|
發(fā)布時間: 2023-1-13 23:56
正文摘要:機器或部件的裝配精度是咋設計的,? 還有人用過修配裝配法、調整裝配法的尺寸鏈設計嗎,? 是用提高零件精度,,然后用互換裝配法嗎? |
| 謝謝 |
路人丙 發(fā)表于 2023-1-15 11:50 http://giwivy.com.cn/thread-1052296-1-1.html 很好的展開討論。 |
| 樓主的的這幾種裝配方法其實都挺常見,,在工業(yè)縫紉機整機裝配上都有體現(xiàn),。 |
|
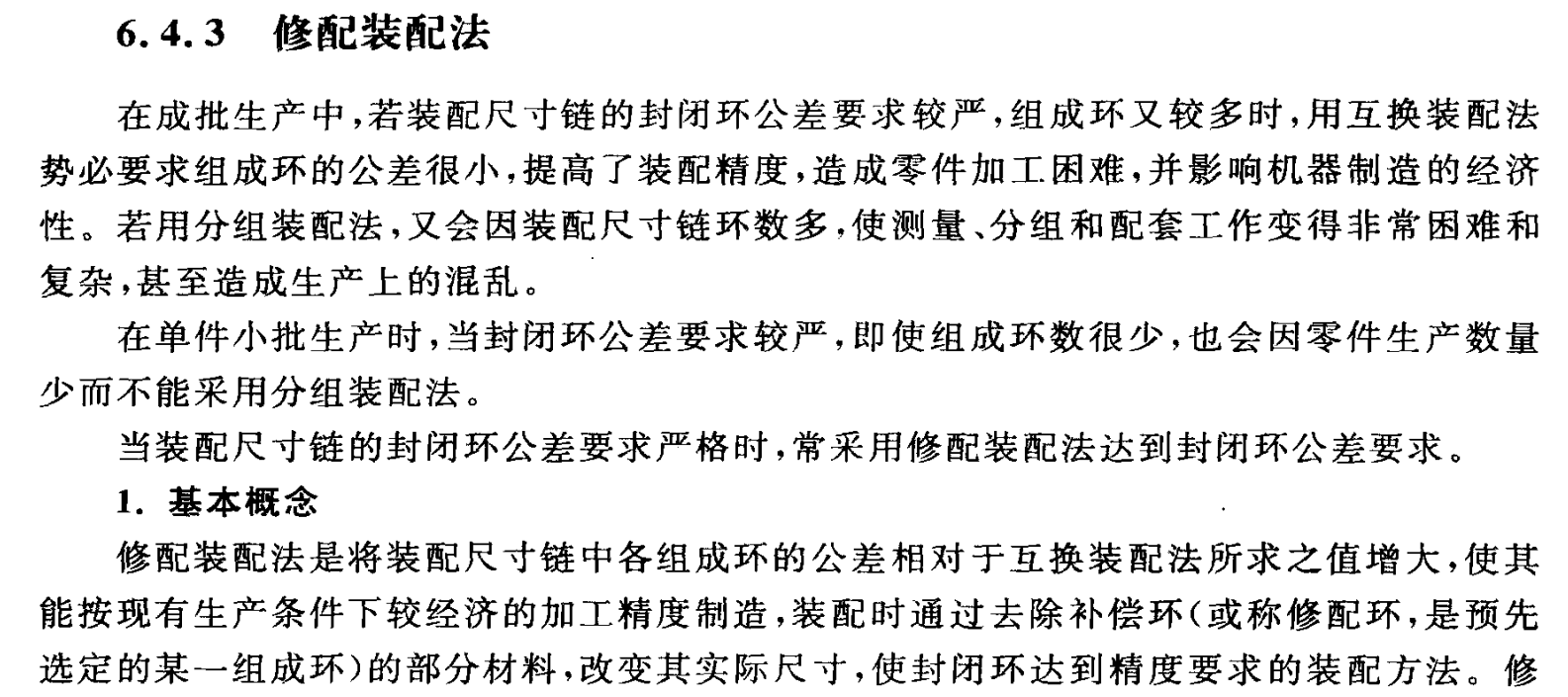
簡單的問題一被寫到書上就變得高深莫測,,看著費勁,看了半天終于明白了,,下面我來通俗點翻譯一下: 1,、互換裝配法就是要求:尺寸鏈上,所有零件的公差累積,,不應超過精定位零件的公差,,這就要對每個零件進行公差分配,且會造成原本不需要精定位的零件公差要求比精定位零件的公差還要高,嚴重增加制造成本,。此種方法只在大批量,,尺寸鏈零件數(shù)量較少,公差分配后公差等級還能接受的情況下使用,。 2,、調整裝配法:此方法只關注最終定位零件的位置公差,不關注其他零件,。具體方法就是把最終零件安裝在一個可調節(jié)的平臺上,,調節(jié)平臺使最終零件符合最終要求,調好以后鎖緊平臺,。除了調節(jié)平臺,,還有調節(jié)螺絲+導向,或者就是長孔調節(jié),,理解意境就好。該方法不合適大批量標準化制造,,調節(jié)零件也會有松動變位的風險,,因此該方法需要有可靠的鎖緊定位措施,該方法比較適合小批量制造的產(chǎn)品,。 3,、修配裝配法:修配裝配法思路跟調整裝配法一樣,只關注最終定位件的位置公差,,不同的是它是通過修改零件實現(xiàn)的,。設計中有兩種思路,一種是將最終定位零件留有余量,,裝配的時候根據(jù)需要慢慢去除,,另一種方法是設計一個專門的調整零件,初次制造的時候留有余量,,裝配的過程中根據(jù)需要去除調整零件的余量,。這兩種方法一般后者比較常用,因為調整零件比最終定位零件結構簡單,,制造成本低,,修廢了不肉疼。該方法同樣不適合大批量標準化制造,。 綜上所述:根據(jù)經(jīng)濟性要求,,大批量生產(chǎn)要選擇互換性裝配法,否則調試,、修配環(huán)節(jié),,質量難以管控,在裝配設計的時候要盡量減少定位零件尺寸鏈中串聯(lián)零件的數(shù)量。對于小批量制造,,特別是非標自動化行業(yè),,調整裝配和修配裝配經(jīng)常使用。 以上內容為原創(chuàng),,不得轉載,。 |
| 參與人數(shù) 1 | 威望 +100 | 收起 理由 |
|---|---|---|
|
| + 100 | 熱心助人,,專業(yè)精湛! |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-19 15:13 , Processed in 0.051547 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂