<sup id="cmokw"><delect id="cmokw"></delect></sup><strike id="cmokw"></strike>|
| |
|
|
機械社區(qū)
標(biāo)題: 送你一份螺絲知識圖譜:從生產(chǎn)到選擇,,查詢表格都搞全了 [打印本頁]
作者: 張麻子 時間: 2019-6-20 13:48
標(biāo)題: 送你一份螺絲知識圖譜:從生產(chǎn)到選擇,查詢表格都搞全了
本帖最后由 張麻子 于 2019-6-20 13:50 編輯
2 |) i6 ^, H; {' s) o6 i
/ F: v9 N/ Y3 {: J+ d5 a, u螺絲基礎(chǔ)知識
3 k: X) q0 s7 f' g$ \2 m' m) W
螺絲的有關(guān)術(shù)語
1.螺絲,、螺母,、螺帽、螺栓,、螺釘,、螺柱的區(qū)別:
標(biāo)準(zhǔn)說法是沒有螺絲和螺帽的。
螺絲是俗稱,,帶有外螺紋的都可稱"螺絲",。
螺母外形通常為六角形,內(nèi)孔為內(nèi)螺紋,,用來與螺栓配合,把緊相關(guān)件,。
螺帽是俗稱,,標(biāo)準(zhǔn)應(yīng)稱"螺母"。
螺栓的頭部一般為六角形,,桿部帶有外螺紋,。
螺釘較小,頭部有平頭、十字頭等,,桿部帶有外螺紋。
螺柱實際應(yīng)叫“雙頭螺柱”,,兩頭均有外螺紋,,中間一般是光桿。螺紋長的一端用來與深孔連接,,短的一段與螺母連接,。
2.常見的英文表示:
Screw / Bolt / Fastener
(螺絲/螺釘) (螺栓) (緊固件)
3.螺紋的定義:
螺紋是一種在固體外表面或內(nèi)表面上,有均勻螺旋線凸起的形狀 ,。
* U# w. B- F- L, W# Z
螺紋作用
1.緊固和連接作用:適用于現(xiàn)階段大部分螺絲產(chǎn)品,。
2.傳動作用(位移作用):如QC檢查尺寸用的千分尺。
3.密封作用:如管道的連接密封,。
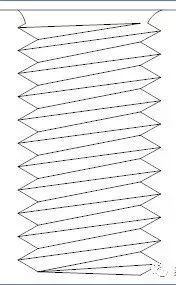
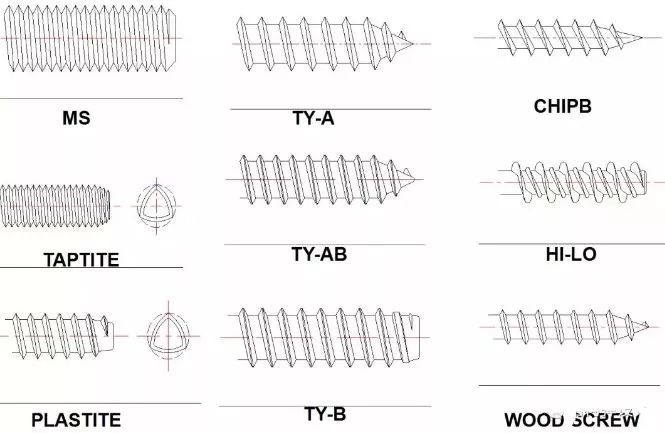
螺紋的發(fā)展史
機牙螺紋:裝配時先在裝配物上鉆孔攻牙,,所攻內(nèi)牙與螺絲的外牙規(guī)格一致,使用較小力矩裝配,。
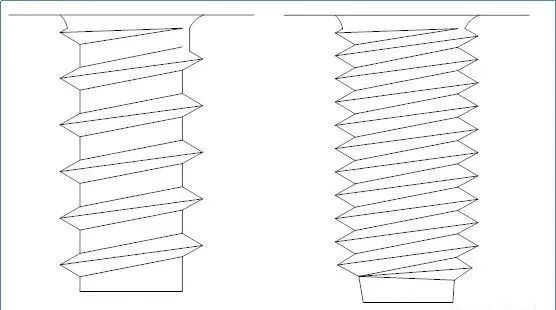
自攻螺紋:裝配時先在裝配物上鉆孔,,不需攻內(nèi)牙,使用較大力矩裝配,。
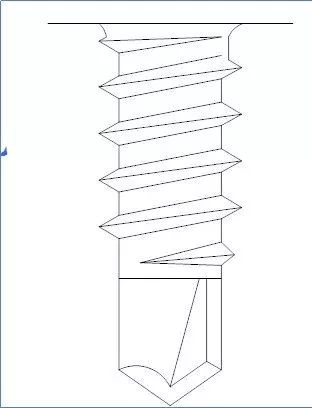
自鉆螺紋: 直接在裝配物上使用,,螺絲鉆孔攻牙一次成型。
6 U& Q- s/ o, f) E0 u6 }4 o$ y* ~
螺絲的加工方式
1.車削加工(Turning)
通過去除材料的方法使材料達到預(yù)想之形狀
優(yōu)點:加工精度高,,無模具限制
不足:生產(chǎn)成本高,,加工速度慢
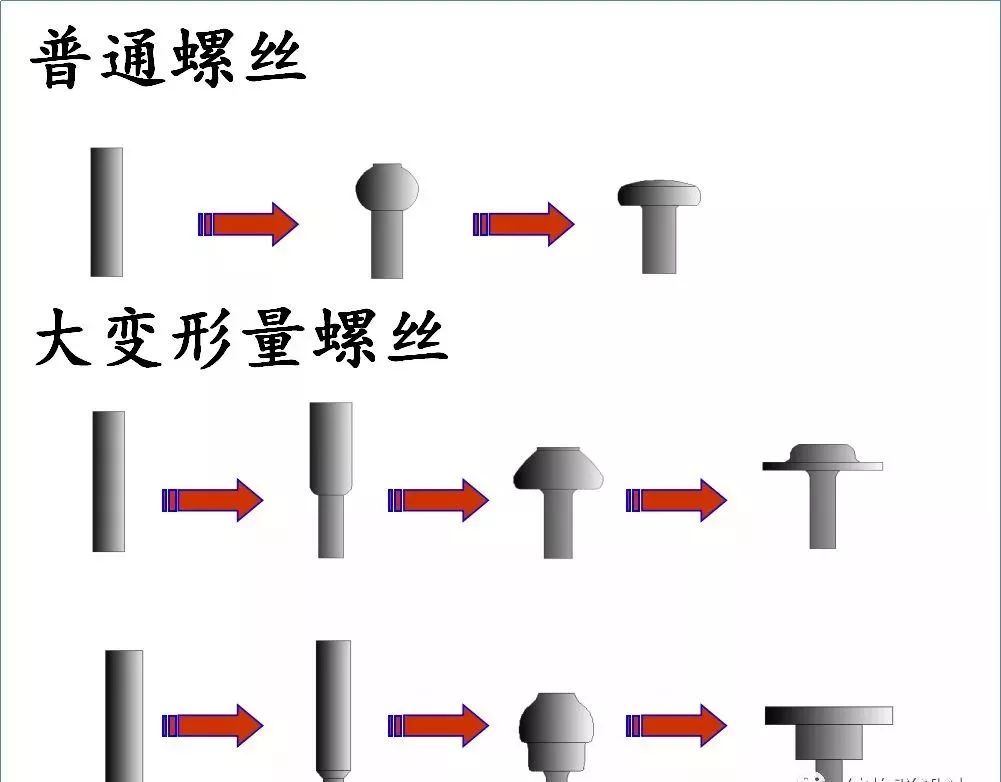
2.鍛造加工(Forging)
通過外力擠壓材料使之發(fā)生變形以達到預(yù)想之形狀
優(yōu)點:生產(chǎn)速度快,成本低,,適合大批量生產(chǎn)
不足:成形受模具限制,,復(fù)雜產(chǎn)品的模具費用高
3.冷鐓:是在金屬線材不加熱的狀態(tài)下,使用模具借助外力對其擠壓變形的過程,,冷鐓工藝只是鍛造工藝的一種,。
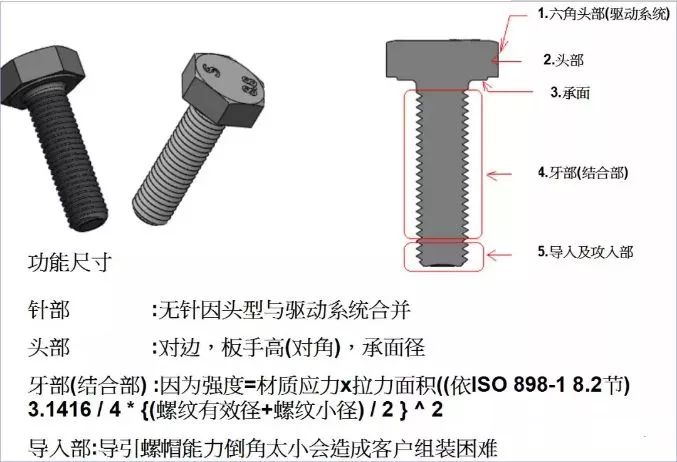
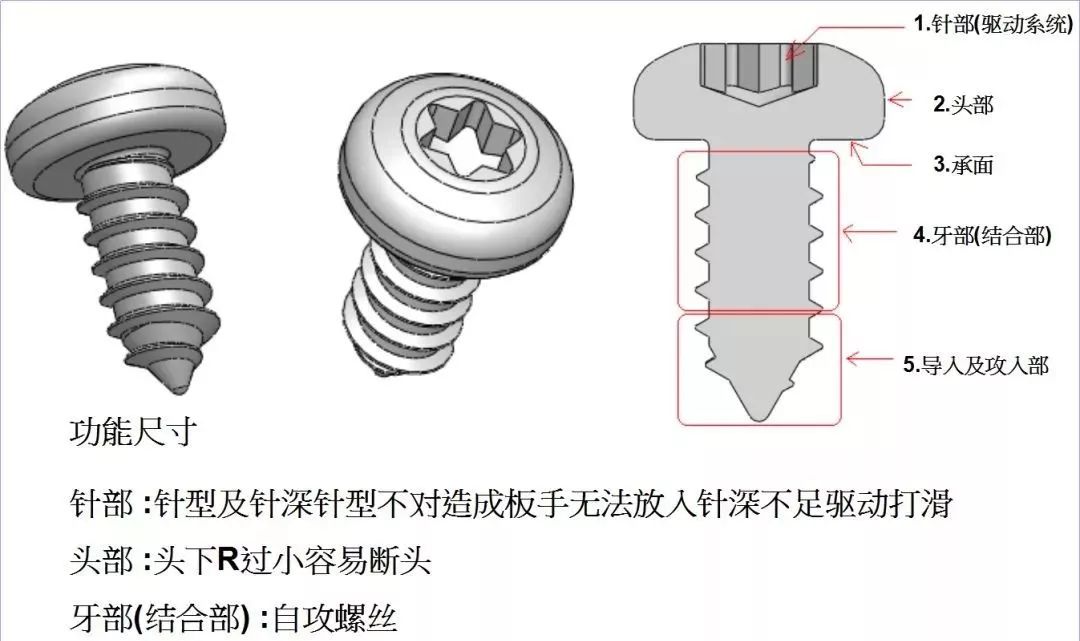
螺絲基本構(gòu)型介紹
要了解螺絲螺栓,先要知道他們的類型,、特征及功能:
A:驅(qū)動系統(tǒng)
B:頭部
C:牙型部結(jié)合部
D:導(dǎo)入及攻入部
' ]/ a# ]! |( |9 z1 q3 _
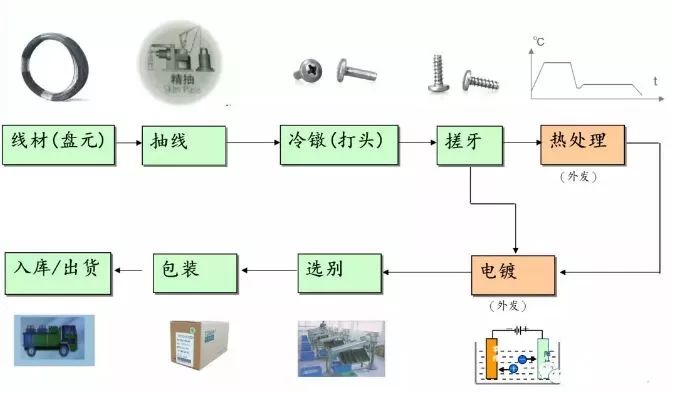
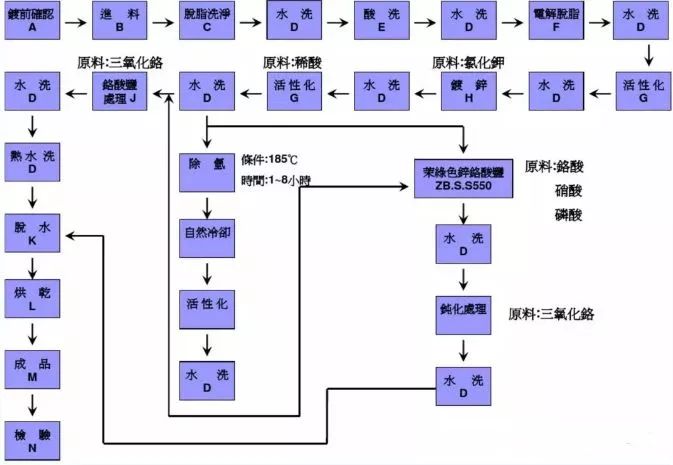
螺絲工藝流程
大致流程圖如下:
% q5 s+ O; M2 j$ ?. R
指原材料制造廠商購入的原始盤條,,一個盤元主要包括以下參數(shù):A、廠牌B,、品名C,、規(guī)格D、材質(zhì)E,、爐號或批號F,、數(shù)量或重量,。
碳鋼盤元的主要化學(xué)成分有:C、Mn ,、P ,、S 、Si ,、Cu ,、Al ,其中Cu ,、Al 的含量越低越好,。
; l; \. B' r8 M$ h4 W8 D4 x* z- i
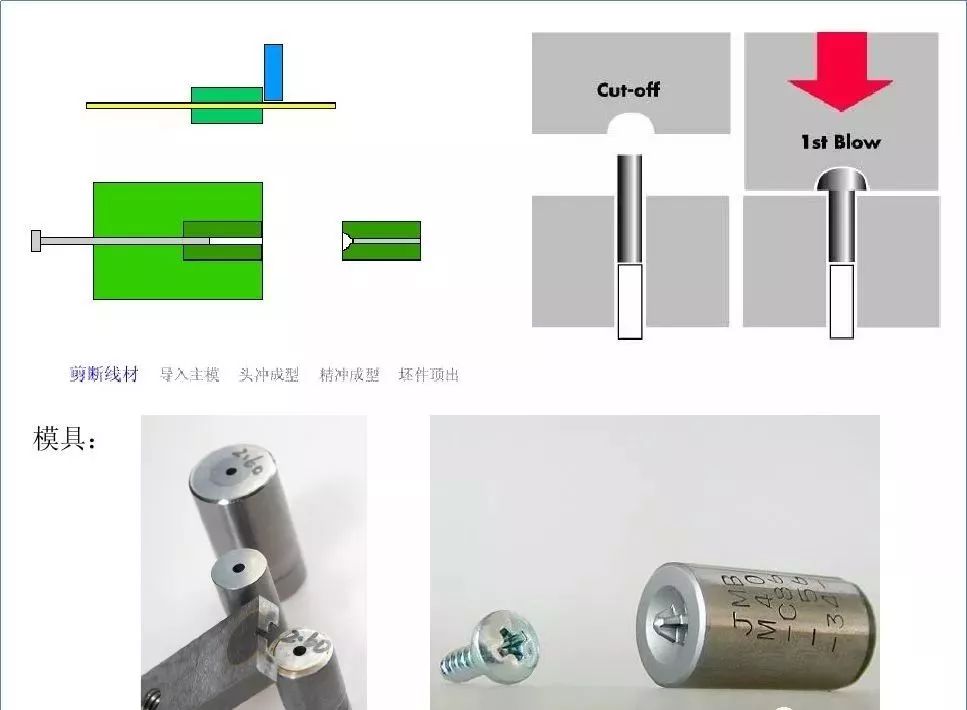
為了達到我們需要的線材直徑(如至3.5mm抽線)。
' q4 l a( R3 @
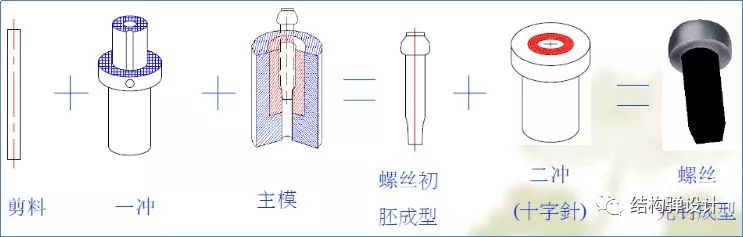
通過模具之間的相互作用,,使之成型,,先將線材切斷,鐓成螺絲坯件,,形成頭部,,十字槽(或其它頭型) 螺紋坯徑及桿長,頭下圓角等,。
: U) l- X2 r0 E2 W, C; ^( p9 a% R
說明:可根據(jù)客戶的需求進行設(shè)計,,常用的頭型為P頭、B頭,、F頭,、T頭等常用的槽型有十字槽,一字槽,,梅花槽,,內(nèi)六角槽等。
% ~( m5 [: A& Z) s' i# {
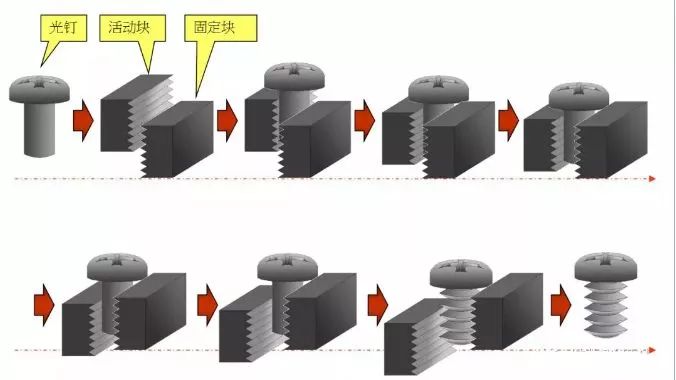
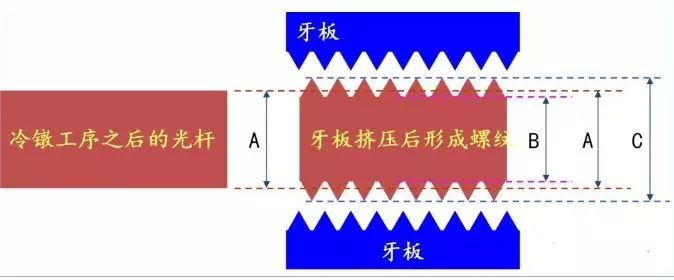
將冷鐓好的坯件搓出螺紋,,通過活動牙板與固定牙板的相互作用,,使之牙紋成型。
搓牙工序
搓牙前后的變化
搓牙機
搓牙板(模板)
熱處理工序
1.目的:
為使螺絲在冷鐓加工后得到更高的硬度和強度,。
2.作用:
實現(xiàn)對金屬的自攻鎖付,,提高金屬件機械性能,如抗扭、抗拉,、耐磨,。
3.分類:
A.退火:(700℃x 4hr):拉長組織——正多邊形化。
冷加工組織形態(tài)
/ v) Q" l4 h7 p2 u
B.滲碳熱處理(向金屬件中添加碳元素,,以提高其表面硬度,,針對含碳量低的金屬材料) 。
C.調(diào)質(zhì)熱處理(不向金屬中添加元素,,以溫度的變化來改變金屬內(nèi)部結(jié)構(gòu),以得到更好的機械性能)。
9 I. `5 x" J/ }9 [ f/ L0 A m
電鍍后的產(chǎn)品表面可以呈現(xiàn)所需的顏色效果與表面抗氧化鍍層效果,。
4 P" b3 b3 R( I4 t5 l& Q
附:螺釘標(biāo)準(zhǔn)件查詢表
螺釘 | | 尺寸范圍 |
d | l |
機械螺釘 | 開槽圓柱頭螺釘 | GB/T65-2000 | M1.6~M10 | 2~80 |
開槽盤頭螺釘 | GB/T67-2000 | M1.6~M10 | 2~80 |
開槽沉頭螺釘 | GB/T68-2000 | M1.6~M10 | 2.5~80 |
開槽半沉頭螺釘 | GB/T69-2000 | M1.6~M10 | 2.5~80 |
十字槽盤頭螺釘 | GB/T818-2000 | M1.6~M10 | 25~40 |
十字槽沉頭螺釘 | GB/T819.1-2000 | M1.6~M10 | 30~45 |
十字槽半沉頭螺釘 | GB/T820-2000 | M1.6~M10 | 30~45 |
十字槽圓柱頭螺釘 | GB/T822-2000 | M1.6~M10 | 20~40 |
十字槽小盤頭螺釘 | GB/T823-2000 | M1.6~M10 | 20~50 |
十字槽沉頭螺釘 | GB/T819.2-2000 | M2~M10 | 3~60 |
精密機械用十字槽螺釘 | GB/T13806.1-1992 | M1.2~M3 | 1.6~10 |
開槽帶孔球面圓柱頭螺釘 | GB/T832-1988 | M1.6~M10 | 2.5~60 |
開槽大圓柱頭螺釘 | GB/T833-1988 | M1.6~M10 | 2.5~20 |
開槽球面大圓柱頭螺釘 | GB/T947-1988 | M1.6~M10 | 2~20 |
內(nèi)六角花形圓柱頭螺釘 | GB/T2671-2004 | M6~M20 | 10~120 |
內(nèi)六角花形盤頭螺釘 | GB/T2672-1986 | M6~M20 | 8~80 |
內(nèi)六角花形沉頭螺釘 | GB/T2673-1986 | M6~M20 | 8~80 |
內(nèi)六角花形半沉頭螺釘 | GB/T2674-1986 | M6~M20 | 8~80 |
內(nèi)六角花形圓柱頭螺釘 | GB/T6190-1986 | M6~M20 | 8~80 |
緊定螺釘 | 開槽錐端緊定螺釘 | GB/T71-1985 | M1.6~M12 | 2~60 |
開槽平端緊定螺釘 | GB/T73-1985 | M1.6~M12 | 2~60 |
開槽凹端緊定螺釘 | GB/T74-1985 | M1.6~M12 | 2~60 |
開槽長圓柱端緊定螺釘 | GB/T75-1985 | M1.6~M12 | 2.5~60 |
內(nèi)六角平端緊定螺釘 | GB/T77-2000 | M1.6~M24 | 2~60 |
內(nèi)六角錐端緊定螺釘 | GB/T78-2000 | M1.6~M24 | 2~60 |
內(nèi)六角圓柱端緊定螺釘 | GB/T79-2000 | M1.6~M24 | 2~60 |
內(nèi)六角凹端緊定螺釘 | GB/T80-2000 | M1.6~M24 | 2~60 |
方頭長圓柱球面端緊定螺釘 | GB/T83-1988 | M8~M20 | 16~100 |
方頭凹端緊定螺釘 | GB/T84-1988 | M5~M20 | 10~100 |
方頭長圓柱端緊定螺釘 | GB/T85-1988 | M5~M20 | 12~100 |
方頭短圓柱錐端緊定螺釘 | GB/T86-1988 | M5~M20 | 12~100 |
方頭平端緊定螺釘 | GB/T821-1988 | M5~M20 | 8~100 |
內(nèi)六角 | 內(nèi)六角圓柱頭螺釘 | GB/T70.1-2000 | M1.6~M48 | 2.5~300 |
內(nèi)六角平圓柱頭螺釘 | GB/T70.2-2000 | M3~M16 | 6~50 |
內(nèi)六角沉頭螺釘 | GB/T70.3-2000 | M3~M20 | 8~100 |
內(nèi)六角花形圓柱頭螺釘 | GB/T6191-1986 | M6~M20 | 10~80 |
定位和軸位螺釘 | 開槽錐端定位螺釘 | GB/T72-1988 | M1.6~M12 | 4~50 |
開槽圓柱端定位螺釘 | GB/T829-1986 | M1.6~M10 | 1.5~20 |
開槽盤頭定位螺釘 | GB/T828-1988 | M1.6~M10 | 1.5~20 |
開槽圓柱頭螺釘 | GB/T830-1988 | M1.6~M10 | 1~20 |
開槽無頭軸位螺釘 | GB/T831-1988 | M1.6~M10 | 1~20 |
開槽球面圓柱頭軸位螺釘 | GB/T946-1988 | M1.6~M10 | 2~20 |
不脫出螺釘 | 開槽盤頭不脫出螺釘 | GB/T837-1988 | M3~M10 | 10~60 |
開槽沉頭不脫出螺釘 | GB/T948-1988 | M3~M10 | 10~60 |
開槽半沉頭不脫出螺釘 | GB/T949-1988 | M3~M10 | 10~60 |
六角頭不脫出螺釘 | GB/T838-1988 | M5~M16 | 14~100 |
滾花頭不脫出螺釘 | GB/T839-1988 | M3~M10 | 10~60 |
專用螺釘 | 吊環(huán)螺釘 | GB/T825-1988 | M8~M100X6 | 6~140 |
滾花高頭螺釘 | GB/T834-1988 | M1.6~M10 | 2~35 |
滾花平頭螺釘 | GB/T835-1988 | M1.6~M10 | 2~45 |
滾花小頭螺釘 | GB/T836-1988 | M1.6~M6 | 3~40 |
塑料滾花螺釘 | GB/T840-1988 | M4~M16 | 3~40 |
自攻螺釘 | 十字槽盤頭自攻螺釘 | GB/T845-1985 | ST2.2~ST9.5 | 4.5~50 |
十字槽沉頭自攻螺釘 | GB/T846-1985 | ST2.2~ST9.5 | 4.5~50 |
十字槽半沉頭自攻螺釘 | GB/T847-1985 | ST2.2~ST9.5 | 4.5~50 |
開槽盤頭自攻螺釘 | GB/T5282-1985 | ST2.2~ST9.5 | 4.5~50 |
開槽沉頭自攻螺釘 | GB/T5283-1985 | ST2.2~ST9.5 | 4.5~50 |
開槽半沉頭自攻螺釘 | GB/T5284-1985 | ST2.2~ST9.5 | 4.5~50 |
六角頭自攻螺釘 | GB/T5285-1985 | ST2.2~ST9.5 | 4.5~50 |
十字槽凹穴六角頭自攻螺釘 | GB/T9456-1988 | ST2.9~ST8 | 6.5~50 |
十字槽自攻螺釘 | GB/T13806.2-1992 | ST1.5~ST8 | 4.5~25 |
自攻鎖緊 | 十字槽盤頭自攻鎖緊螺釘 | GB/T6560-1986 | M2~M6 | 4~60 |
十字槽沉頭自攻鎖緊螺釘 | GB/T6561-1986 | M3~M6 | 6~60 |
十字槽半沉頭自攻鎖緊螺釘 | GB/T6562-1986 | M3~M6 | 6~60 |
內(nèi)六角自攻鎖緊螺釘 | GB/T6563-1986 | M5~M12 | 10~80 |
自鉆自攻 | 十字槽盤頭自鉆自攻螺釘 | GB/T5856.1-2002 | ST2.9~ST6.3 | 13~50 |
十字槽沉頭自鉆自攻螺釘 | GB/T5856.2-2002 | ST2.9~ST6.3 | 13~50 |
十字槽半沉頭自鉆自攻螺釘 | GB/T5856.3-2002 | ST2.9~ST6.3 | 13~50 |
木螺釘 | 開槽圓頭木螺釘 | GB/T99-1986 | 1.6~10 | 6~120 |
開槽沉頭木螺釘 | GB/T100-1986 | 1.6~10 | 6~120 |
開槽半沉頭木螺釘 | GB/T101-1986 | 1.6~10 | 6~120 |
六角頭木螺釘 | GB/T102-1986 | 2~20 | 35~120 |
十字槽圓頭木螺釘 | GB/T950-1986 | 2~10 | 6~120 |
十字槽沉頭木螺釘 | GB/T951-1986 | 2~10 | 6~120 |
十字槽半沉頭木螺釘 | GB/T952-1986 | 2~10 | 6~120 |
* W% n' d2 `$ Y" y$ d
作者: a86266726 時間: 2019-6-20 14:45
多謝分享
作者: 天外之王0001 時間: 2019-6-20 14:56
好東西
7 A, e" G( P( B) p/ K0 t
作者: 那些年的那些年 時間: 2019-6-20 15:29
牛批啊,。筆芯
作者: 702736 時間: 2019-6-20 15:48
這好
作者: siralop 時間: 2019-6-20 16:01
以前聽說過一種螺絲的成形方法叫做“搓”——桿件在來螺紋的模具中加壓旋轉(zhuǎn)而成。不知道是否存在,?: @# E9 S( H+ z$ z3 s: `7 N
作者: 東北制造 時間: 2019-6-20 16:54
感謝分享~,!感謝分享,下載收藏,!
作者: 王云龍890126 時間: 2019-6-20 18:53
|siralop發(fā)表于 06-20 16:01<font face="楷體, 楷體_GB2312"><font size="5"><font color="#008080"><strong>以前聽說過一種螺絲的成形方法叫做“搓”——桿件在來螺紋的模具中加壓旋轉(zhuǎn)而成,。不知道是否存在?</strong></font></font></font><br>
作者: 孤鷹GE 時間: 2019-6-21 09:45
謝謝
作者: siralop 時間: 2019-6-21 10:23
1 Q! r3 y1 E5 D" H) o. L2 _5 S2 v
謝謝,,正是!~
3 x) `& u+ h" z
作者: 小小cb 時間: 2019-6-21 11:24
我知道的沒有大佬多,;但是我知道有的螺絲需要去氫處理,,要不然螺絲會變脆,但是你這里好像沒有
作者: 未來第一站 時間: 2019-6-21 22:23
最后的標(biāo)準(zhǔn)滿分,。
作者: 清風(fēng)BDO 時間: 2019-6-22 08:30
4 t; ]' ?( F0 W
一般高強度螺紋會有去氫工藝,。
% b6 d5 o, ~- u$ V8 \* [
作者: 開發(fā)商 時間: 2019-6-23 17:07
進來學(xué)習(xí)了~
作者: 巴美旭 時間: 2019-6-23 19:43
 不錯收藏一定能用上
不錯收藏一定能用上
作者: 玉馥盈闕 時間: 2019-6-24 08:24
多謝分享,標(biāo)記一下
作者: qihaibing 時間: 2019-6-25 13:30
干貨
作者: shiliuye9 時間: 2019-6-28 14:20
謝謝分享
作者: lindeijun1 時間: 2019-7-13 20:33
謝謝樓主分享�,。,。�
作者: ugboyz 時間: 2019-7-27 13:21
謝謝分享
作者: 孫番 時間: 2019-7-29 19:27
謝謝
作者: 宜興小新 時間: 2019-8-2 09:09
學(xué)習(xí)了
作者: 門前的小木橋 時間: 2019-9-10 14:53
路過學(xué)習(xí),,謝謝樓主分享,!
作者: 13592863297 時間: 2019-9-10 15:10
學(xué)習(xí)。
作者: 我是希米露 時間: 2019-9-15 16:22
多謝
作者: WERSH 時間: 2019-9-17 11:35
多謝分享
作者: 破繭成蝶 時間: 2019-9-17 13:12
樓主牛犇
作者: 奔跑的小伙 時間: 2020-12-31 12:28
多謝多謝
作者: 幽幽青衫 時間: 2021-10-16 15:33
果真是好東西
作者: 天使之翼OL 時間: 2021-12-16 10:28
謝謝分享,,學(xué)習(xí)了
作者: wanglj671 時間: 2021-12-17 13:22
感謝分享,!5 E" W8 B q6 [
作者: yuleshi 時間: 2021-12-28 10:44
xiexiefenxiang
作者: 阿杰啊 時間: 2022-2-17 09:37
好東西
作者: 龍恩謝先生 時間: 2022-2-22 16:40
干貨感謝分享
) b6 W/ C* W& O& G
作者: 天ZEN 時間: 2022-3-17 13:51
多謝分享
作者: 微風(fēng)過境 時間: 2022-3-22 14:03
很詳細(xì)
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |