|
發(fā)布時(shí)間: 2018-4-10 22:07
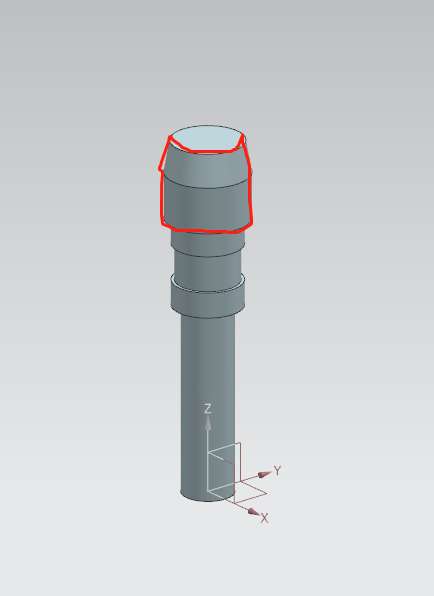
正文摘要:圖中的軸,,車加工后紅色部分要鍍硬鉻(厚度0.09~0.1mm) 但是鍍金廠拿回來一看,,表面好粗糙,怎么辦,? 上磨床的話是不是要保證軸承位和鍍鉻面的同心度,,是不是要先留加工余量,然后重頭到尾都磨床來一遍,? 上磨床 ... |
| 鍍后拋光 |
余罪HN 發(fā)表于 2018-4-11 08:10 鍍硬鉻表面也有技術(shù)工藝,有些廠家做出來毛邊大,,是鍍時(shí)電流造成的,,我見過有做的好的,表面很光亮,! |
| 鍍鉻考慮5絲余量,,軸上雙頂針夾住上磨床,能夠保證與軸承的同心度要求,。 |
| 可以鍍5-8個(gè)絲,,在車床上用砂帶超精,磨下去1-2絲左右,。 |
Adobλ 發(fā)表于 2018-4-10 22:44 厚度應(yīng)該是少了個(gè)0,,厚度一般在1絲左右,0.008-0.015mm |
|
表面毛的情況也鍍鉻工藝有關(guān)系 我們鍍出來就不會(huì)毛 浙江如果要做可以聯(lián)系我 173 6973 5029 |
請(qǐng)把工件的要求標(biāo)出來 ,,要求,?材料?等等,,鍍鉻很多都是防銹耐腐蝕,,增加耐磨的話鍍鉻,10選都算不上 ,,要求,?材料?等等,,鍍鉻很多都是防銹耐腐蝕,,增加耐磨的話鍍鉻,10選都算不上 |
狀態(tài)失控 發(fā)表于 2018-4-11 08:52 一般耐磨零件保留厚度10~50μm,,特殊耐磨零件50~300μm,,修復(fù)零件可以更厚。你要考慮經(jīng)濟(jì)性和成本了,,以及你這個(gè)零件是否需要特別可靠和重要,,也就是,你這個(gè)零件是否是機(jī)器的核心部件來確定磨后的鍍層厚度,。圖紙上只需要給出最終需要的厚度,,至于工藝厚度由制造的人來決定。 |
| 參與人數(shù) 2 | 威望 +2 | 收起 理由 |
|---|---|---|
|
| + 1 | 熱心助人,,專業(yè)精湛! |
|
| + 1 |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-2-11 15:02 , Processed in 0.064826 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂