<sup id="o0t0d"><dfn id="o0t0d"></dfn></sup>
|
|
| |
|
<button id="o0t0d"></button>|
|
| | | |
|
<strike id="o0t0d"></strike>
|
<samp id="o0t0d"></samp> |
機(jī)械社區(qū)
標(biāo)題: 一文看懂快換夾具的選擇與使用 [打印本頁(yè)]
作者: jiajoin 時(shí)間: 2018-8-8 10:16
標(biāo)題: 一文看懂快換夾具的選擇與使用
本篇內(nèi)容將會(huì)分享:快換夾具常見(jiàn)的接口種類(lèi)、接口選用原則,、快換系統(tǒng)的視頻講解,、以及零點(diǎn)定位系統(tǒng)在發(fā)動(dòng)機(jī)盤(pán)環(huán)件中的應(yīng)用,。很多零件在加工中準(zhǔn)確定位和安裝一般需要停機(jī)輔助時(shí)間,,而帶機(jī)外定位找正的系統(tǒng)可以解決此弊端。
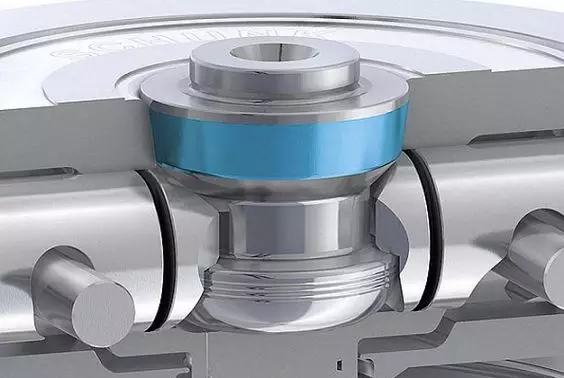
快換夾具常見(jiàn)的接口種類(lèi)目前,,市場(chǎng)上常見(jiàn)快換夾具的接口按形狀分主要有:片狀(EROWA,、3R定位片),柱狀(VB,、JERGENS球鎖,、HAINBUCH、SCHUNK,、AMF),,短圓錐(HSK、EROWA的MTS托板系統(tǒng)及3R,、AMF,、SCHUNK零點(diǎn)定位),異形(3R的齒形)等,。
圖1 短圓錐接口
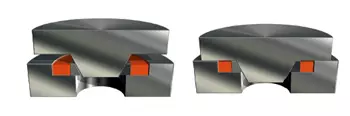
快換夾具的接口從原理上分主要有:微變形型(EROWA,、3R的片狀);精密配合型(VB,、SCHUNK,、AMF的柱狀);過(guò)盈配合型(JERGENS球鎖,、HAINBUCH的柱狀);過(guò)定位型(HSK的錐面組合)等,。
圖2 HSK原理接口
快換夾具接口選用的原則快換夾具接口選用原則最主要的是基準(zhǔn)重合的原則:
- 對(duì)產(chǎn)品加工精度高,切削力大的大型零件可選3R,、 EROWA,、AMF等零點(diǎn)定位系統(tǒng),重復(fù)定位精度在0.002~0.005之間,,其工裝成本高,;
- 對(duì)加工精度高,切削力輕(磨削,,電加工等)的小型零件可選EROWA卡盤(pán)定位片系統(tǒng),,重復(fù)定位精度在0.005之內(nèi),其工裝成本較高,;
- 精度高的中小形零件可選用HAINBUCH定位銷(xiāo)系統(tǒng),,重復(fù)定位精度在0.003之內(nèi),其工裝成本較高,;
- 對(duì)精度適中的大中小形零件可選用JERGENS球鎖定位銷(xiāo)系統(tǒng),,重復(fù)定位精度在±0.013之內(nèi),其工裝成本較低。
5 ~1 v4 A, P/ Y1 @( a3 H/ C
快換系統(tǒng)示例EROWA的MTS零點(diǎn)定位系統(tǒng)是一種模塊化開(kāi)放的定位夾持系統(tǒng),,可由單MTS卡盤(pán)組成單個(gè)托板化或多個(gè)MTS卡盤(pán)組成托板化,,在機(jī)床工作的同時(shí)工件能在機(jī)外做好找正裝夾準(zhǔn)備。有定位夾持快速預(yù)覽,、自動(dòng)清潔功能,,可配合自動(dòng)化生產(chǎn)線使用。
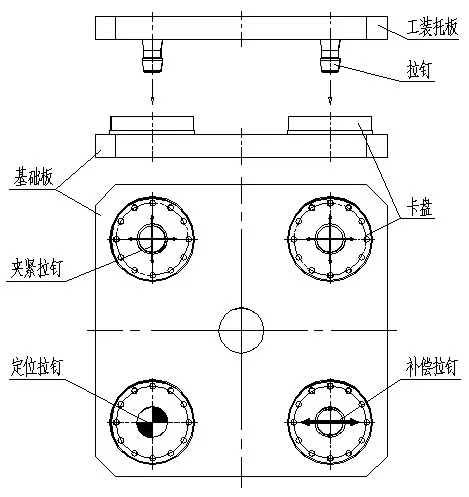
/ R6 Q" k8 n$ U( O: \MTS零點(diǎn)定位系統(tǒng)組成示意如圖3,,其主要由卡盤(pán),、工裝托板、定位拉釘,、補(bǔ)償拉釘,、夾緊拉釘、基礎(chǔ)板等組成,。最簡(jiǎn)易的MTS零點(diǎn)定位系統(tǒng)可由兩個(gè)卡盤(pán),、定位拉釘、補(bǔ)償拉釘,、工裝和設(shè)備工作臺(tái)組成,,將卡盤(pán)安裝在機(jī)床工作臺(tái)上,定位拉釘和補(bǔ)償拉釘直接裝在工裝上就可組成零點(diǎn)定位系統(tǒng),。
圖3 MTS零點(diǎn)定位系統(tǒng)示意圖
對(duì)于大型工件使用的MTS零點(diǎn)定位系統(tǒng),,可根據(jù)工件及設(shè)備具體情況任意組合,工裝托板和基礎(chǔ)板可以是圓形或方形,,卡盤(pán)數(shù)量根據(jù)基礎(chǔ)板大小來(lái)確定,除必須有定位拉釘和補(bǔ)償拉釘來(lái)確定工裝托板的位置外,,其余卡盤(pán)處選夾緊拉釘,,采用氣動(dòng)和液壓操作,可實(shí)現(xiàn)自動(dòng)鎖緊和解鎖,。
零點(diǎn)定位在盤(pán)環(huán)件夾具中的應(yīng)用• 盤(pán)環(huán)件的結(jié)構(gòu)特征與工藝特點(diǎn)
圖4發(fā)動(dòng)機(jī)
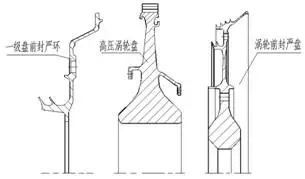
發(fā)動(dòng)機(jī)中各種盤(pán),、環(huán)類(lèi)零件較多,有渦輪盤(pán),、整體葉盤(pán),、壓氣機(jī)盤(pán)、封嚴(yán)盤(pán),、封嚴(yán)環(huán)等,,如圖5所示,其共性特征是為圓環(huán)形,,盤(pán)類(lèi)零件外沿上為葉片或榫槽,,中間為定位安裝孔,孔與盤(pán)沿之間為帶型面的輻板,型孔或有安裝孔,,封嚴(yán)環(huán)和封嚴(yán)盤(pán)類(lèi)零件還有密封齒槽等,。
圖5 盤(pán)環(huán)件結(jié)構(gòu)示意圖
以高壓渦輪盤(pán)為例,其主要的工藝路線為:毛料—粗車(chē)前后探傷端面—探傷—粗車(chē)前后端—粗車(chē)內(nèi)型—車(chē)前后端基準(zhǔn)—磨前后端基準(zhǔn)—半精車(chē)前后端—精車(chē)前后端—拉削榫槽—銑前后端面型孔及槽—磨前后端基準(zhǔn)—無(wú)損檢測(cè)—特殊工藝—終檢—入庫(kù),。
• 零點(diǎn)定位系統(tǒng)在盤(pán)環(huán)件夾具中的應(yīng)用
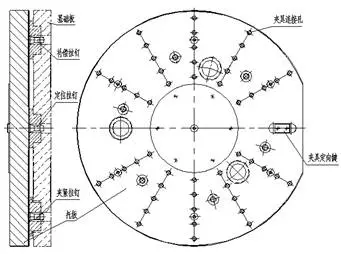
圖6 帶MTS卡盤(pán)的基礎(chǔ)板示意圖
盤(pán)環(huán)類(lèi)零件在加工中使用的設(shè)備主要為各型數(shù)控車(chē)床和加工中心,,零件的準(zhǔn)確定位和夾具在設(shè)備上的正確安裝所需輔助時(shí)間較長(zhǎng),造成設(shè)備停機(jī)等待,。圖6為帶MTS卡盤(pán)的通用基礎(chǔ)板示意圖,,其由基礎(chǔ)板、7個(gè)定位卡盤(pán),、初定位銷(xiāo)等組成,,操作拉釘夾緊的油道采用暗油路。
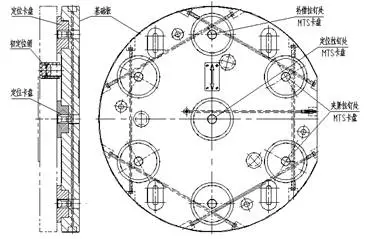
圖7 帶MTS拉釘?shù)墓ぱb托板示意圖
圖7為帶MTS拉釘?shù)墓ぱb托板示意圖,,裝有定位拉釘和補(bǔ)償拉釘各一個(gè),,其余裝5個(gè)夾緊拉釘。
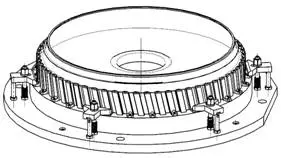
圖8渦輪盤(pán)夾具示意圖
圖9 渦輪盤(pán)封嚴(yán)盤(pán)夾具示意圖
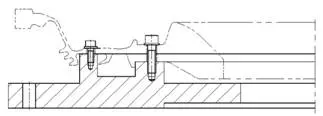
圖8為渦輪盤(pán)夾具示意圖,,圖9為渦輪前封嚴(yán)盤(pán)夾具示意圖,,圖10為帶MTS定位系統(tǒng)的機(jī)外找正裝置示意圖。
圖10 帶MTS定位系統(tǒng)的機(jī)外找正裝置示意圖
工作時(shí)將通用基礎(chǔ)板在機(jī)床工作臺(tái)上找正安裝好,,把分別裝夾有工件和夾具的托板定位夾緊在基礎(chǔ)板上,,開(kāi)動(dòng)機(jī)床就可加工。同時(shí)在機(jī)外,,把第二個(gè)裝有夾具的托板定位安裝在找正裝置上的基礎(chǔ)板上,,裝上工件進(jìn)行機(jī)外定位找正裝夾,節(jié)約輔助時(shí)間,。
' a5 z) Z$ B0 j% I) |) B
作者: xinjiyuan丶 時(shí)間: 2018-8-8 10:51
感謝樓主整理
作者: 李佳禾 時(shí)間: 2018-8-8 13:09
謝謝
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |