�C(j��)�^(q��)
��(bi��o)�}: ���S��ˮ�����ֽ��� [��ӡ���]
����: �h(yu��n)�� �r�g: 2018-9-10 11:01
��(bi��o)�}: ���S��ˮ�����ֽ���
��������� �h(yu��n)�� �� 2018-9-9 21:24 ��
. u% g! P G2 A7 l) Z
' W5 y- J+ N2 v% a- M9 e3 b܇�g��ˮ�����ֵ�ԭ�t,�����Ը����飺���ɂ����ء��ɂ��رܡ�,��
3 q+ s% K2 d& {4 T, ~5 ]# I�ɂ����أ���r��Ų�,�������һ��
�ɂ��رܣ��u�Ͳ��֡��B�\�Ͳ���
7 Z: e! ?+ q' \0 R8 T
- r' S4 x) A& F- Z* q
��Ԫ�b�侀�����벼��֮һ�ǻ����Ͳ���
( q3 W* z9 A5 p8 F1 z. ^
1.����ԭ�t����������ЙC(j��)�Y(ji��)��,�����P(gu��n)(li��n)�����з���ԭ�t,����ˮ������ԭ�t��2.��̾��xԭ�t���M���p�ٰ��\,�����̲����Խ���,��ֱ���\�С�
: G& \5 W+ W: g( @3.ƽ��ԭ�t����վ֮�g�YԴ����,���������ñM��ƽ��. U& Y/ W& R( T( T6 e: [( f
4.�̶�ѭ�h(hu��n)ԭ�t���M���p���T����\,�����f�@�NNon-Value Added�Ļ�ӡ� q. T4 x6 B& d+ I
5.��(j��ng)��(j��)�a(ch��n)��ԭ�t���m��(y��ng)��С�������a(ch��n)������,���M�������ÿ��g,���p�ٵ������ԭ�t! U/ H% I. _# P, } k$ |0 K
6.���g�Ե�ԭ�t����δ��׃�����г�֑�(y��ng)׃���������Џ���,�������С������NĮa(ch��n)Ʒ,����(y��u)�ȿ��]��U���;����֡��h(hu��n)�Ͳ��ֵ�2 `& ]$ y6 u, y2 [1 B
7.���e��ԭ�t�����a(ch��n)����Ҫ�M���ܳ�ֵĿ��]�@�ԭ�t,����һ���ȏ�Ӳ���������A(y��)���e�`,���p�����a(ch��n)�ϵēpʧ��
4 F+ H: ^* [; n' c7 A
��r��Ų�,����ҪĿ����ϣ���T���܉����һ����Y(ji��)���I(y��)��ʽ,���܉�?q��)��F(xi��n)һ�˶��C(j��)��һ����Y(ji��)�cһ�˶��C(j��)Ҫ��һ���T�����^����β,����ˆT���DŽӑB(t��i)��,���Q֮�顰Ѳ�����I(y��)����
8 I: x: G5 U# a. ~
8 q) J- d) j7 c4 s- C0 `% L' h�����I(y��)�T����Ʋ��,����������r��Ų���Ԓ,����(d��ng)�T���M(j��n)����һ���ӹ����I(y��)�r�����b�A�����㲿�������(c��)���T�����I(y��)��������,���@Ҳ������rᘵ�Ŀ�ġ����T���͕��ߵ���һ��λ����Ѳ�ص�Ŀ��Ҳ���_(d��)����,��
( x3 D7 |" g% O) \" K' f
�����һ�£���ָԭ������ںͳ�Ʒ������һ��,����ʲôҪ������һ����,��
& J* j b& n# s# u; c2 \4 i" U, J( _5 Z/ E
���ȣ������ڜp�ٿ������M,�����O(sh��)����ڲ�һ��,�����I(y��)�T����Ѳ�����I(y��)����ô��(d��ng)һ���a(ch��n)Ʒ���a(ch��n)����,��Ҫȥ����ȡһ��ԭ���ϼӹ���Ԓ,�����I(y��)�T�͕����֣����ϛ]�в��Ͽ������a(ch��n)���ij�Ʒ�a(ch��n)�����ߵ�ԭ����Ͷ��ڣ��@�Εr�g�����M,����������һ�µ�Ԓ,�����I(y��)�T���̾Ϳ���ȡ���µ�ԭ�����M(j��n)�мӹ����Ķ������˿������M,��
5 @2 Q# R$ V3 b" F( H# s
�ڶ�,�����������a(ch��n)��ƽ�⡣���ڳ����һ��,�����ֱ�Ȼ�ʬF(xi��n)��ơ�U�����Π�,���@ʹ�ø�����dz��ӽ����Ķ���һ����ͬ�r������������ṩ�˿���,���@������˹��������`����,���Ķ�ȡ�ø��ߵ����a(ch��n)��ƽ���ʡ�
0 s' y; ~5 [: B, Q$ S2 u�u�Ͳ��ְ����a(ch��n)���ָ��һ�����Ϊ��Ĺ�����Ԫ,����ȱ�����چ�Ԫ�c��Ԫ֮�g������x���o�������f(xi��)��,��
, L$ o& N3 {' }8 |3 Q$ @6 R
2 n6 B, l% W! ]- f. l�B�\�Ͳ��������]�п��]������,������형��ĽY(ji��)�����@�N�����e�`���ÙC(j��)���O(sh��)����߹����_�����I(y��)�T�������g,��ʹ��������형�,������Ʒ���ӣ���Ԫ�c��Ԫ֮�g���֧ԮҲ׃�Î�������,��
# I8 \6 s% L0 R% y# J! Z
& r3 W/ f5 t; y L& [' n5 Z# H v
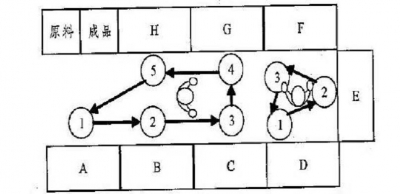
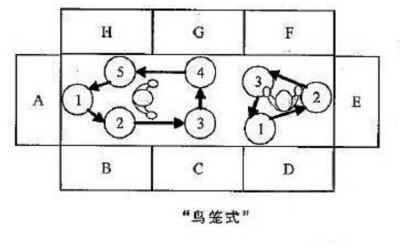
�����Ͳ������ɶ�����Ԫ��ͬ�M��,���ǰ��ա��ɂ����ء��ɂ��رܡ�ԭ�t�M(j��n)�в��ֵĽY(ji��)��,���@�N������������߆�Ԫ�g�Ļ����f(xi��)��,���Ķ�������a(ch��n)��ƽ���ʡ�����ʽ�������M(j��n)�С������f(xi��)�����ı�Ҫ�l��,��( e L0 v3 E2 B3 c# T: h
9 m" j; Q2 k* g4 v+ g# i4 X/ M
: N) r( f4 u# ^
�������I(y��)�ͺ����\�ӈ��ϵĽ���ِһ��,���ڽ��Ӆ^(q��)��������(qi��ng)���x�ֿ����m��(d��ng)?sh��)ď��a(b��)���������x��,���ڹ�����Ҳ��һ��,����Ԫ֮�g�����I(y��)�TҲҪ�Ѯa(ch��n)Ʒ�������һ��ȥ���f�����ǰ��Ԫ�����I(y��)�T���`�˕r�g,�����Ԫ�����I(y��)�T�͎���ǰ��Ԫ�ęC(j��)����ж�®a(ch��n)Ʒ,���@�N�������@Ȼ����������ʽ�����֞�ǰ��,��
. W( S7 V$ f- y T9 v$ G
6��һ���������a(ch��n)������
���������a(ch��n)������,���������ϵăɂ����棬߀�и���Ҫ��������Ҫ���],���������a(ch��n)�������Ŀ��(bi��o)��Ҫ�������棺
: K5 _( L# R7 u* {1 K% H& O) Z(1)ʹ���ϰ��\�ɱ���С��,��
(2)���g����Ч���ã�
(3)�ڄ�������Ч����,��
(4)���چT��֮�g,���T���c������֮�g���T���c�Ñ�֮�g����Ϣ��ͨ,��
4 B- E, p' D; @& ] P8 j���ˌ��F(xi��n)�����Ŀ��(bi��o),����õķ�������Ҫ���O(sh��)�䲼�ֳɡ�U���ͣ����F(xi��n)��һ�����������a(ch��n),�,���һ����(One��Piece Flow)�����a(ch��n)��ʽ��ָ�a(ch��n)Ʒ�����a(ch��n)�^���бM�����F(xi��n)С������݆�D(zhu��n)������džμ�������,��
' J1 K) Q1 n( G- ?: {5 v���ǜp������Ʒ��(sh��)������÷���,�����������a(ch��n)�����M�����ߡ����Ļ��A(ch��)��Ҫʹ�ӹ����a(ch��n)������ˮ�b�侀һ����ˮ��,����Ҫ������ƿ�i�����O(sh��)���������,�����Ҫ�M��ƽ�����a(ch��n)�����p���O(sh��)��Įa(ch��n)�ܓpʧ,��
5 X2 P/ q. s. ~. N# V( x* p- y( Q9 s; R
܇�g��ˮ������һ��w�{�����ɷN�����y(t��ng)��һ���������a(ch��n)������(�����ӹ���������O(sh��)��)��u�Ͳ���,���S���������a(ch��n)˼����ƏV�����y(t��ng)���a(ch��n)��Խ��Խ��ر�U�����a(ch��n)��������,�������y(t��ng)���a(ch��n)������������ȱ�c��һ���˲������_�O(sh��)��r�����ڡ����е����M��,�������˄ڄӏ�(qi��ng)�ȣ�ͬ�rҲ���܌��F(xi��n)�ˆT�����Ի��{(di��o)��,��
+ w- x; V5 m) g' q" H
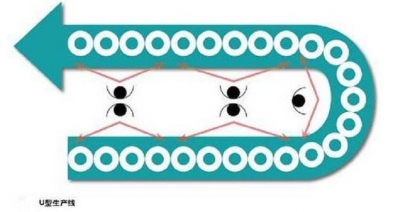
1 h0 A6 a$ _2 x% F+ Q% l����U�Ͳ�����,�����a(ch��n)���[����U�ͣ�һ�l��ˮ���ij��ں��˿�����ͬλ�ã�һ���ӹ�λ���п���ͬ�r�����ׂ���ˇ,������U�Ͳ�����Ҫ���B(y��ng)���ܹ�,�����p���˲������M��λ��(sh��)���Ķ��s������,�����Ч��,��ͬ�rҲ�p���˲������������˳ɱ���,��
" S9 N4 ^! r7 P+ z3 A
����: ��һDngZhMn �r�g: 2018-9-10 11:24
�ܲ��e���Y��,�����x����
����: �h(yu��n)�� �r�g: 2018-9-10 19:12
r J& C4 r0 Y' Y+ ?/ K
���͚�,�����a(ch��n)���O(sh��)Ӌ�đ�(y��ng)ԓ���õĵ�,��
- K$ @- B/ Z0 w" L) \4 g9 l# T
����: �����ں� �r�g: 2020-5-16 20:27
�W(xu��)��(x��)��
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |