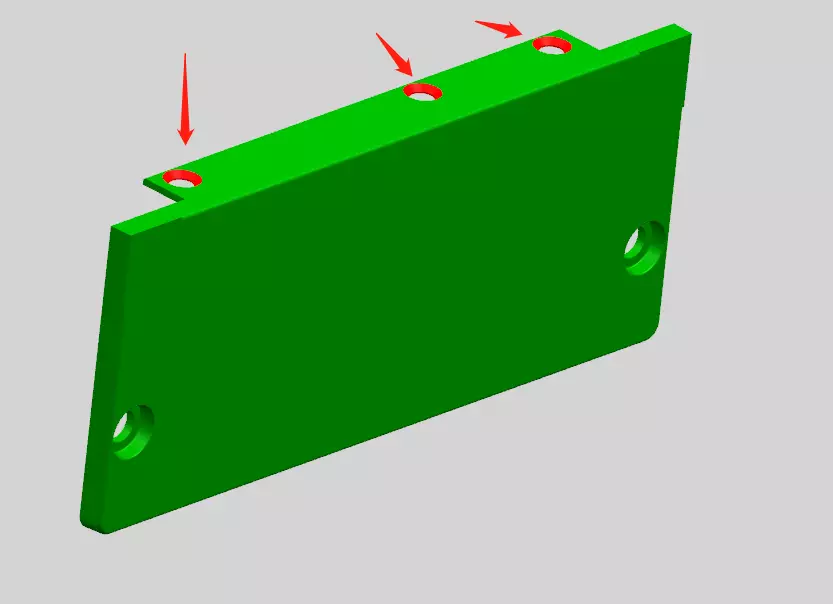
難題三:高效率沙拉孔加工夾具方案
具體工況:
圖5
圖6
思維啟迪
A:基準(zhǔn)支撐氣缸壓住正面,,真空吸盤吸。
B:
圖7
; p. ~7 ] Q' h( |9 F. y
作者: 遠(yuǎn)祥 時間: 2018-8-6 17:13
這種鋁材為什么不直接開鑄造模生產(chǎn),?
作者: 軍CSJ 時間: 2018-8-6 17:57
說真的,,我看著亂亂的。第一個,,不可以折彎之后焊接嗎,?是內(nèi)腔還是表面要求高?或者折彎焊后加工,?第二個,,目前360°旋轉(zhuǎn)的話,自動裝夾除了液壓,,氣動裝置有點(diǎn)懸啊……你這幾個問題,,涉及范圍還是很廣的,,進(jìn)來學(xué)習(xí)學(xué)習(xí)。都解決了希望可以分享出來,!真心感謝啊
作者: 彭貴飛 時間: 2018-8-7 07:59
圖三東西好熟悉
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |