|
發(fā)布時間: 2022-5-26 09:01
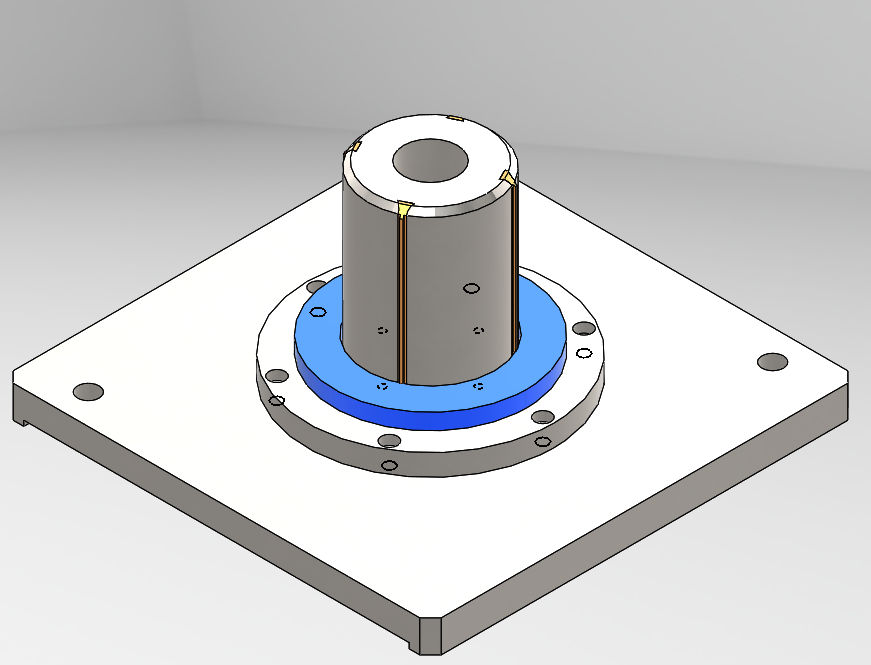
正文摘要:1.圖一為工裝板 2.圖二為電機定子 3.圖三為裝夾后的樣式 說明,,定子由很多片厚度為1.2mm厚硅鋼片疊加而成,,總重12.5KG,硅鋼片由人工放入工裝板上,,根據(jù)重量判斷硅鋼片數(shù)量是否正確,。焊接前需要保證硅鋼片圓柱度0 ... |
|
本帖最后由 lmjs 于 2022-6-3 10:05 編輯 我給你出個招吧。 前提: 1:硅鋼片尺寸一致性好 2:硅鋼片至少有一個內(nèi)凹槽和兩個中心對稱的外凹槽可以作為定位基準,。 具體方法: 底座改成中間圓柱固定,,水平兩側(cè)有可移動的滑塊,。中心圓柱尺寸做小些,,裝夾一個立著的刀片,作為內(nèi)凹槽的定位基準,。左側(cè),,右側(cè)滑塊同樣安裝立著的刀片,作為外凹槽的定位基準,。(要選擇軸心對稱的外凹槽) 圓柱底座整體可以傾斜,,放平。裝配時,,先稱量好硅鋼片,,放在一邊。 先讓底座稍微傾斜,,兩個外側(cè)滑塊張開,,工人裝硅鋼片時,只要注意將內(nèi)凹槽對準中心圓柱上的定位刀片,,由于重力作用,,硅鋼片會“掛”在刀片上,串成一串,,并且會在重力作用下,,自動擺正姿態(tài)。 全部硅鋼片裝完后,,再推動兩個外側(cè)滑塊,,滑塊上的刀片會壓緊外凹槽,這樣通過三個刀片,,將硅鋼片定位牢靠,。 然后引入外部機構(gòu),壓緊硅鋼片(電磁鐵或者氣缸等等),,撤掉兩個滑塊,,開始焊接。 如果設(shè)計得當,,底座一直保持傾斜也可以 |
cwq798 發(fā)表于 2022-5-27 16:59 這個原來是內(nèi)部限位的,,所以內(nèi)部不太好做成漲套的情況,人工上料只有10S時間,,所以不能由人工來整理,。 |
| 壓緊之前 拿工具對外徑整理一下? |
cwq798 發(fā)表于 2022-5-27 16:34 硅鋼片內(nèi)部不能承受較大的力,,會導(dǎo)致內(nèi)部變形,,還有就是每個硅鋼片對位需要準確,中間的槽內(nèi)需要串銅管的,,所以漲套的情況有點難以實現(xiàn),。 |
|
樓主要的圓柱度0.02,應(yīng)該是最后100片硅鋼片外圈的圓柱度吧,? 假設(shè)來料硅鋼片每片內(nèi)外徑都是同心的話,,那圖一的夾具做成內(nèi)漲的夾具,夾具漲開后,,100片硅鋼片就應(yīng)該是同心的,,圓柱度應(yīng)該就沒問題了 |
大白小白 發(fā)表于 2022-5-26 20:13 硅鋼片厚度很薄,樣品用激光切割出來,,成品由沖壓出來,,硅鋼片一個厚度大概1.25mm,一個電機定子高度在125mm,,由100片硅鋼片疊加焊接成,。定子焊接前會先壓緊,硅鋼片上有扣會上下扣住,,但力不會很大,,壓緊后再在外面凹槽內(nèi)進行焊接,這樣一個定子就形成了,。 |
haitong 發(fā)表于 2022-5-26 16:50 生產(chǎn)現(xiàn)場也是手工操作 |
大白小白 發(fā)表于 2022-5-26 20:13 新電機設(shè)計后做樣品,,我們公司電機樣品不是沖出來的,是用線切割或激光切割一片一片割出來的,,然后疊起來,,壓緊,焊接,,打磨,。。,。 然后手工繞線,,嵌線整形,,插絕緣插片等附件,。。,。綁線,,滴漆浸漆,壓端子,。,。。 |
奧森科技 發(fā)表于 2022-5-26 15:16 現(xiàn)在的硅鋼片,,矽鋼片都在模內(nèi)計數(shù)、沖壓成型,,你這個焊接的,,我還真沒見過。 兩者有區(qū)別嗎,? |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-14 19:29 , Processed in 0.054668 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂