|
發(fā)布時間: 2021-3-20 20:40
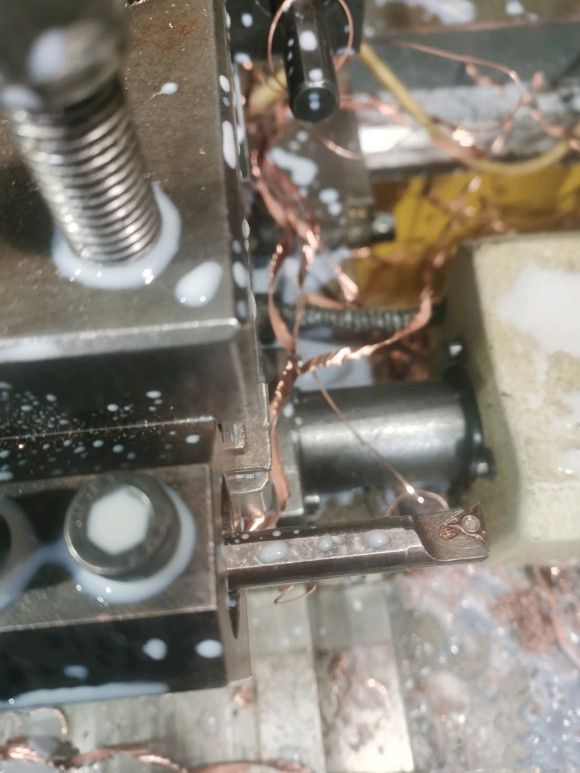
正文摘要:同事最近加工一個比較簡單的紫銅件, 需要內(nèi)孔車削,,同事上午把調(diào)試完畢,,鉆個D20mm的孔,深度49mm,,精加工后要求內(nèi)孔D24mm+0.03mm,; 下午開始做開始還算穩(wěn)定,,做了三十多個就開始不行了,突然內(nèi)孔車出來直接大了0.4 ... |
遠(yuǎn)祥 發(fā)表于 2021-3-22 21:569 L& M8 q: [. M( U5 d 刀片的槽型必須要更改) {0 X( ~( _- z3 E/ t6 w |
韓寒11 發(fā)表于 2021-3-21 19:34 沒意見,,未經(jīng)證實(shí)的意見不敢亂提,怕誤導(dǎo)別人 |
| 工欲善其事,,必先利其器,! |
游風(fēng)曳雨 發(fā)表于 2021-3-21 20:44. e8 s! o/ e! U 是的,,更換鋒利刀片后,工件的表面粗糙度有了明顯提升 |
韓寒11 發(fā)表于 2021-3-21 19:31( b9 t5 f* I! s! t# v 紫銅的特點(diǎn)是硬度低,,比較容易粘刀.容易形成積屑瘤. 故一般切削需要比較鋒利的刀片你那個是加工鋼材的,其次冷卻是個很重要的問題.如果是切屑造成的那么內(nèi)表面必然有嚴(yán)重劃傷.個人猜測是切屑瘤造成的, R1 P! B' C$ W$ S" g& O; ^% W ) J7 v" A" Q6 j j( b( m |
譬如朝露 發(fā)表于 2021-3-21 07:577 U, i. B W0 X; P 如果你有寶貴的意見,,請分享出來0 H5 k( B( U/ J& r7 O- r$ h0 a |
游風(fēng)曳雨 發(fā)表于 2021-3-20 21:18 更換刀片是一種方法,,可以補(bǔ)充進(jìn)去 _8 q8 K- ~' {, W: g1 g |
曉昀 發(fā)表于 2021-3-20 21:14 銅削擠到工件的數(shù)量多少,最終會導(dǎo)致尺寸的各種不穩(wěn)定 |
| 這文章感覺有點(diǎn)有頭無尾的感覺,你分析了,但我未見到你為驗(yàn)證你這分析正確性所做的努力.瞎說么?大家都會,這不有人還說你刀有問題 |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號-1,,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-14 22:37 , Processed in 0.067229 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂