機(jī)械社區(qū)
標(biāo)題: 為什么鐵屑總是纏到工件上?這幾招可以幫你解決 [打印本頁]
作者: xinjiyuan丶 時間: 2018-12-13 17:50
標(biāo)題: 為什么鐵屑總是纏到工件上,?這幾招可以幫你解決
因切屑纏繞,、工件不能裝卸
▼
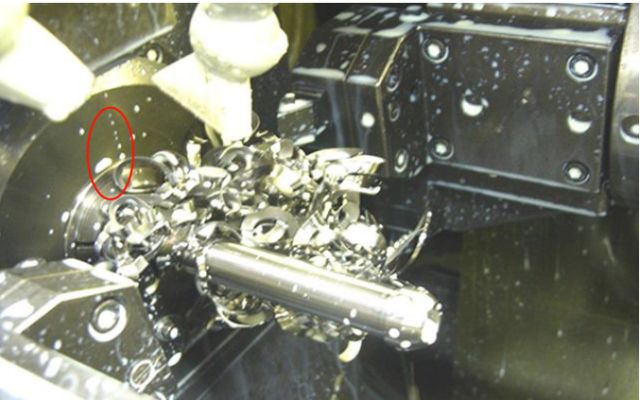
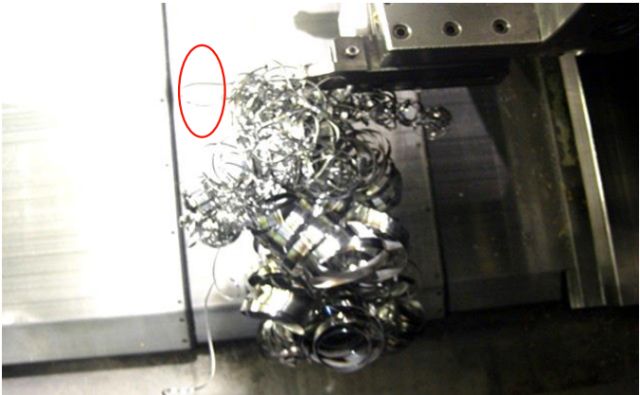
▲
加工結(jié)束時、必須去除切屑
切屑纏繞,、排出口堵塞
▼


▲
切屑纏繞,、工具壽命短
: e& A0 b& `$ e5 \; `: A7 I( l' a這些切屑引起的麻煩,你經(jīng)歷了幾種,?如果全中,,說明你對加工的工件很不熟悉,這種方式會嚴(yán)重造成你的效率低下,,別人加工了100件,,你也許才加工了90件!
+ f+ t* Y& K, P; @, i) }, c2 H2 n
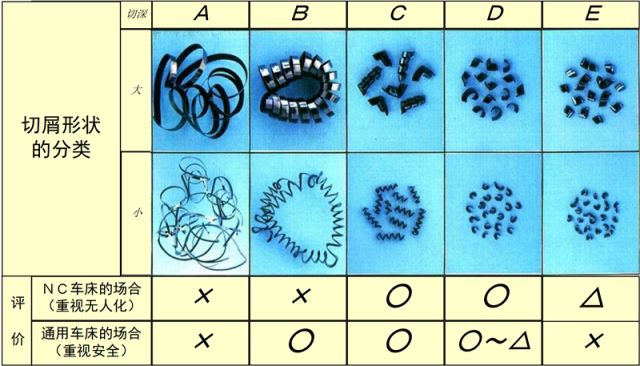
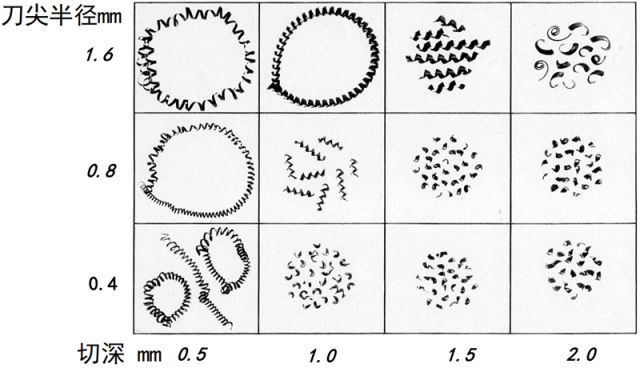
切屑的形態(tài)
6 ?( ]4 q& z9 Z; @4 t8 s0 Y, q
* t0 F5 I, p8 |; T
 7 B. y f0 i6 y1 n# S, f3 h
7 B. y f0 i6 y1 n# S, f3 h
' p' z' J# g p) [7 ^5 K8 v
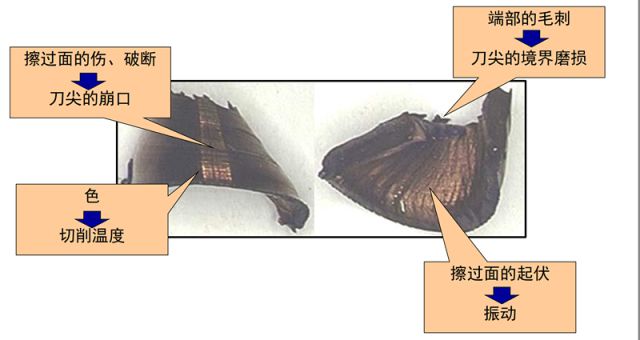
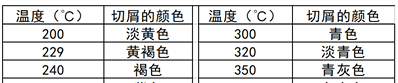
切屑可以告訴你的信息:
& K' f$ W* a4 Q0 E f
y2 C t5 w/ l4 f/ N5 G% Q切屑的原則和方向
$ I1 g+ w+ J2 T$ N4 g
4 ?7 x o) W* C/ ?5 b' {5 `- J
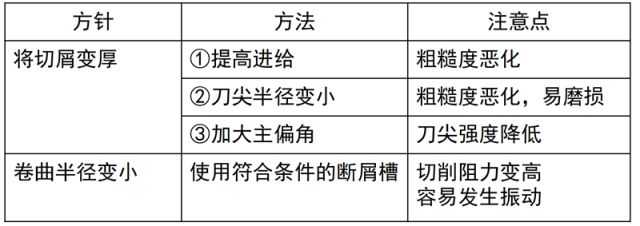
斷屑方法
: W0 V! w. o1 x8 h1 t' T( {6 ?% B4 B l/ m) D
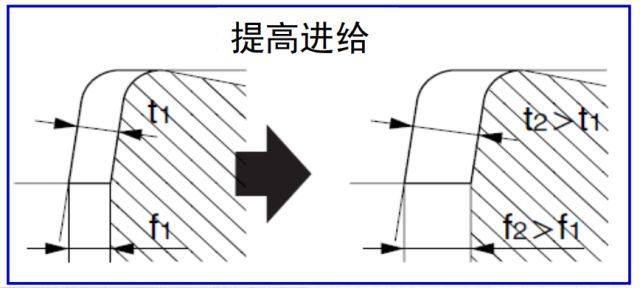
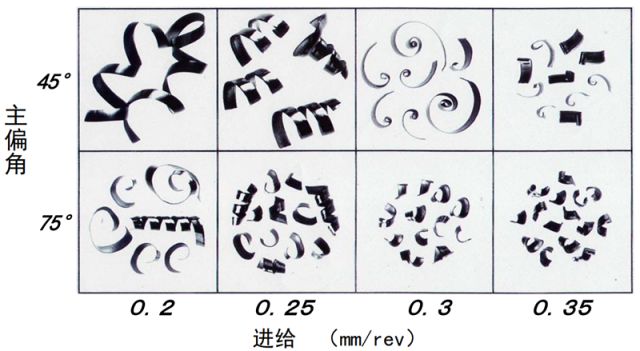
1,、提高進(jìn)給后切屑變厚,,利于斷屑
. V5 h) o6 u( E: l0 M; D% z: n% s- t# [
" Z! I# d1 D9 u
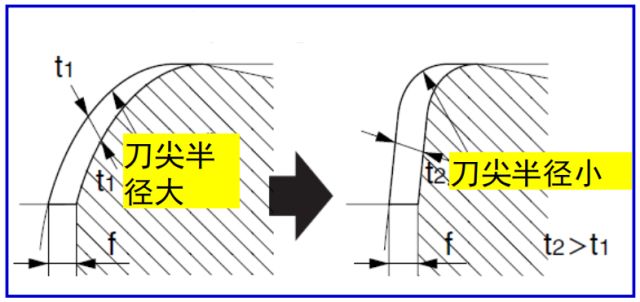
2、刀尖圓角半徑變小,,切屑厚度增大,,利于斷屑
 1 K# W9 b1 ~/ ~
1 K# W9 b1 ~/ ~
" B9 V; a; [/ z+ N2 y; Q5 l3、減少前角
8 Y1 [5 A' M1 T. N9 E1 t
1 F7 ?: a6 m5 }, w8 g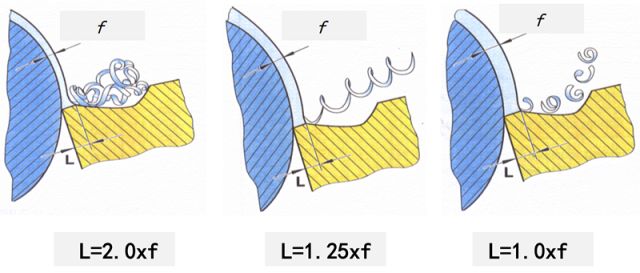
* d1 E" w" u3 D! K% q3 q) q5 t" K% F
) q8 X; ^6 _4 K$ r" M1 O, p切屑壓縮比=hc/h
壓縮比的值越大,則越容易斷屑.但同時切削的抗力也增加了
壓縮比與線速度Vc有關(guān),當(dāng)Vc減小時,壓縮比增大,所以降低線速度也利于斷屑
前角減小,切屑變形大,壓縮比增大,利于斷屑
2 q6 I- H8 ]! ~0 g4 z9 y' ^
4 |3 {) Q# p; R- j* o- O3 u& L2 [
4,、采用鋒利的刃口處理形式
由下圖可見,,相同的進(jìn)給條件下,刀片刃口鈍化鋒利,有利于斷屑,。
+ T) ^. q+ U1 H1 R. Z* _5 ^" O- T& D4 t9 Z6 F3 O
) ^7 l4 c' E/ G. E# Y) @! f7 F6 R. H
: r7 E2 M2 a0 l: q3 b5,、加大主偏角,主偏角變大,,切屑變厚,,利于斷屑
- o1 k% @1 j, c# _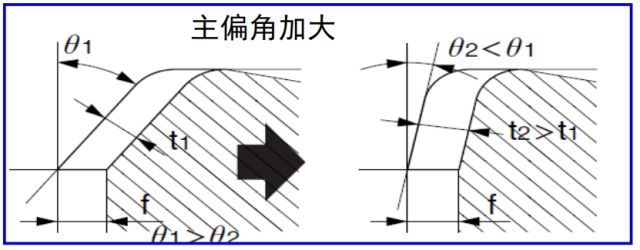
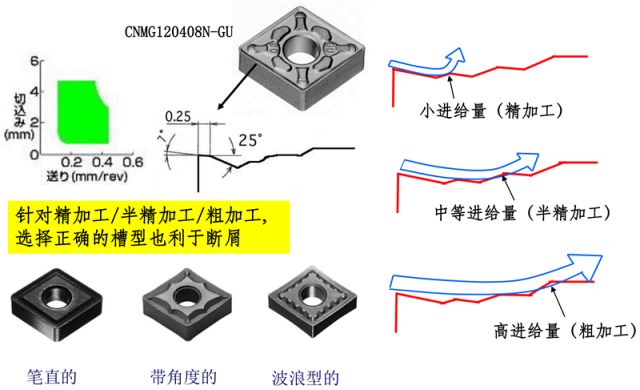
6、突起斷屑槽
2 T0 c. g" v3 ^
促進(jìn)切屑分?jǐn)?/font>
( d+ y/ \3 w: b: r+ D
`; E, z+ \9 x6 J P! D
! ^* ^) ]8 D: O/ j, l
從斷屑槽的突起上擦過在切屑的表面產(chǎn)生凹痕,、 明顯的切屑厚度增大→促進(jìn)斷屑損傷性強
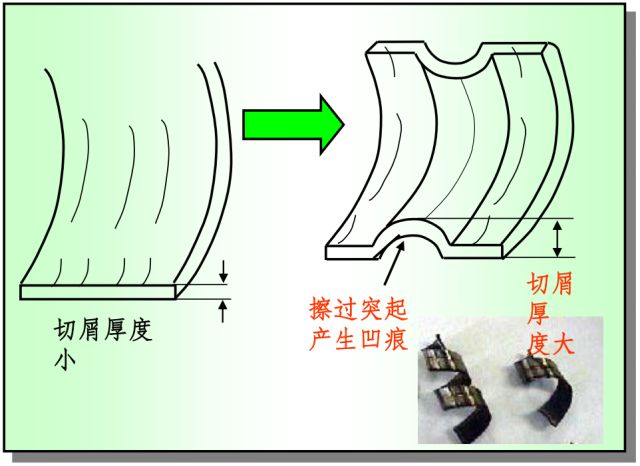
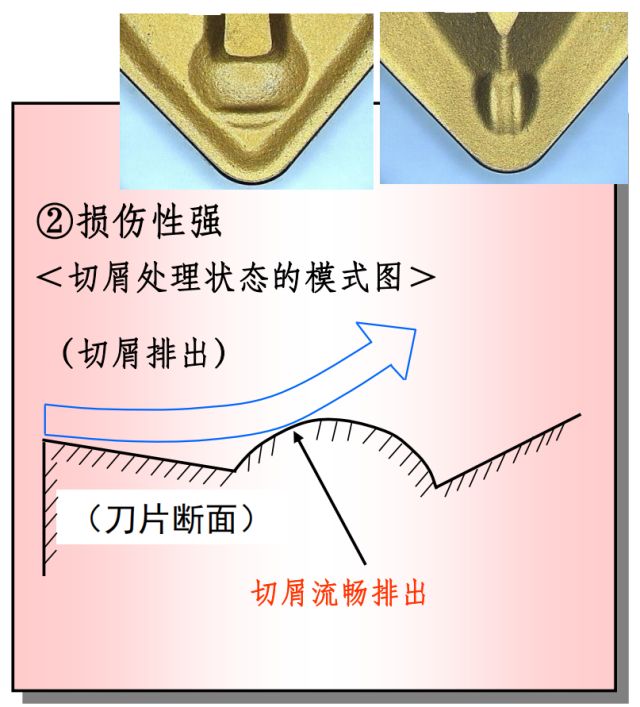
損傷性強
* }7 G$ k8 V" @4 r b- f( s
4 ?+ t& i; t& O& B- p
; u, z- l5 p8 P* X7 G7 w
與切屑的接觸面積變小,、 因與突起光滑接觸, 切屑流暢排出→工具損傷小
J# N$ W0 `! ^) g* j
0 d. |7 a3 U2 c+ F7,、切屑的卷曲半徑變小
4 C( S5 b/ J9 c; p
# Y; _+ A& g8 j; z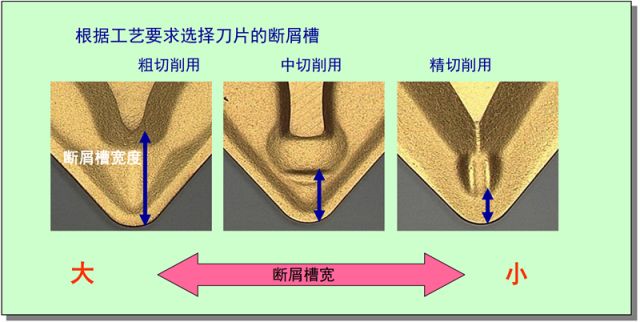
. v/ U6 Q; K5 E2 W9 M* Q ?3 m, m% r2 _2 l
4 u1 ~! x1 p7 @ v5 [" {" f
c+ D9 p8 i0 g8 @6 q9 B8 _1 B6 x0 Z7 B: r9 E- C# }
作者: 大敏生活坊 時間: 2018-12-13 19:14
很好,,雖然我基本上不懂。再詳細(xì)點我就懂得更多了,。
作者: 菜鳥XSH 時間: 2018-12-13 19:43
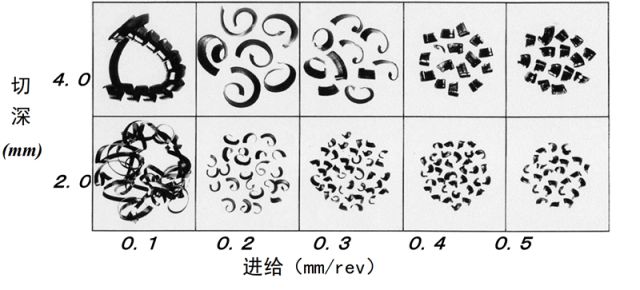
不同的材料選擇合理的吃深是很重要
作者: cc163163 時間: 2018-12-13 19:45
先收藏 再慢慢看
作者: 王劭陽 時間: 2018-12-13 21:06
凸起的斷削槽在實踐中很少看到,。
作者: 王劭陽 時間: 2018-12-13 21:32
兄弟,,這些資料得來不容易哦,!
作者: koop_00818 時間: 2018-12-14 07:45
3 f9 u! z# j+ C% Y$ N+ l% @- i數(shù)控刀片基本都是這樣的,,乍一看,,覺得奇怪,其實它是為了斷屑4 z; J$ \2 k7 s+ k5 G2 F
作者: 不染° 時間: 2018-12-14 08:20
先收藏,,希望找個時間看一下,。
作者: ywjianghu 時間: 2018-12-14 08:35
第三條 減小前角" U2 z# U. t( y# T8 v
圖片上表示的意思似乎是 縮短前面的平直部分 , v% p: Q" |% ]3 R* R% C/ v
樓主,我的理解有問題嗎,?
作者: 麥田守望者bj 時間: 2018-12-14 09:00
學(xué)習(xí)了
作者: 王劭陽 時間: 2018-12-14 10:08
; S5 s6 f7 q, {) m; f% z' U
這些東西像是鬼子的,,兄弟莫非是在日企里弄到的資料,?
作者: 勁松666 時間: 2018-12-14 21:02
我算是一知半解
作者: xinjiyuan丶 時間: 2018-12-18 17:54
謝謝大家的關(guān)注,更多內(nèi)容可以去鑫機(jī)緣APP查看哦
作者: wx_A3Xfow2Q 時間: 2018-12-19 10:57
不錯
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |