|
發(fā)布時(shí)間: 2024-3-26 17:35
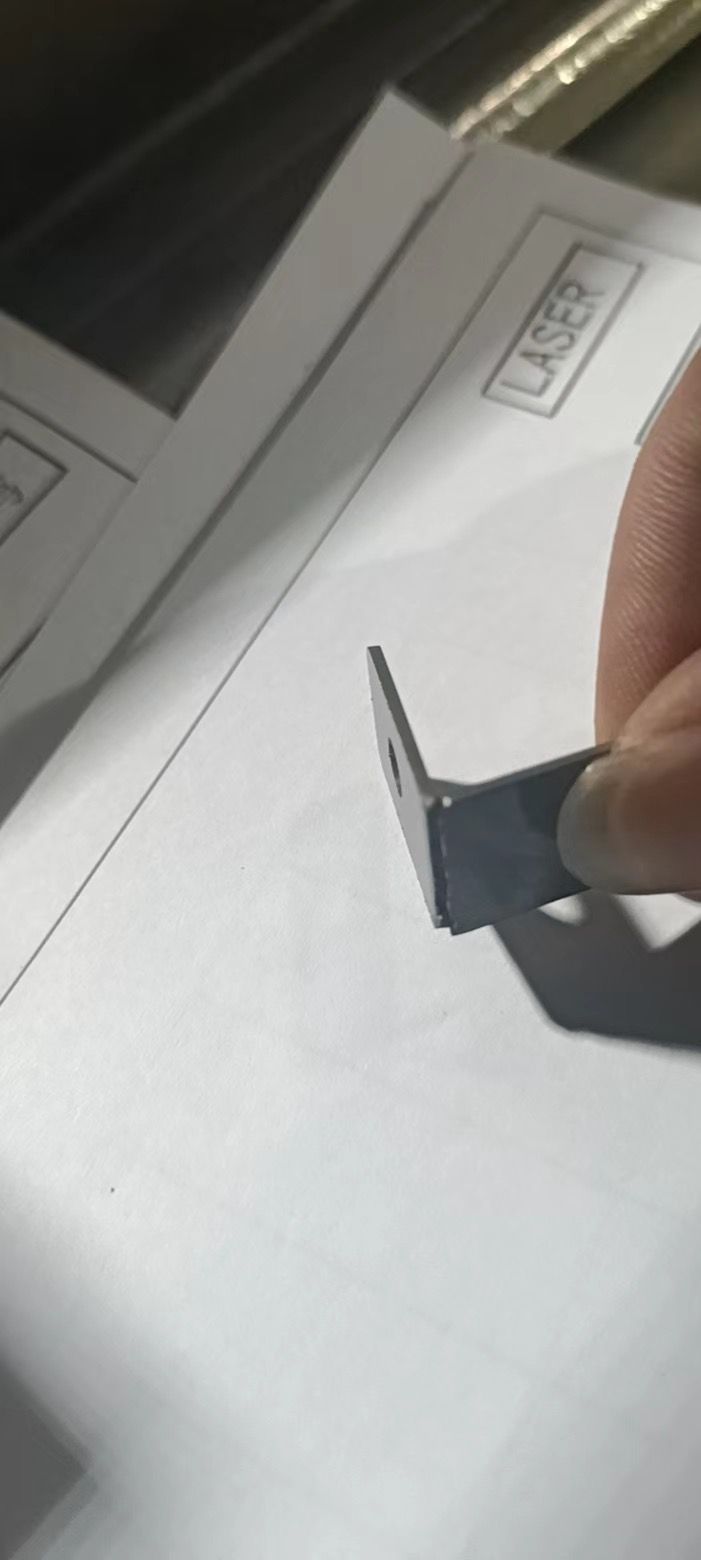
正文摘要:我是機(jī)械新手,,想請(qǐng)教一下,,現(xiàn)在要做一個(gè)折彎的65錳彈片,用來壓緊薄片工件的,,但是發(fā)現(xiàn)折彎不到90度的時(shí)候會(huì)斷裂,,請(qǐng)問一下有沒有辦法避免斷裂?還有就是彈簧鋼做彈片有什么前工序嗎,?要不要先加熱再折彎,?用久了會(huì) ... |
tzcaokun 發(fā)表于 2024-3-27 09:10 感謝您的熱心解答,,您所說的折彎位置高頻是指在折彎工序前進(jìn)行嗎,?不銹鋼彈片是不是sus201?  |
阿飛LJ 發(fā)表于 2024-3-26 18:44 謝謝你的熱心解答,,可能我不太會(huì)用關(guān)鍵詞,百度到的內(nèi)容很多都是廣告,,或者是不夠全面,,所以想發(fā)帖看看有沒有懂行的網(wǎng)友可以比較系統(tǒng)全面地說一下 |
| 把折彎處燒紅,再折彎,。 |
| 先折彎再熱處理,。折彎的時(shí)候順著冷軋紋路折�,;蛘哒蹚澪恢酶哳l�,;蛘邠Q材質(zhì),;可以考慮不銹鋼彈片;也能達(dá)到所需效果還容易加工 |
| 加大R角,, |
| 你把折彎半徑加大到5毫米試試呢 |
|
這個(gè)百度上不是有很多嗎,,哈哈。 比如:材料是65Mn,,板厚1.5 mm,折90度彎,,硬度要求是40-45HRC,我選的加工工藝是先退火,,再折彎,,完了再淬火,但現(xiàn)在退火兩次折彎后還是會(huì)斷,,換大V槽還是斷,,請(qǐng)哪位專家?guī)臀医o點(diǎn)意見? 回答:如果是帶材(寬度10-200MM)直接用退火軟態(tài)(硬度HRC15~18,,HV170左右)折彎,,成型后再熱處理。如果是板材(尺寸1.5*820*2000MM),,冷軋中硬態(tài),,硬度是HRC25~28,或許會(huì)斷,,可以減緩速度,,或加潤滑,或加大折角圓弧,,或者換個(gè)方向,。如果是硬態(tài)退火后再折,考慮下是不是退火工藝的問題,�,;蛘呖紤]直接用退火軟態(tài),。 感覺可以多找找,說不定就有符合你的 |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,,京ICP證050210號(hào),,浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-4-25 12:07 , Processed in 0.066695 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),描述清楚
問題專業(yè),描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂