
|xuzhuodage發(fā)表于 03-26 11:10<font color="Red">有沒有增大帶速,,降低進給,試試</font>
|魍者歸來發(fā)表于 03-26 11:31鋁棒直徑是多少的?
|702736發(fā)表于 03-26 11:10切削瘤,。用鋸鋼的鋸條不合適吧
|702736發(fā)表于 03-26 11:55用新的好點,還有合適的冷卻液
|高唐天鷹發(fā)表于 03-26 22:08這個齒形貌似3/4的 適合直徑50-150的棒料 選用大齒形的會好 鋼絲輪要除掉鋸條的銷子



18066767730 發(fā)表于 2019-3-26 22:17
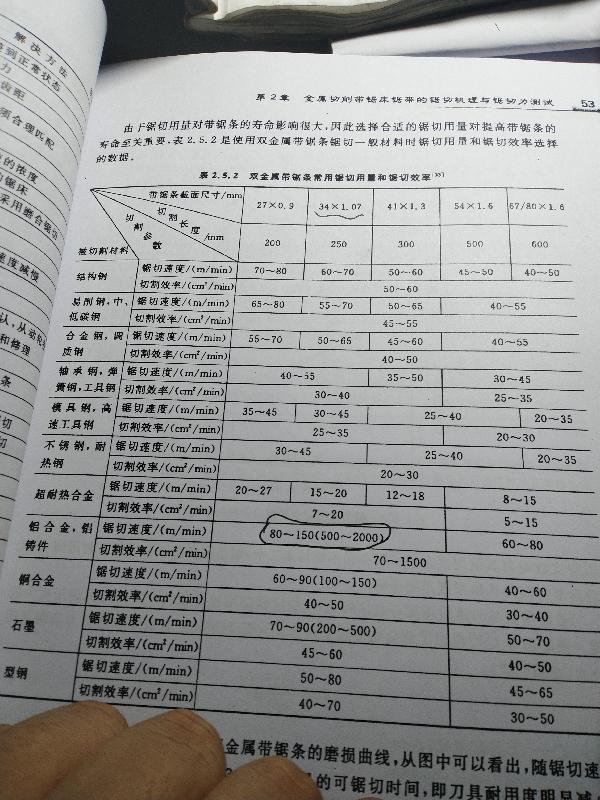
查了下資料,,這種型號的鋸條切鋁合金要達到80m/min的速度,,這個鋸床只能達到65,這也許也是一個原因????
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) | Powered by Discuz! X3.4 |