702736 發(fā)表于 2020-2-26 09:05 現(xiàn)在工藝就是沖,,但沖刀要伸進管里往外沖,。這樣首先是多了一步動作,第二整陀很重的沖壓機構(gòu)要移進移出,,這移動速度可能比銑刀銑削進給速度還要慢,,第三這沖壓機構(gòu)遠比兩個主軸電機復雜得多 |
|
沖壓是效率相對最高的,。 我怎么算下來只有1999次,2000次時撞斷了銑刀,。呵呵 |
| 學習一下 |
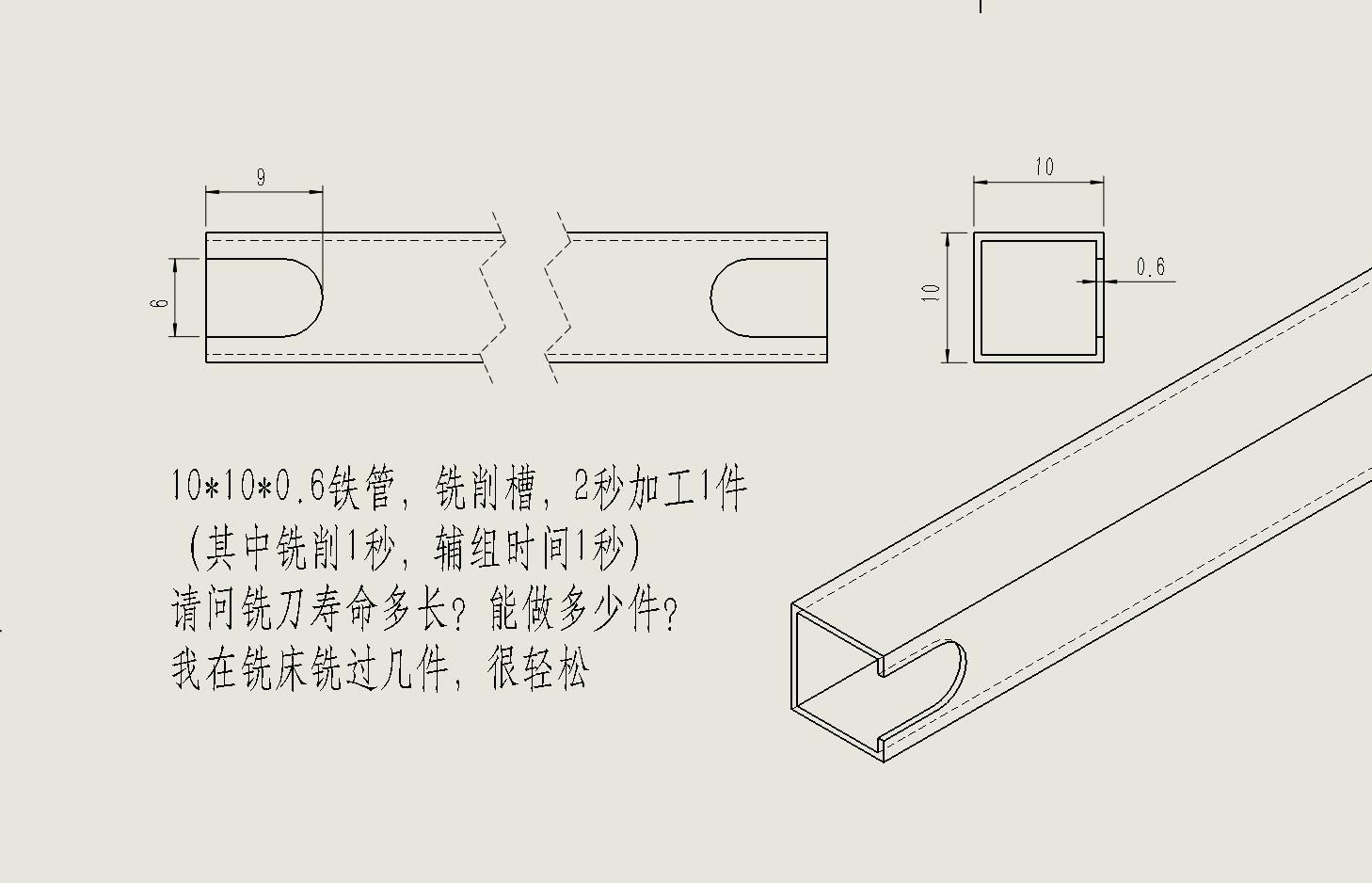
麥哥123 發(fā)表于 2020-2-25 20:32 銑刀的使用壽命和切削三要素有直接關(guān)系,,兩秒加工一個,,如果用側(cè)刃銑話建議4刃以上,刃數(shù)越多進給可以越快,,保證每齒0.1-0.2mm進給沒有問題的,,加工個4、5千件也是沒有問題的,,如果這一部分的側(cè)刃磨損了,,還可以把刀具拽出來點,用下一節(jié)的側(cè)刃,,你說這把銑刀的壽命是多少? 
|
韓寒11 發(fā)表于 2020-2-25 20:25 現(xiàn)在在做方案,加工這個槽,,目前是人工沖床加工,,我想改成銑刀,全自動,,就是擔心銑刀的壽命如何,,如果能銑刀用半天一換,我覺得也能接受,,畢竟按我現(xiàn)在設(shè)想,,效率有很大的提升,那點刀具費,,算不了什么,。但是萬一壽命只有一兩小時,就難以說服客戶了 |
| Q235硬度120HB,,偏軟,,切削性能還是不錯的,銑刀壽命的長短和選擇銑刀的型號有直接關(guān)系,,比如三刃銑刀,、四刃銑刀等等,同樣的進給,刃數(shù)不同,,每齒吃刀量也不同 |
| 這還和刀片質(zhì)量好壞有關(guān),。真不好估計。 |
|
,。,。。 |

1.71 MB, 下載次數(shù): 8, 下載積分: 威望 -10 點
| 學習一下 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-24 06:15 , Processed in 0.064859 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂