|siralop發(fā)表于 08-22 18:05<font face="楷體, 楷體_GB2312"><font size="5"><font color="#008080"><strong>第一,,你怎么想的很重要,。根據(jù)具體組裝環(huán)境,你要知道與這個件配合的下平面是不是一個平面,,這個件(貌似帶法蘭的軸座)承重如何(受力分析怎樣),?</strong></font></font></font><br>
<font face="楷體, 楷體_GB2312"><font size="5"><font color="#008080"><strong>第二,,機加工,多銑一個面,,沒領(lǐng)到說的那么麻煩,,他可能要看的不是你設(shè)計的好壞,而是看你具體能不能說出道理,,或者看你是不是聽他的話,。(具體他怎么想的,你要看你的領(lǐng)導(dǎo)到底是機械深度如何,,如果他是個機械白癡,,那你一定要聽他的)</strong></font></font></font><br>
<font face="楷體, 楷體_GB2312"><font size="5"><font color="#008080"><strong>第三,如果有同事,,問三個人,,你可能對這個問題有另一個看法。</strong></font></font></font><br>
|救贖.發(fā)表于 08-22 14:48就是想裝逼還是想茍且的區(qū)別
|生理鹽水發(fā)表于 08-23 15:40第二個好一些,,第二個可以加工側(cè)面后,以側(cè)面為基準(zhǔn)平放在工作臺上,,用側(cè)銑加工,,就能保證兩個面的垂直,<br>
爾第一個可能裝夾要麻煩一些而且側(cè)面作為基準(zhǔn)就需要墊高,,可能會因為加工震動造成垂直度或者表面有所偏差
|曉昀發(fā)表于 08-22 13:02左邊的面是不是還要與其他零件配合,需要不要定位止口或臺階,?就單個零件來說差別不大
屌絲的苦惱 發(fā)表于 2019-8-22 15:35
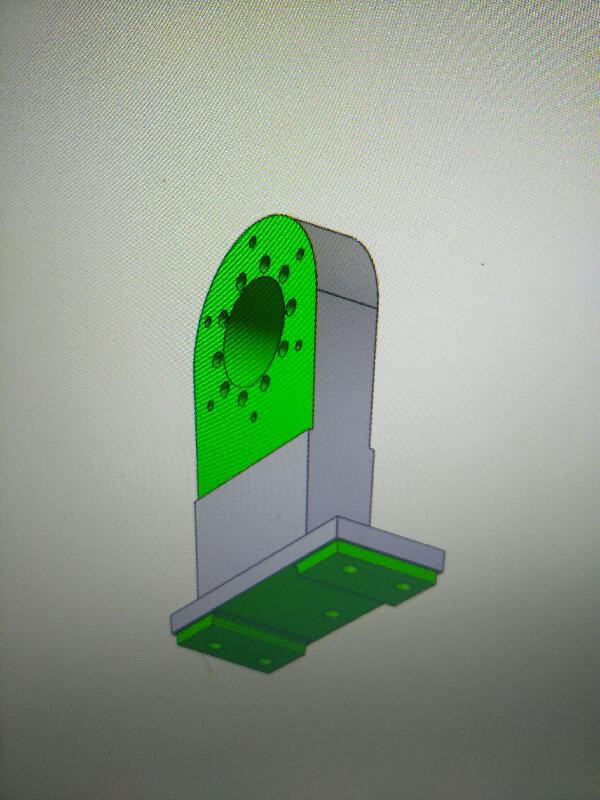
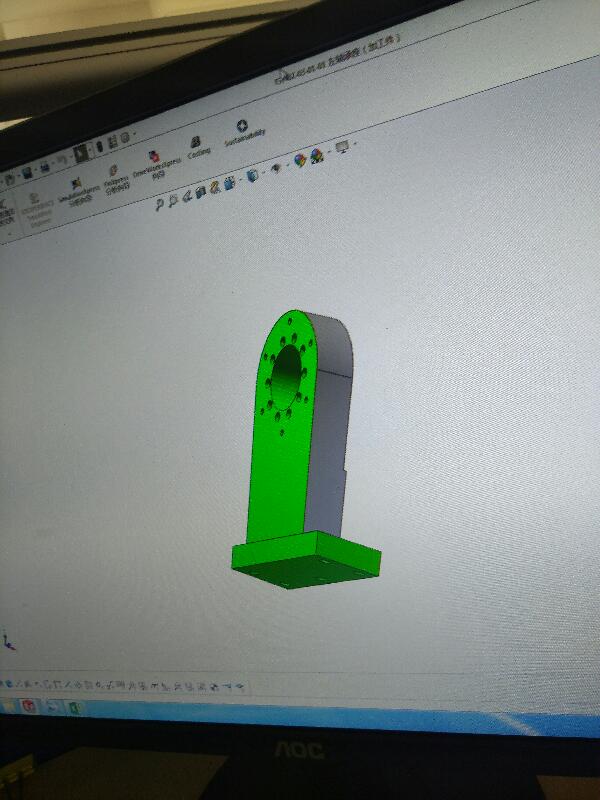
倆個圖再整合一下
用第一張圖的上面的件 用第二張圖的下面的件
| 歡迎光臨 機械社區(qū) (http://giwivy.com.cn/) | Powered by Discuz! X3.4 |