機(jī)械社區(qū)
標(biāo)題: 新的一年改進(jìn)工藝,從這10個自動化元素做起 [打印本頁]
作者: jiajoin 時間: 2019-2-12 10:41
標(biāo)題: 新的一年改進(jìn)工藝,從這10個自動化元素做起
本帖最后由 jiajoin 于 2019-2-12 10:47 編輯
6 v& M7 l( ^0 M( ~0 I/ f* g) p/ Q" ^' ]2 x
除了使用高速加工技術(shù)縮短機(jī)床加工周期,,高產(chǎn)量的實現(xiàn)還離不開工藝中采用的所有自動化元素。通過觀察下述案例公司帶六站共用托盤和托盤裝載系統(tǒng)的新型五軸機(jī)床(相似配置的三軸機(jī)床也是一樣)中的自動化技術(shù),,我們發(fā)現(xiàn)這10個元素組成了工廠的五軸工藝。
[attach]474299[/attach]
▲左邊的為三軸機(jī)床,,右邊的為五軸,,包括一個共用托盤和裝載系統(tǒng),可以進(jìn)行長時間的無人值守加工
五軸機(jī)床的RCE 2自動化托盤更換系統(tǒng)配備了一個六站共用托盤,,而工廠有時會在一個托盤上固定超過一個零件,,裝載系統(tǒng)的夾具按照要求進(jìn)行改造。本來托盤邊緣上方不會懸掛零件,。經(jīng)過改造后,,夾具位于托盤底部,系統(tǒng)可以裝載更大的工件,,零件尺寸只會收到機(jī)床容量的限制,,與裝載裝置無關(guān)。
五軸加工本身就是一種自動化形式,。五軸工藝分兩種類型:輪廓加工和定位(后者也稱為“3+2”)。工廠花費(fèi)了75%的時間進(jìn)行機(jī)床的“3+2”定位,,為此機(jī)床只能使用兩根附加旋轉(zhuǎn)軸按一定角度傾斜工件,,然后將它鎖定在該位置。之后機(jī)床在工件方向上完成三軸加工,。這樣做的一個優(yōu)勢在于通過一次固定就可以讓刀具接觸到零件的五個面,,從而減少了步驟數(shù)量和零件可能需要經(jīng)過的機(jī)床數(shù)以及生產(chǎn)過程中接觸零件的次數(shù)。
通過“3+2”定位傾斜零件還能讓工具到達(dá)零件內(nèi)部更深的位置,,加工難度較大的模具特征,,如深肋。有些時候“3+2”定位還能省去二次電火花成型加工和相關(guān)的電極加工,。另外,,所用的熱裝刀夾直徑比筒夾型設(shè)計更小,提供的間隙更大,。
有了“3+2”定位,,工廠還能使用長度更短、剛度更高的刀具,。使用更短的刀具可以加工更深的切口,,而且發(fā)生振動或顫動的風(fēng)險比使用長刀具小。
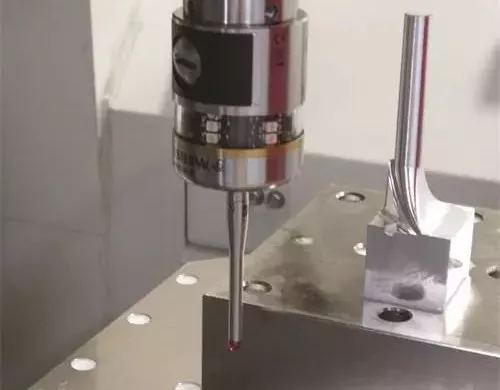
3.觸發(fā)式探測將新的零件放進(jìn)機(jī)床時,,觸發(fā)式測頭會進(jìn)行自動探測,,確定零件或工件夾緊裝置上幾個點的位置,,確定零件在機(jī)床上的準(zhǔn)確位置。然后,,機(jī)床的數(shù)控加工裝置自動調(diào)整自帶的工件坐標(biāo)系統(tǒng),,使之與零件匹配。這樣就省去了手動填隙,、輕觸零件和其他耗時的工作,,否則就需要通過這些步驟將零件放平和對齊,以完美匹配機(jī)床的坐標(biāo)系統(tǒng),。
使用觸發(fā)式探測技術(shù)加快安裝速度并進(jìn)行自動校準(zhǔn),。對于后者,測頭找到磨制耳軸臂鑄件和C軸電機(jī)的外殼鑄件的棱柱位置并進(jìn)行調(diào)整,,補(bǔ)償工廠內(nèi)環(huán)境溫度波動導(dǎo)致的任何輕微移動,。
4.自動校準(zhǔn)循環(huán)五軸機(jī)床基座、軌道,、托架等部位有多個冷卻通道,,因此這些部件不會因內(nèi)部發(fā)熱而膨脹,為了適應(yīng)工廠內(nèi)的環(huán)境溫度波動,,可以使用觸發(fā)式測頭執(zhí)行自動校準(zhǔn)循環(huán),。
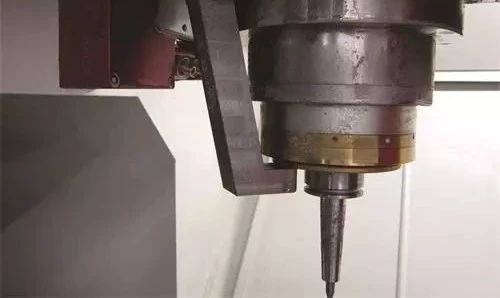
這張圖展示了兩種自動化形式。L形臂將非接觸式傳感器放在主軸面附近,,實時補(bǔ)償主軸的膨脹或收縮,。左上方的冷卻劑噴嘴自動調(diào)整,根據(jù)已知的刀具長度將冷卻劑噴嘴朝向刀具尖端,。
5.主軸補(bǔ)償有些機(jī)床制造商將每臺機(jī)床交付之前給它們制定了算法,,用于估算主軸在不同速度和運(yùn)行時間下的膨脹程度,但是要考慮到平時使用機(jī)床的所有方法是不可能的,�,?蛇x的自動化主軸補(bǔ)償系統(tǒng),能夠?qū)崟r針對主軸的膨脹(或收縮)進(jìn)行調(diào)整,。系統(tǒng)將一個非接觸式傳感器連接到位于主軸面附近的L形臂上,。納米級分辨率的傳感器會檢測運(yùn)行過程中的主軸膨脹和收縮,并將信息反饋給數(shù)控加工裝置,,從而向上或向下調(diào)整Z軸進(jìn)行補(bǔ)償,。這一點對于五軸加工尤其重要,因為零件傾斜時,,主軸的變化可能影響刀具尖端在全部三根線性軸,,而不僅是Z軸的位置,自動補(bǔ)償功能確保了表面平整度和融合效果良好、一致,。
6.機(jī)床上的激光器刀具測頭每次更換刀具后,,會使用機(jī)床上的激光器刀具設(shè)置測頭自動測量刀具長度和直徑。激光器測頭和接觸式測頭的校準(zhǔn)工具球在換刀裝置加工區(qū)域之外,,因此它們不會受到碎屑和冷卻劑的影響,。工廠指定了每種刀具直徑的公差范圍,如果測頭檢測到刀具直徑超出公差范圍,,則不允許使用該刀具加工零件,。例如,如果0.250 in球端銑刀測量值超出±0.0 002范圍,,則不能使用,,這一點也適用于刀具的長度。
在此之前,,激光器會確定被更換的刀具是否破損,。如果刀具破損,但按照計劃還要用于加工共用托盤內(nèi)已排隊等待的工件,,則這些工件的生產(chǎn)工作要繼續(xù)進(jìn)行,。例如如果ATC的5號位置的刀具發(fā)生破損,機(jī)床會移走刀具已經(jīng)損壞的零件,,按照計劃裝載下一個工件并進(jìn)行加工,,直到使用5號站的刀具。之后機(jī)床會移除這個零件,,然后繼續(xù)加工隊列中的下一個工件,,直到每個已裝載的工件加工完畢。
7.冷卻劑噴嘴調(diào)整五軸機(jī)床除了使用必須手動放置的傳統(tǒng)靈活冷卻劑噴嘴之外,,還擁有一個冷卻劑輸送系統(tǒng),,可以自動調(diào)整冷卻劑流的方向,,使其對準(zhǔn)切削點,,無論刀具有多長。噴嘴的方向是通過M代碼進(jìn)行調(diào)整的,,而M代碼根據(jù)主軸安裝的下一個刀具的已知長度確定,。
8.自動傾斜編程功能選用合適的軟件可以節(jié)省30%的編程時間,看重的節(jié)省時間特征是五軸自動傾斜功能,。如果擁有機(jī)床部件和軟件中進(jìn)行3D模擬的工件,、固定裝置和模具,自動傾斜的功能,,就可以確定刀具或刀夾切削零件的深度,,然后自動傾斜零件,防止零件被破壞并保證加工繼續(xù)進(jìn)行。軟件還可以利用這些3D模型幫助程序員對加工操作進(jìn)行在線模擬,,以檢測存在的隱患,。
9.語法檢查除了幫助程序員在軟件中進(jìn)行每個程序的在線模擬,還可以使用控制裝置的語法檢查功能自動校對程序和后處理器,,在依照計劃加工工件之前發(fā)現(xiàn)任何錯誤,。
10.程序重新啟動如果需要在程序執(zhí)行過程中停止機(jī)床,程序員不必手動修改后面的程序,,只要找到要停止機(jī)床的代碼行號然后擦除之前的所有代碼就可以從停止的位置重新啟動,。操作人員使用控制裝置時,只需要在命令文件中輸入行號,,裝置就會自動通讀程序并從相應(yīng)位置重新啟動,。
如今的加工任務(wù)中中,零件的尺寸,、特征和幾何形狀種類越來越繁多,,而加工區(qū)域必須在短時間內(nèi)滿足這些需求。正是以上這些元素組成了五軸技術(shù),,保證工藝能夠反復(fù)達(dá)到所需的公差和表面平整度,,并且只需要很少的人工干預(yù)即可調(diào)整固有變量,避免對加工精度和產(chǎn)量造成不利影響,。
(來源jiajuxai)
- a/ d* J$ b: u
作者: 陳小困 時間: 2019-2-12 10:56
羅德斯 滴廣告,?
作者: fqbswj1314 時間: 2019-2-12 15:10
THGGHGHGHJGHHGJG
作者: 遠(yuǎn)祥 時間: 2019-2-13 16:27
樓主哪里品牌的,能否做到雙主軸,?
| 歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |