| 沒有要求的直接做臺沖孔機,,效率高,,造價低,最多10萬搞定,。 |
 |
杞人憂天 發(fā)表于 2011-9-27 14:52 贊同 |
|
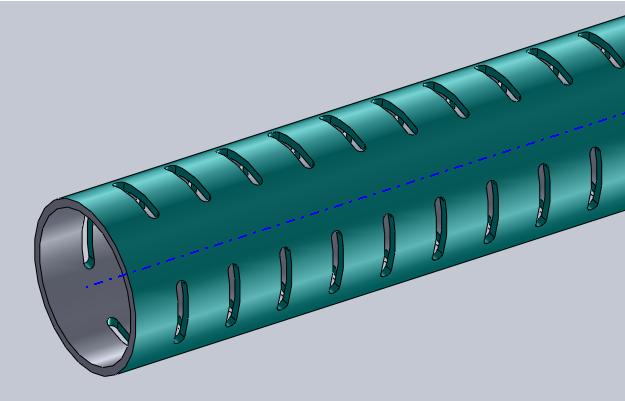
我的建議是,; 1,;不用長孔,不管是元周方向還是母線方向的,。因為會影響剛度 和強度,。(運輸和埋入地下時) 2;加工工藝復雜,,成本上升,。 3;采用圓孔,,加工簡單,。成本也低。強度,,剛度亦高,。 |

|
| 如果孔之間的距離要求的不嚴,,應該沒問題。 |
| 我是覺得這管子加工工藝不算復雜,,好像這個專機架構(gòu)過于麻煩了像是為了一個動作就要增加一個機構(gòu),,算下來成本也不低,我們論壇大俠不少,,我主要是來聽聽,,有沒有比較簡單或者更合理加工方式。因為這個自由發(fā)揮的空間還是比較大的,,只要可以過濾水,,看上去不別扭就行。 |
| 參與人數(shù) 1 | 威望 +10 | 收起 理由 |
|---|---|---|
|
| + 10 |
| 你這個相當于將工件固定在可以平移的平臺上,!步進電機控制刀具的進給,!嗯!我覺得想法很可行,!剩下的就是這幾個電機之間的協(xié)調(diào)了,!不過成本不低呀,老兄,! |
| 參與人數(shù) 1 | 威望 +10 | 收起 理由 |
|---|---|---|
|
| + 10 |
|
本帖最后由 xuechaoqun 于 2011-9-28 03:03 編輯 我個人認為,,樓主需先說明那些長槽孔是做什么用的?因為PE用銑削的方式毛邊很大的,,需要專門去毛剌,。對刀具的鋒利度和轉(zhuǎn)速都有關(guān)系,轉(zhuǎn)速低了加工面不光,,高了對機頭架的整體剛性要求高,,機頭旋轉(zhuǎn)時的動態(tài)加工性能也是問題,。高了也發(fā)熱量大,,易燒,對冷卻也有要求,。而且銑削的進給速度肯定不是非�,?欤什粔蚋�,。 如果那些孔只是為了散熱,,散水,或散氣什么的,,只要求位置不要求形狀的話,,就可以改銑削為鋸切。用鋸片銑刀,就不需要刀頭旋轉(zhuǎn),,只要四向下刀即可,,控制下刀深度�,?捎脷庖涸鰤焊谆蚣円簤候�(qū)動,。這樣送一次料,就鋸銑一次孔,,效率較原來高,,孔內(nèi)毛剌也少。 送料就是用氣缸夾緊,,伺服電機+滾珠絲桿送料,,才夠高速高效。當然用純液壓或氣動也可以,,但動作較死,,不柔性,不適合多種產(chǎn)品規(guī)格,。 剛看到樓主后面的補充,,需改孔形狀,我的經(jīng)驗是對的,,用鋸切方式最經(jīng)濟最有效率的,,管子使用強度比原方案好,鋸切時也不用考慮管子變形,。 我們專做非標的管材加工切割設(shè)備,。一般都是鋸切的。沒見過用銑的,。 |
| 參與人數(shù) 1 | 威望 +10 | 收起 理由 |
|---|---|---|
|
| + 10 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-26 13:08 , Processed in 0.055032 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂