|
發(fā)布時(shí)間: 2022-6-21 10:56
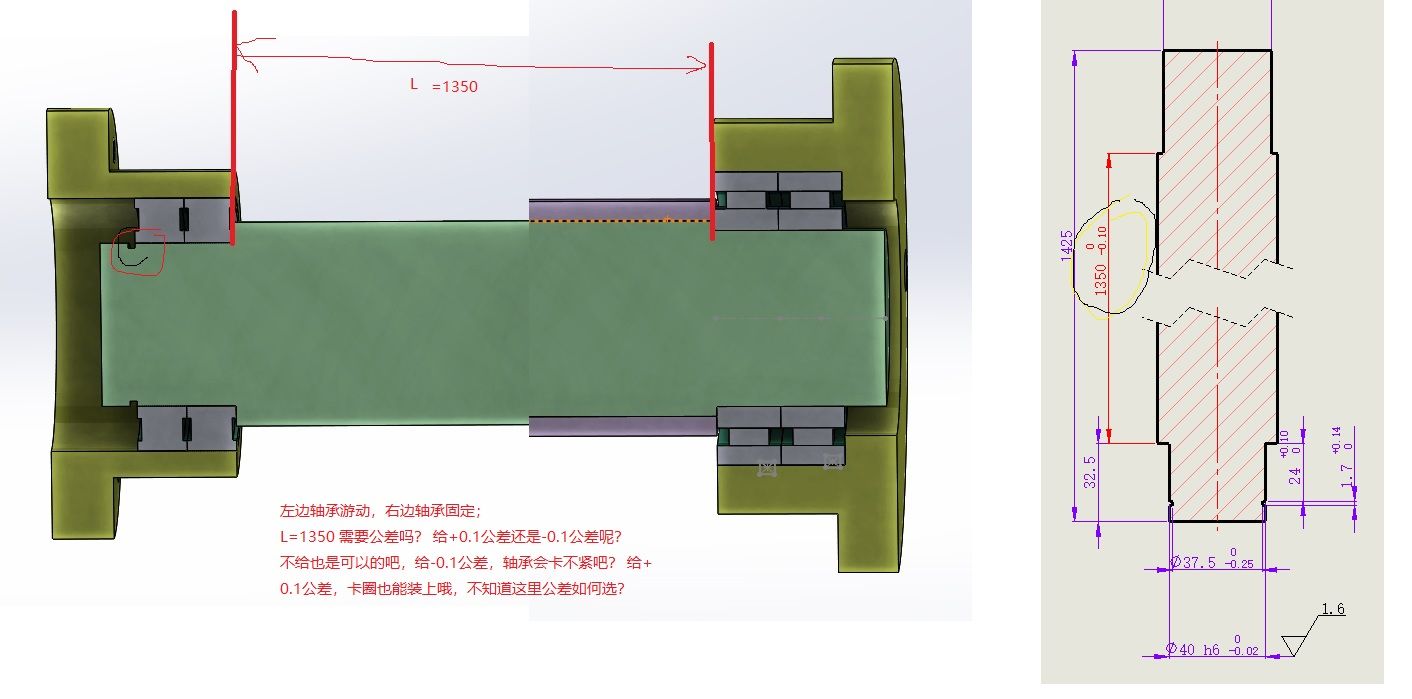
正文摘要:1.如圖,,軸兩端的軸承的固定左邊是游動(dòng)端,,右端是固定端,問(wèn)下這個(gè)長(zhǎng)度1350需要給公差嗎,? 不給可以嗎,? 如果給了,那么給+0.1還是-0.1呢,? 2.軸選用的是45#調(diào)制,,然后鍍鉻處理,支撐端的軸直徑給的是45h6的公差,, ... |
|
1.1350給負(fù)公差,,精度不高可以給大點(diǎn),,但必須給,避免誤差太大影響裝配,; 2.怕人誤解了,,技術(shù)要求可以加一句,圖示尺寸均為鍍后最終尺寸,。 |
| 圖紙上的,,尺寸,尺寸公差,,形位公差均為表面處理后的要求,。這是國(guó)家規(guī)定的。怎么保證最后零件的公差這是加工要考慮的 |
|
本帖最后由 17567410 于 2022-6-24 12:34 編輯 線性尺寸公差是有規(guī)定的,,過(guò)去好像叫長(zhǎng)度尺寸公差,,+/-0.5就屬于精密級(jí)了,+/-0.1不專業(yè),,學(xué)過(guò)測(cè)量理論的都知道這個(gè)用鋼板尺即可,! 
鍍的問(wèn)題可先可后主要是看你的設(shè)計(jì),加工后留量再鍍至公差,,或加工后留量鍍后超過(guò)公差然后再磨削到公差都可,,考慮到LZ選的h6還是選鍍后磨比較可靠。質(zhì)量和費(fèi)用要高于前者,! |
| 24給了負(fù)公差,,1350就沒(méi)有必要給公差了。軸用擋圈按照規(guī)格查技術(shù)手冊(cè)里面有卡槽的建議尺寸和公差,。 |
|
本帖最后由 kongping 于 2022-6-21 11:45 編輯 長(zhǎng)度1350毫米可以不給公差,,因?yàn)樽蠖说妮S承位是游動(dòng)的,沒(méi)有其他的限制,,為了加工成本可按未注公差考慮,。為了左端軸承能夠用卡圈頂緊,圖紙上標(biāo)出軸長(zhǎng)24及公差就可以,,不必考慮軸長(zhǎng)1350毫米尺寸,,因?yàn)?350毫米軸長(zhǎng)尺寸是封閉環(huán),最終形成的尺寸,。 軸徑尺寸公差可以在技術(shù)說(shuō)明中寫出,,鍍層厚度要求,哪個(gè)是鍍后尺寸,,機(jī)加工時(shí)應(yīng)予考慮等,。 |
| 長(zhǎng)度公差看裝配是否有影響,長(zhǎng)點(diǎn)短點(diǎn)沒(méi)影響的話可以不標(biāo)或者公差適當(dāng)放大,降低加工難度,。 |
| 長(zhǎng)度公差沒(méi)問(wèn)題,就是測(cè)量方法了 |
| h6應(yīng)該是鍍后磨出來(lái)的,,然后軸肩要給公差的話可以給負(fù)差 |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,,京ICP證050210號(hào),,浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-2-24 00:24 , Processed in 0.063747 second(s), 18 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問(wèn)題專業(yè),描述清楚
問(wèn)題專業(yè),描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂