|
發(fā)布時(shí)間: 2019-9-19 15:52
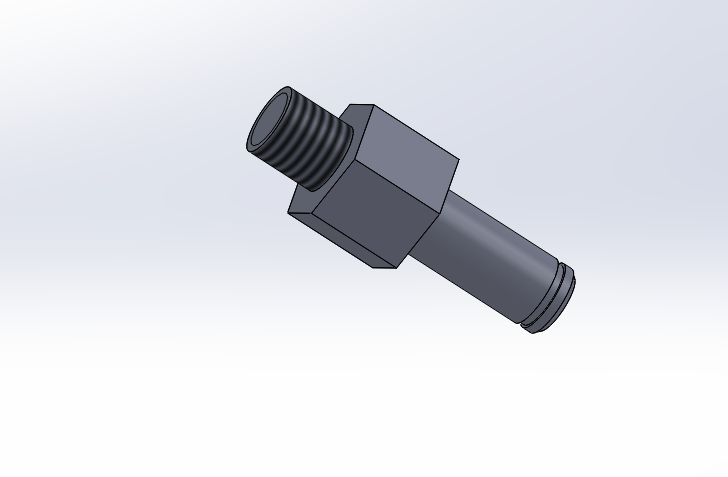
正文摘要:如圖所示的零件螺紋端是長(zhǎng)度6mm的M6螺紋,,要求完全擰入,這樣較短的螺紋尾端應(yīng)該如何處理最好,,希望大神給與解答,,謝謝!,! |
|
M6的螺距是1mm,加個(gè)1.5-2mm寬的退刀槽就行 |
|
我有個(gè)問題 你右端的軸上的東西是怎么轉(zhuǎn)的 順時(shí)針還是逆時(shí)針 |
| 換成兩個(gè)件,,螺桿套螺母,右端還是軸和卡槽,。 |
| 打內(nèi)螺紋反過來固定 |
| 也可以增加彈簧墊圈與平墊圈,,增加鎖緊的距離。 |
|
實(shí)在不行就做成兩體的,,做成螺桿擰進(jìn)去… 一般本體如果太薄的話都會(huì)在螺紋孔的地方加厚,,要不然有效螺紋太短了,m6的粗牙螺距是1,,再加上倒角,,剩下多少… |
水水5 發(fā)表于 2019-9-20 13:08 非常感謝! |
小小嘉 發(fā)表于 2019-9-20 08:43 數(shù)控車可以無退刀槽車削螺紋,,但是最后一兩圈仍然是不能用的。 可以給加工的師傅商量一下,。用個(gè)尖刀在根部向里面扎一下,。 這個(gè)就不能叫退刀槽了。因?yàn)槠鸩坏健巴说丁钡淖饔�,。只能叫清�?br /> |
小黑屋|手機(jī)版|Archiver|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-2-26 20:00 , Processed in 0.064481 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂