|
�l(f��)���r�g: 2019-7-24 14:57
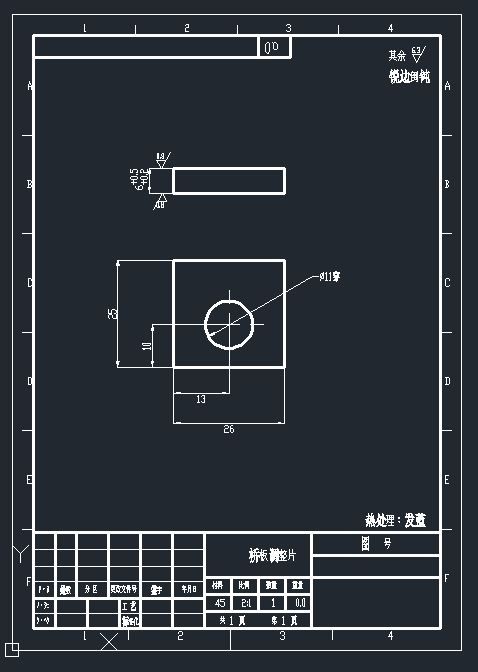
����ժҪ:������},���������c�ɻ�,��Ո��ҽ��,�� һ���{(di��o)��Ƭ,������ע�����g��܇�gδ���g����ȥ�l(f��)�{,����(d��o)����Ҫ����ȥë���ٰl(f��)�{,��܇�g�Ђ����I(l��ng)��(d��o)�f�D����������(y��ng)ԓ�D����ĥ����̎��Ҫ��ע����,������ĥ�������^1mm,�����Ǿ�Ҫ ... |
| �����@�N�����҂�һ��ֻ�ڼ��g(sh��)Ҫ���Ќ�һ�䣺��߅���g,��ȥ��ë��,����,��,�� |
| �@�����Ӻ��L�r�g�ˡ��ܶ��˶��f�����c����,�����͛]���S��������,���������ܵ��F(xi��n)��Ҳ�]ע�⡣�����f�f�ґ�(y��ng)ԓ���Ӯ��@���D,������(j��)���������f,���@�������ǙC�ӹ���ȥ�l(f��)�ڣ�Ȼ���ٰ��b��r��ĥ���H��Ҫ�ߴ�,����ĥǰ�ߴ�6����,�����ĥ��1���ס���ô�ڈD��6����̎��(y��ng)��ע�b��r��ĥ,������1.5*45��,���@����ĥ��߀�е���0.5���ϱ��o�ͱ��ֵ���̎�İl(f��)��,�������ĥ���Ժ����߀�е��ǵ�ԭ��ֻҪ����ʯȥ�J�Ϳ�,������̎�l(f��)�ڲ����Ɖ�,�����ڼ��g(sh��)Ҫ�����f��һ����ĥ���J�Ϳɡ������fһ������I(l��ng)��(d��o)�����B,�����H��(j��ng)��S��,�����ѽ�(j��ng)�c���P(gu��n)�I�ˣ���߀һ�r���������,�� |
|
һ����f���g�J׃�ǿ��Ե�,�����ӹ����˽�(j��ng)���Ͱ��������ˣ����Ժܶ��r��߀�DZM���˵��DZ��^��,��������C0.5�� |
kaixinjixieren �l(f��)���� 2019-7-24 15:18 ���g(sh��)Ҫ������һ�㶼���ᡰȥ�����ë�̣���߅���g��,�������X���@�ǵ��¸ɻ���ˑ���,����ж؟(z��)�ζ��� |
�Cе���B24K�� �l(f��)���� 2019-7-26 09:49 ���}����ĥ����˶��ٴֲڶȣ�������˵ĴֲڶȺ;��țQ���ӹ���ˇ,�����ܱ�ĩ����,���ҵ���˼�����ʲô�x���@���ֲڶȣ��@����������Ĺ��ܺ�ʹ��Ҫ��Q����,���@Ҳ�����f6.3��������,����������������Ҫ�����f�� |
leaffirezpc �l(f��)���� 2019-7-25 16:27 ���x�ش�,��27����ǰָ݅���ˈD���Ć��},��Ո�韩��һ��߀��ʲô������a�䡣�I(l��ng)��(d��o)�ǹ�˾����,������܇�g����,����(y��ng)ԓ���и���İѡ�������,��ֻҪ֪����߅����,����ô�ľ�����,�� |
zjb434 �l(f��)���� 2019-7-26 00:17 ǰ���c���J�ɣ�ֻ�ǁ����@�ҹ�˾���@ô���D,�����ڟ�̎������鶼����SW���D,��ģ�冖�}�����Ď����{(di��o)��,��Ҳ���S��������,�����һ�c�ֲڶ�Ҳ�����_�ģ�ֻ�Ǻ�ǰ����cһ��,���@���ֲڶ���˼��ĥ����֮��Ҫ��Ĵֲڶ�,��һ��F(xi��n)���ЃɷN��Ҫ����c��0.8,����һ�c��1.6,����Ҳ��̫����@߅��(y��ng)ԓ��ĥ��ǰ�Ĵֲڶ�߀��ĥ����Ĵֲڶȣ�Ոָ�cһ��,�� |
| ��ʹ��עС����,��܇�g����Ҳ���S���Sһ�� |
�Cе���B24K�� �l(f��)���� 2019-7-25 08:03 �@�N�μ�С����ԭ�t��Ҫ����,����������Ҫ���]���a(ch��n)��ˇ,�������Ǟ����b��r���ℝ���������x��C0.2��0.5.�fһ�D���ώׂ����},�����g,���l(f��)�{��(y��ng)���ڼ��g(sh��)Ҫ�����棬�l(f��)�{���ǟ�̎��,����Ȼ�����{(di��o)���|Ƭ����ֲڶȞ�ʲôҪ�x0.8,��һ��6.3���ӡ� |
С����|�֙C��|Archiver|�Cе��^(q��) ( ��ICP��10217105̖-1,����ICP�C050210̖,���㹫�W(w��ng)����33038202004372̖ )
GMT+8, 2025-2-27 15:19 , Processed in 0.065647 second(s), 20 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 �ղ�
�ղ� ���}���I(y��),���������
���}���I(y��),��������� �����h/��ˮ/������
�����h/��ˮ/������