平時(shí)我們經(jīng)常提到的3軸、3+2軸,、5軸等加工方案,,他們的區(qū)別是什么?先給大家介紹一下:
* a. A4 \6 b5 ^
3軸加工方式
, _+ h2 I# w6 `; y
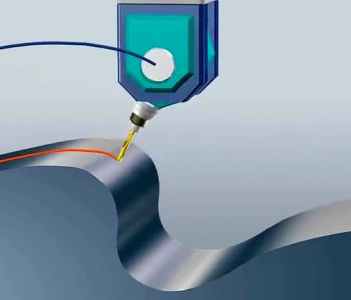
1 K- m! n2 `1 {. G/ j" X3軸加工由直線進(jìn)給軸X,、Y,、Z進(jìn)行加工。加工特點(diǎn):切削刀具方向在沿著整個(gè)切削路徑運(yùn)動(dòng)過(guò)程中保持不變,。刀尖的切削狀態(tài)不可能實(shí)時(shí)達(dá)到完美,。
" N7 g" D2 m: L1 y9 |( @) K# `7 F6 s* _, G, e7 Z& _6 C
) ~- b' W5 x0 V/ l0 c7 L% _
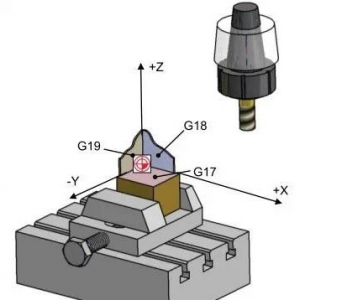
兩個(gè)旋轉(zhuǎn)軸先將切削刀具固定在一個(gè)傾斜位置,再由進(jìn)給軸X,、Y,、Z進(jìn)行加工。這種機(jī)床也叫定位五軸機(jī)床,,可以使用西門(mén)子的CYCLE800功能進(jìn)行編程加工,。CYCLE800 是一種靜態(tài)平面轉(zhuǎn)換,可以通過(guò) 3+2 軸機(jī)床加工(例如回轉(zhuǎn)頭或回轉(zhuǎn)臺(tái))定義空間中的旋轉(zhuǎn)工作平面,。在此工作平面,,可以編程 2D 或 3D 加工操作。
* d) p* j% Z4 Z" ]* x
# g( @& B2 s: k" C% O, f+ D
加工特點(diǎn):回轉(zhuǎn)軸總是旋轉(zhuǎn)到加工平面垂直于刀具軸的位置進(jìn)行加工,,加工期間加工平面保持固定,。
% ~. E% M: C/ |
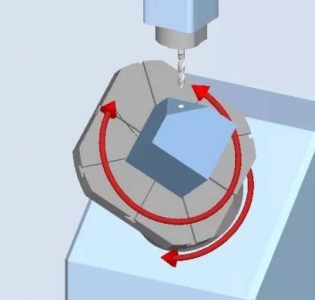
7 ?8 F5 ^& \# E" L$ S5 r/ x$ U5軸加工由進(jìn)給軸X,、Y、Z及繞X,、Y,、Z的旋轉(zhuǎn)軸A、B,、C中任意5個(gè)軸的線性插補(bǔ)運(yùn)動(dòng),。西門(mén)子的運(yùn)動(dòng)轉(zhuǎn)換指令TRAORI能很好的支持5軸轉(zhuǎn)換。
# m( V( n. D' V. r
3 H; M; U5 X- o& E加工特點(diǎn):在沿著整個(gè)路徑運(yùn)動(dòng)過(guò)程中可對(duì)刀具方向進(jìn)行優(yōu)化,,同時(shí)進(jìn)行刀具直線運(yùn)動(dòng),。這樣,在整個(gè)路徑上都可保持最佳切削狀態(tài),。
. j: o7 [; N S* }+ L& |) F/ ]" r+ ~9 J0 L; |$ f0 C I& D1 b/ H, m
% q! d" p: u+ L" z9 n( S那五軸機(jī)器的優(yōu)勢(shì)如何體現(xiàn)呢,,這里分享一個(gè)哈斯UMC-750P機(jī)床同時(shí)加工28個(gè)零件的例子。通過(guò)轉(zhuǎn)臺(tái)與夾具的設(shè)計(jì),,以及在五軸加工程序中將零件的三個(gè)加工面合并在一個(gè)加工程序,,實(shí)現(xiàn)減少循環(huán)時(shí)間的目的。
9 w3 w4 v. K0 w0 Q+ Q9 i% \1 U, E+ M
轉(zhuǎn)臺(tái)可以通過(guò)精準(zhǔn)的定位,,擴(kuò)大原本的加工空間,。經(jīng)過(guò)精心設(shè)計(jì)的夾具,不僅能提高加工的效率,,而且還能減少機(jī)器的閑置,操作人員也能從中抽出身來(lái),。
% ` G- d% a/ `; w; K8 J' V5 C3 p% v. E
. z& b4 n4 K# I; B, E1 [
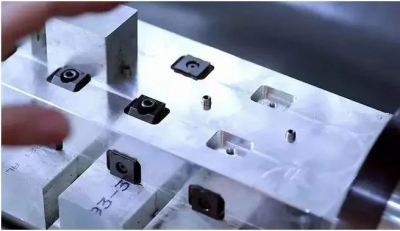
比如加工下圖這樣的零件的前三個(gè)面,,如果使用虎鉗的夾持方式,每個(gè)零件總共需要264秒(裝夾時(shí)間不計(jì)),。
/ N8 s6 {% J7 p4 z
( r" z9 U. U6 y: K" `通過(guò)設(shè)計(jì)更緊湊的夾具,,充分利用轉(zhuǎn)臺(tái)提供的加工空間,能夠有機(jī)會(huì)一次加工28個(gè)零件,。
5 a3 ]' ^+ p) [; Y# H. d' Y
8 g J' m$ n1 k
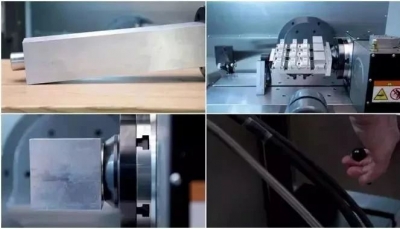
在夾具的制作上,,選用一個(gè)尺寸為114mm*114mm*550mm的鋁合金作為基體,選用定位銷(xiāo)作為定位,,選用占用加工空間更小的壓緊夾具,,以便更快的裝夾。
2 i1 r, o0 q% Y4 Q& s9 y0 R/ y8 X' m
& E8 e4 B) B/ ^5 e# _再銑平基體的四個(gè)面,,為每個(gè)零件加工一個(gè)定位銷(xiāo)孔,,2個(gè)用來(lái)避空鎖緊夾具的槽,以及2個(gè)用來(lái)鎖緊的螺紋孔,,這就是所有的制作步驟,。
, Z3 x; K8 f' g6 N8 }) s# M
+ h8 N4 M6 m: @- T! H夾具的整套組成包括:28個(gè)定位銷(xiāo),、56個(gè)定位鎖緊塊(可重復(fù)利用)、56個(gè)螺絲,、扳手,。這樣的夾具設(shè)計(jì),能將原本的加工時(shí)間264秒縮短到202秒(裝夾時(shí)間不計(jì)),。這意味著加工時(shí)間已經(jīng)減少了23.5%
& O: ]$ g5 }0 k7 I& \& j& o
0 X- l( O" K/ `* Q* s6 ^4 A9 N1 X
不僅如此,,由于加工程序已經(jīng)將零件的三個(gè)加工面合并在一個(gè)加工程序中,這樣單個(gè)程序的循環(huán)時(shí)間就變成了95分鐘,,在這期間,,機(jī)器一直在保持加工,無(wú)需等待操作人員的頻繁裝夾,,這將大大減少操作人員的勞動(dòng)強(qiáng)度,。
`" c9 t8 N/ x+ Q* C6 v