�C�^(q��)
���}: ���b���ϼ���̎����11����Ҋ���}��� [��ӡ���]
����: jiajoin �r�g: 2018-9-28 10:28
���}: ���b���ϼ���̎����11����Ҋ���}���
�ڹ��b�A�ߵ��OӋ������,��ʹ�ú�������,����������������ϼ���̎���x�����l(f��)���Ć��},��Ӱ푵��a(ch��n)Ʒ���|(zh��)������̎���@Щ���}�r,���������܆ΏIJ��ϼ���̎��������(n��i)�M�и��M,��߀��Ҫ�����b�A�߽Y(ji��)���M�и��ġ�
���}һ��V �͉K���鶨λ�����A�ι����M�ж�λ�r,��������üӴ�ĊA�o���M�Џ���A�o������45䓻�20Cr�M�НB̼���,���t���ڶ�λ�����c�����龀���|,����λ��e�ϵĉ����^��,�����Ҳ��ϱ���Ӳ����(n��i)��ܛ,�����a(ch��n)������,���Ķ�������V�͉K��ʹ�É�����
̎��������V �͉K�IJ��Ͽɲ���̼�ع����T8A,��T10A��Ͻ��CrWMn,��CrMn�����Ӳ�Ȟ�58��63HRC,���@�ӾͿ������V �͉K��ʹ�É���,��
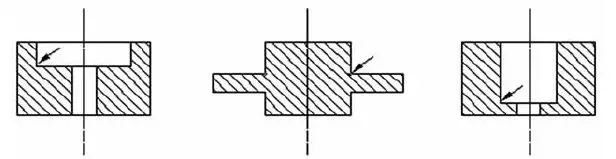
���}��������Щ�Π����������ܑ������������̎��r��s�ٶȲ�����,�����a(ch��n)���Ѽy,����D1��ʾ�����������̼�ع�������죨�OӋ�r���M�����⣩,���ڴ��r�����a(ch��n)���Ѽy,��������Ȧ���ѡ�
�D1 �O�a(ch��n)������Ѽy�����
�����^��ָ�����ѵIJ�λ��
̎��������
�ٸļ�Ǟ�A��,��������r�a(ch��n)����������,�������m�����Ӻ�ȣ�
�ڽ��������Ӳ��Ҫ��,�������ȟ�̎��,����Cе�ӹ����k�����죻
���x�ô��Ժ�,�����^������sҲ�ܴ�Ӳ�ĺϽ�䓁�����,��
�܌����a(ch��n)���Ѽy�IJ�λ���丽�����M�д�Ӳ̎����
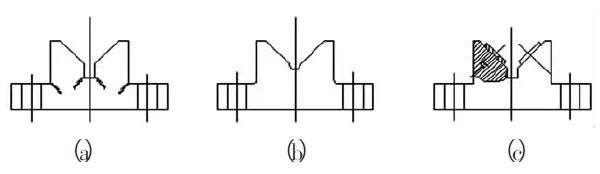
���}����Ȳ�������?gu��)���ֱ����Ĵ��Ͷ�λ������D2a��ʾ�Ĵ���V�͉K��,������̼�ع����T8A��Ͻ��CrMn������,�����rҲ���a(ch��n)���Ѽy����D�Д��Ѿ���ʾ̎,��
�D2 ����V�ΉK��������Y(ji��)����Ӱ�
̎��������
�ٌ�ֱ���D(zhu��n)��̎�ijɈA���^��,����D2b��ʾ��
�ڸ��ýM��ʽ�Y(ji��)��,����D2c��ʾ,���ڶ�λ������Ը�Ӳ�ȵĉ|Ƭ���@��V�͉K�����w�t���Բ����ø�Ӳ�Ȳ���,����̎�|Ƭ����ᔺ��N���M�й̶�,���������@�N�Y(ji��)����Ӱ�V�Ͳ����ƽ���ԣ���������λ���������һ�����韩,��
�����V�Ͳ����ܵĊA�o������,���t���Բ��ÝB̼䓣�35䓻�20Cr��,���@��Ҳ���Ԝp�ٴ���_�ѵĿ����ԡ�
���}��������Ҫ���@���N�ӿ����,���������]�����@�ķ���Ͳ���Ӳ�ȵ��Pϵ,���͕��l(f��)���������@�Ć��}��
�D3 ���@�������Ӳ�ȵ��x��
̎����������D3��ʾ�ɂ���Ҫ���@�����,�������@������������,�����x�����Ӳ�ȕr��ע���²��װ����@��λ��Ӳ�Ȳ��ܸߣ���t�������M�����@,������װ��������λ��Ҫ��Ӳ��,�����Բ��ÝB̼��M�оֲ��B̼��M���@һҪ��
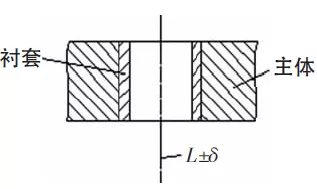
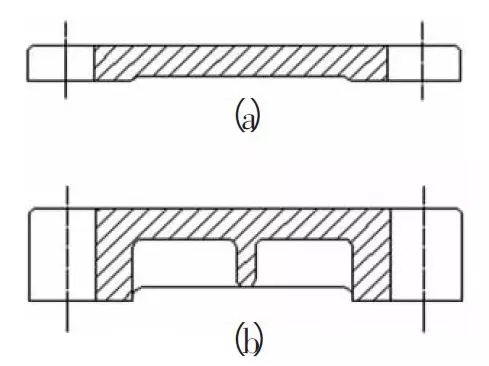
���}��������Ҫ���IJ���,���粻���]����ϵ�Ӳ�Ȍ����Cλ�þ��ȼ��������Ե�Ӱ�,���t���ܝM������Ҫ���ʹ��Ҫ����D4��ʾ�ĉ��ײ���,���r�׃�(n��i)����Ҫ���^�ߵ�Ӳ��,��������λ�óߴ�L�Ĺ����Ҫ���^���r���������w���b����Ҫ�ڟ�̎�����M�мӹ�,������@һ��λ��Ӳ�Ȳ��ܸ�,����t���y���������M���M�мӹ���
�D4 ���ײ�������Ӳ�ȵ��x��
̎��������������w��������λ��Ҫ���^�ߵ�Ӳ��Ҫ��,���t���ÝB̼䓁�����,�����M�оֲ��B̼��M��ʹ�õ�Ҫ����ijЩ��r��,��������w��Ҫ����ȫ�����Ӳ�ȵIJ���,���t�r����A�����ֵ�Ӳ�ȣ��Ա��⡰Ӳ��Ӳ���ĉ���ʽ,���˕r,���r�ɲ��ÝB̼䓣����(n��i)���M�оֲ��B̼���_����Ӳ��,��������A���B̼�Ա��ֵ�Ӳ��,��
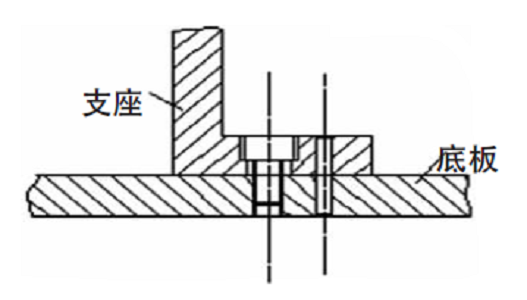
���}�����ڴ���ƽ���͵�������D5a��ʾ,��������ƽ���ƽ��ȼ��֮�g��ƽ�ж�Ҫ���^��,����Ҫ�ù����ӹ������C�r,�����������ϣ���45䓣�,���tʹ�������y������������Ȼ׃��,�������ױ��C����Ҫ��,��
�D5 ����ƽ���ε����IJ����x���������ĽY(ji��)��
̎������������ƽ������Բ����T������HT21-40���^��,�������Y(ji��)���Π�Ҳ�����������ģ���D5b��ʾ,����̎��ע��,���T�����ԵĺÉģ���Ҫȡ�Q�ں����Ľ�����ʽ,�����������üӏ���,�������ˆμ�������ں��P���T���ıں�,�������b�A�߁��f,��ͨ��ȡ12~16mm���ɡ�
���}���ߴ��^���Ӳ�Ⱥ;���Ҫ���^�ߵ����,����D6a��ʾ�ɿܽ����ں�ܲ���������wʽ�@ģ��,����ʹ���ß�̎��׃���^С�ĺϽ�䓣����M�о��ӹ����M�П�̎��,��Ҳ���a(ch��n)���^���׃��,���Ɖğ�̎��ǰ���ӹ����@�õľ��ȣ����C�����@ģ��ľ���Ҫ��,����������Ҳ����(j��ng)��,����������Ӳ�Ȳ��ߵIJ�����45��ڟ�̎�����M�о��ӹ����t��ʹ�Õr������ĥ�p,��
�D6 ���wʽ�@ģ��ğ�̎��׃�μ������@�đ���
̎�������������@�N�@ģ��ɲ���Ӳ�Ȳ��ߵIJ���,����σɂ�ĥ������@�ף���D6b��ʾ,�����ĥ������@�ă�(n��i)��A����ƽ��,���������ڟ�̎�������M�о��ӹ����@�ӾͿ��Ա��C�ߴ羫�ȵ�Ҫ��,��
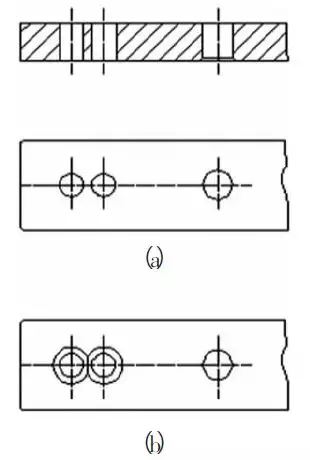
���}������ʹ�Õr����ĥ�p�ĝB̼����,���ڷ��ޕr���������B̼��ĥ�������ҝB̼����Խ����Ӳ��Խ��,���@�Ӿ͕�Ӱ푹��b�A�ߵ�ʹ�É���,��
̎����������ĥ�p���صġ���(j��ng)����Ҫ���ı���,����ò��ýM��ʽ�Y(ji��)��,��������ĥ�p̎肸�Ӳ�ȵ�̼�ع���䓻�Ͻ���Ƴɵ������
���}������e�ĝB̼����,�������׃���^��,�������^����ĥȥ׃�����ɶ˝B̼��Ҳ�ͱ�ĥȥ��Ӱ�ʹ������,��
̎��������
�ٜp�ٝB̼�������e,���Ğ���m(x��)���棬�@�ӿ��Ԝp��׃����,�����ɜp����ĥȥ�ĝB̼��,��
�����w��������ÝB̼���ϣ�������������ø�Ӳ�ȵ�̼�ع���䓻�Ͻ����������,���ijɽM��ʽ�Y(ji��)��,��
���}ʮ�����T�X���鹤�b�A�����w�r�������c���M���^ӯ��ϵ�������綨λ�N,����λ�S�ȣ�,�����ܵ���׃�d�ɻ��^����������r�������T�X�ĽM�����^����,�����װl(f��)���Ʉ�,��
̎���������ѹ��b�A�ߵ����w�������T�X�Ğ��T�F����ϣ��@�ӿ������^ӯ��ϵ��ι���,��
���}ʮһ�A�o�b���c���b�A���������������|��Ħ������,�����������^����]���O����ĥ�|�M�б��o����˕���ĥ�p���Ӱ푹��b�A����������,������Ҫ��(j��ng)������,��
̎���������ڹ��b�A�������^���ĥ�p�^���صIJ�λ�����O����ĥ�|�M�б��o,���@����ĥ�|������Ӳ���^�ߵIJ��ρ�����,�����x��T8A�Ȳ��ϣ�Ӳ�Ȟ�53~58HRC,������Դ�A�߂b��
; Q( k( c5 v5 D: \9 t5 _
����: wellwalkr �r�g: 2018-9-28 12:30
�W��,�����x����
����: eddyjay �r�g: 2018-9-28 14:54
���e
| �gӭ���R �Cе��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |