|
發(fā)布時間: 2020-4-2 21:31
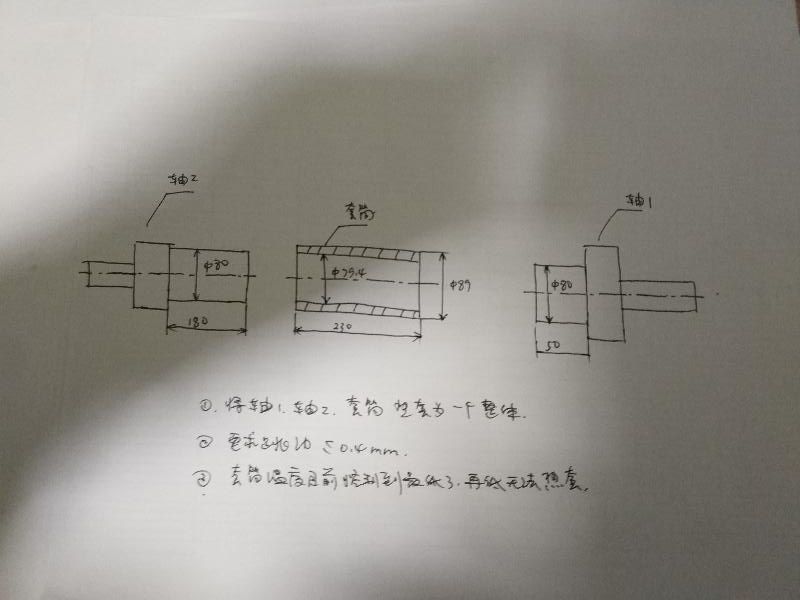
正文摘要:長230的一個厚度5mm的薄壁零件,需要將一根軸套入薄壁零件內(nèi)孔中,要求熱套后薄壁零件外圓與軸的外圓同軸度控制0.4 現(xiàn)在熱套后怎么都是0.7-0.9之間 找不到原因,,求求大神指點,。 對大家提 ... |
|
薄壁件熱裝后,會發(fā)生變形,變形原因,,1.過盈量 2.加熱 最好的方式是留量,,熱裝后再組加工至要求尺寸,同軸度即可保證,。 |
| 我搞不懂為什么我更新了最新的圖紙看不到了 |
|
兩個軸的形位公差你標(biāo)注的多少,,{80+150(=,》,,《)230},,如果這樣我覺這里對實際裝配影響會比較大。 這兩個軸式一起加工切斷的嗎,,如果是的話我覺得問題可能出在你熱裝的時候了,, |
| 頂一頂 請大家指教 |
| 頂一頂 |
|
不是很懂啊,不過還是說一下吧 1,、你這軸1和軸2是否同心,,可否整體加工后再切斷; 2,、整體裝配后可否再上床子加工一刀,,或者差距不大的話干脆用砂紙打磨一下; |
| 薄壁零件變形會比較大,,特別是溫差比較大的地方,。 |
| 外徑留量,軸端做中心孔 熱裝后 精加工一下 |
| 薄壁件加熱后變形嚴(yán)重,,導(dǎo)致同軸度太大 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-16 00:59 , Processed in 0.087638 second(s), 18 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂