| <noframes id="yemio"><tfoot id="yemio"></tfoot></noframes> | |
|
| |
|
機械社區(qū)
標題: 斜油孔加工方案 [打印本頁]
作者: jiajoin 時間: 2018-8-24 10:00
標題: 斜油孔加工方案
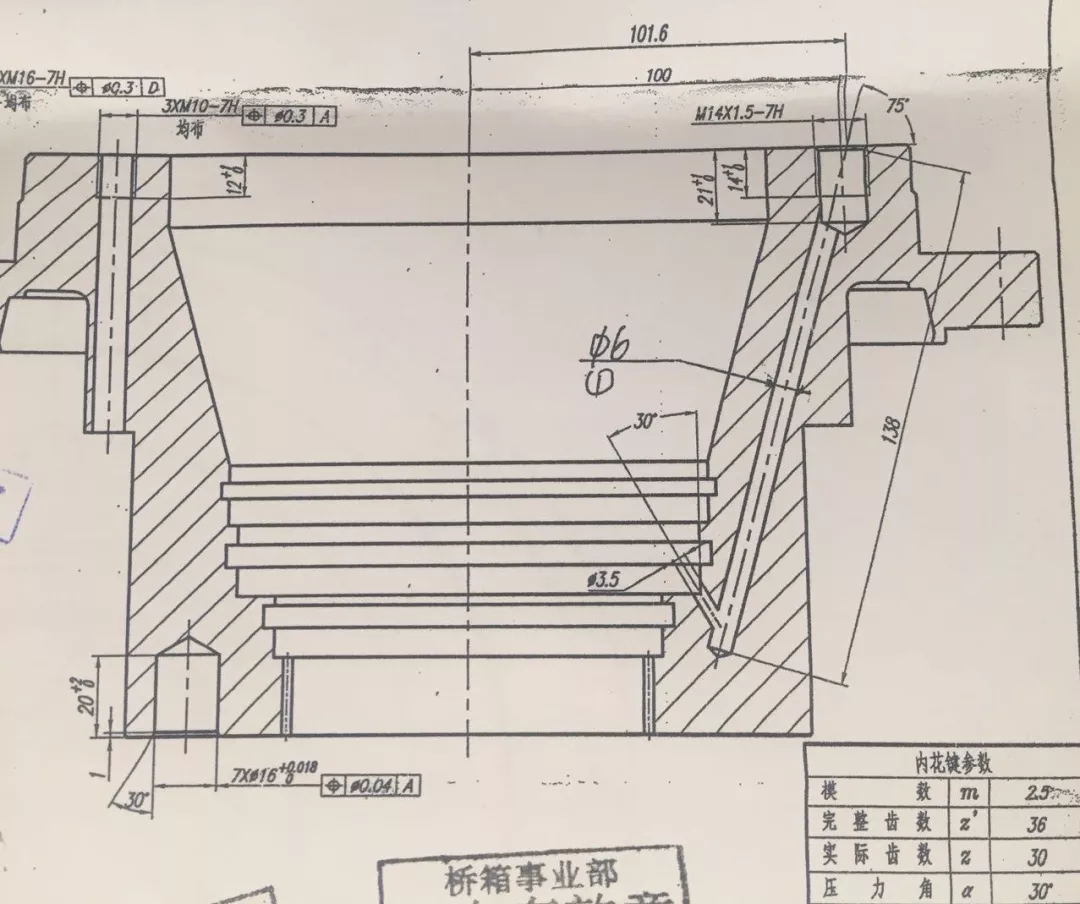
難題一: 斜油孔加工方案具體工況:20多件,。
圖1
思維啟迪A:先打有空,,后做M14。
B:把活擺個角度,鉆床干,。
C:做工裝唄,,深孔先用平頭鉆鉆個平面,,然后中心鉆點窩,,預孔鉆打2D,再打深孔,。簡易工裝就一塊斜鐵+2個銷子,。
D:銑刀踩平再鉆。
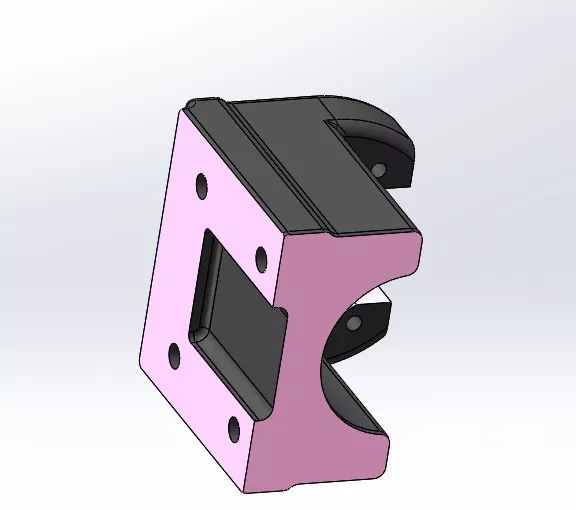
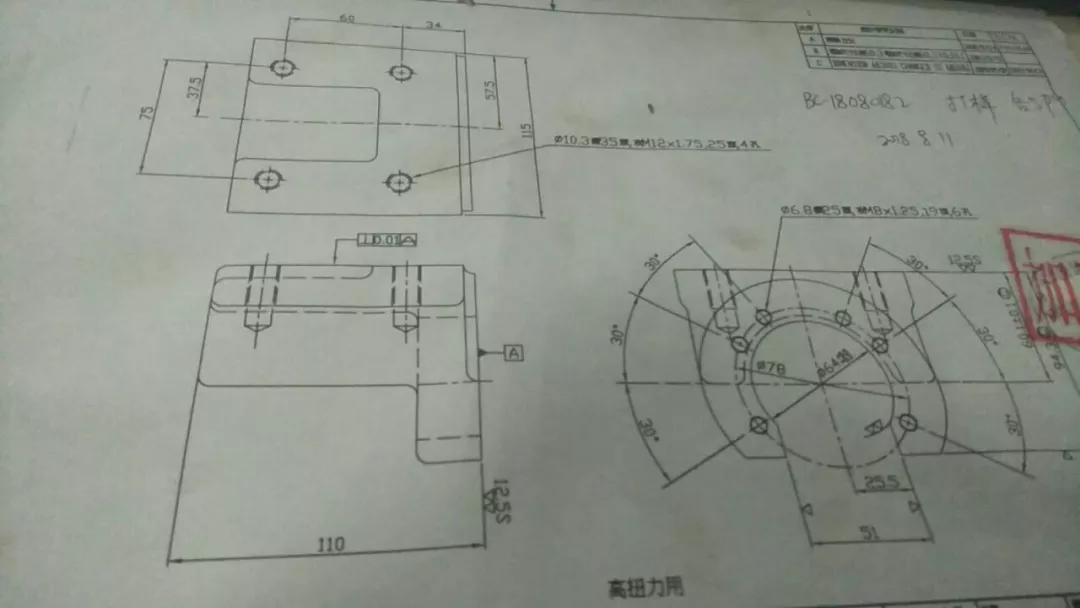
難題二:四軸臥加加工鑄件夾具方案具體工況:FC300,,粉色面均需加工,,要設計夾具一次性加工完。
圖2
圖3
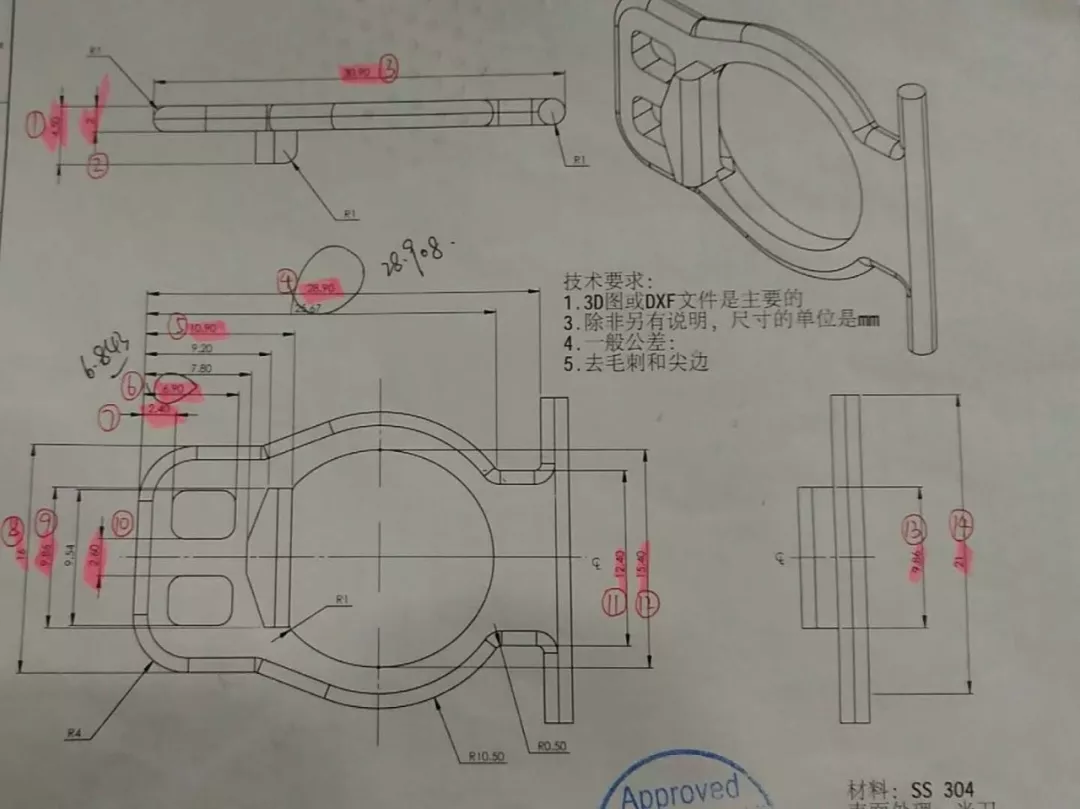
難題三:小件批量生產(chǎn)裝夾方案具體工況:材料304不銹鋼,,厚度兩個mm,,加工35x20x6毛胚料。
圖4 加工后工件
圖5
圖6
思維啟迪A:如果量大,,開模具,,加熱模壓。
B:板料做,。
% }1 s$ z: J9 c# ^. E+ X& ]. y
作者: 魚兒雷 時間: 2018-8-24 10:52
好奇細長孔切削怎么清除,?
作者: 劉英玉 時間: 2018-8-24 11:24
j& T @3 @* B: k
激光加工不可以么' a' }* r5 p+ H$ M+ b; R+ H5 U
作者: 魚兒雷 時間: 2018-8-24 11:49
0 y! g5 x8 v6 l, |
不了解,,虛心求教
6 U* U; K" b3 w1 U/ x K
作者: 劉英玉 時間: 2018-8-24 13:22
* R2 p9 r2 U/ Q0 O
細長孔也可以銑削加工7 E. @ t7 n0 d' c3 V- X
作者: holm 時間: 2018-8-24 14:43
Φ6的孔長徑比已經(jīng)20多了,即使普通孔也不容易,,建議做工裝用槍鉆加工(可以在槍鉆專機或在帶內冷功能的機床上執(zhí)行)
( M- n% O+ A% z: d3 s& c eΦ3.5的小孔可以做有機玻璃導套,,在小孔電火花上加工,效率也不低
作者: holm 時間: 2018-8-24 15:02
從全局的角度,,零件的成本和質量是設計出來的,,我們制造方窮盡智慧不過是修修補補的工作,,最好的方案是設計工程師設計出加工工藝性好的產(chǎn)品,所以也可以請設計人員看看有沒可能通過多段孔堵銷子等方式實現(xiàn)功能需求
作者: 韓寒11 時間: 2018-8-24 21:02
斜孔面銑平,,制作專用工裝,,用槍鉆加工,可以保證工件精度
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |