�C�^(q��)
���}: ���S�B�U�i܇����Һ���ԄӊA���g(sh��) [��ӡ���]
����: һ����ǰ �r�g: 2022-11-3 09:25
���}: ���S�B�U�i܇����Һ���ԄӊA���g(sh��)
ǰ ��
$ @# I4 S" j( n4 l9 |1 o( d) {! f
����ͨ�^����܇�l(f��)�әC���S�B�U�i܇���ӹ���ˇ�ķ�����̽����һ�N�m�ϸ�Ч�߾����ԄӶ��ĊA�o������Һ���A�ߵ��O(sh��)Ӌ˼·��ͨ�^�����S��ƫ�Ķ�λ�A�ֽY(ji��)��(g��u)�Լ���ƽ���O(sh��)Ӌ,�����C�˰�ȫ�ԺͿɿ��ԣ������䑪(y��ng)�������S���a(ch��n)����,�����Ƅ���܇�㲿�����|(zh��)���͔�(sh��)���Ŀ��������l(f��)�]�䑪(y��ng)�е����á�
2 Z, ^" h% u& P# ^! [5 E
һ,�����S�B�U��܇����ˇ�еĆ��}���S�ǃ�(n��i)ȼ�C���y�ӹ��ĺ������֮һ,��������������a(ch��n)����܇���S�����ܵ��ɱ���Ч����Ƽs,�����O(sh��)Ӌ�����Ϻͼӹ����涼��(j��ng)�v���ஔ�����׃,���S���˂�ע�حh(hu��n)��,�����M�����Լ���������ɱ���Ҫ���������ߣ��@�N��׃�^��߀���^�m(x��)��ȥ,�����S��ij���S�i���B�U�i,������Π���һ���̈A���w��܇���ӹ��o��������y(t��ng),����(j��ng)���Һ��οɿ��Ĺ�ˇ�ֶ�,�����S���S�i���B�U�i܇����ˇ�����S�ӹ�����vʷ������(j��ng)ռ��(j��)�˰낀�����o�ĕr�g���S�i��܇����ˇĿǰ�Ա��V������,��
" b* r& I) q1 b
0 S& ?# H+ j G& b% J4 t' K! ?* O4 n) k
����,����������B�U�i�ӹ���ƫ�x���D(zhu��n)���ĵĊA��λ���Լ���˶��a(ch��n)���Ą�ƽ�↖�}ʹ���S܇���ԄӊA�ߵ��O(sh��)Ӌ׃�ķdz����y,��Ŀǰ���õ��քӊA�߲��H�M�r�M�����Ҵ����^��IJ���ȫ����,���y�Ԍ��F(xi��n)�Ԅӻ����a(ch��n)��ʽ���S����(sh��)�ؼ��g(sh��)�İl(f��)չ,�������Ĕ�(sh��)��܇����܇������,���D(zhu��n)�١��Ԅӿ��ƺͰ�ȫ�ɿ��Ը�������l(f��)���˾��׃��,���p���Sͬ���(q��)��,���A�Pʽ�D(zhu��n)λ����������֝M�������S܇����ˇ����Ҫ��ֻҪ�ܳɹ��ؽ�Q���S�ԄӶ�λ,���A�o�Ć��},�������x�������a(ch��n)���IJ���ȫ���أ����S܇����ˇ�o�Ɍ��ɞ���ж�惞(y��u)Խ�Ժ��ԃr�ȵĹ�ˇ����,��
8 O$ \, v. |* \. A9 e( @% T2 l
��,�����y(t��ng)��ˇ��������
; |3 n" |' ~5 n2 Q( k7 L8 ~7 W T/ W3 o# @
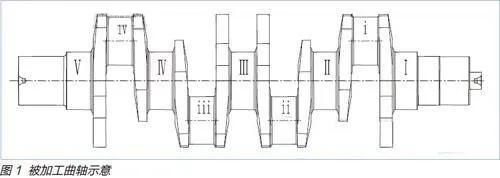
��D1��ʾ���S�еľ�̖��,����,����,�������Ξ��һ���S�i���ڶ����S�i,���������S�i,����̖i��ii,��iii,��iv���Ξ��һ�B�U�i���ڶ��B�U�i,�������B�U�i,��ԓ�D������Ĺ����S��Ҳ�С��ĸ����S������
# l4 e2 M: e+ j L) K
һ�㱻�ӹ�������Ĺ����S���������S,�������a(ch��n)����Ҫ��ͬ��λ���B�U�i�ӹ�����քe����O(sh��)��,�����Ĺ����S������һ�_�C����һ���b�A�Ќ��T�ӹ�i,��iv�B�U�i��i,��iv�B�U�iͬ�S��������λ�A�o�â�,�������S�i,���A���w�����L���^�̣���һ�_�C����һ���b�A�Ќ��T�ӹ�ii,��iii�B�U�i��ii,��iii�B�U�iͬ�S��������λ�A�o�â�,�������S�i,���A���w�����L���^�L��Ҳ�����f,��һ�A�߲���ͬ�r�ӹ�ͬһ�����S��ȫ���B�U�i,���@��Ҫ���Ŀ�������S�ı��ӹ��B�U�i�������A�o��λ������(y��ng)���S�i̎�������ڱ��C����,��ͬ�r�������Ч��,���m��(y��ng)���I(y��)�����a(ch��n)��
9 x- B. }4 S' _- v' ?% `
��,�����S�B�U�A���O(sh��)Ӌ˼·��B1 O. p3 K8 @' N; Y0 h
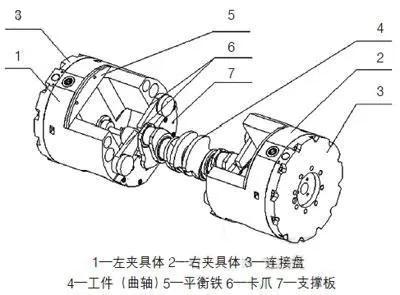
ԓ�A������Ҫ�����������S�B�U�i܇���C���Ќ����S�M���ԄӶ�λ�͊A�o,����(y��ng)�Õr��ԓ�A���c�C�����S�B��,���Ɍ�ͬ��ʹ��,����ԓ�C�����p���S��ͬ����(sh��)��܇��,���C�����S���D(zhu��n)�����c���ӹ��B�U�i�S��ͬ�S��
/ U# ^- ^3 Y2 G6 a8 c6 Z; ?
�����Ķ�λ����������,��������λ,���S��λ�ͽ���λ������λ���A�o��λ�����S���������S�i,������ƫ�ĊA�o,���A�o�����S�i�S��ƫ�x�C�����S���D(zhu��n)���ĵľ��x�������S�����İ�_�̣������S�B�U�i���ĵ����S���S�i�����ľ��x������������λҪ���C���ӹ����S���B�U�i̎��܇�����S�Ļ��D(zhu��n)������,���S��λһ�˞�̶����F,����һ�˞��O(sh��)���ҊA���S���ϵ�Һ���ף�����λ�ɷ֞�ɷN,��������ݗ�����Ђ�(c��)��λ��r��λ�Y(ji��)��(g��u)���O(sh��)�ڱ��A����,���������ݗ��o��(c��)��λ�棬�t��λ�Y(ji��)��(g��u)���O(sh��)�ڙC���Ī����b����,��
7 ~1 P* b4 t$ z _, W ?2 n0 @
�����Ķ�λ,���A����D2��ʾ�����ҊA�߷քe�c�C�����������S������S���Pͬ�����B,���@�ӣ��������ϵ�����һ���B�U�iʹ֮�c���S���D(zhu��n)����һ��,�����Ɍ��F(xi��n)��ԓ�B�U�i�ĸ���܇���ӹ�,��
; d! C7 F3 f. D V- ^4 p
" g( @ }& e5 _( o/ w
�ġ����S�B�U�A�߽Y(ji��)��(g��u)��B
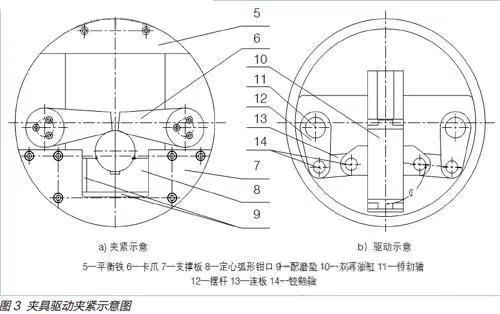
7 Q4 f1 a1 e! J7 o+ {�O(sh��)Ӌ��,�����ҊA�߽Y(ji��)��(g��u)������ͬ,����C�����S�������D(zhu��n)�r�����S���a(ch��n)���ܴ���x����,��������Ҫ�����ĊA�o�����C���S�B�U�i܇���ӹ��r�İ�ȫ�ɿ�,��ԓ�A�ߵ��P(gu��n)�I�Y(ji��)��(g��u)ʹ�õ���Һ���(q��)�ӵĔ[�U��צ�C��(g��u)��Ҋ�D3 a��b��,��ԓ�Y(ji��)��(g��u)ͨ�^�����q������C��(g��u)�ķ�ʽ��M���@һҪ��,���D3b�еļ�10��11,��12,��13��14����Һ���(q��)�����w������U����(f��)�\�Ӳ���������ͨ�^�c֮���B�Y(ji��)���B��,���[�U�D(zhu��n)׃?y��u)�����S���D(zhu��n)��,�����B���c�����U�S���ĊA�Ǧ��R��90��r��Һ���������D(zhu��n)׃?y��u)�һ����������D(zhu��n)���f�������S�Ϳ�צ,���Mһ�����F(xi��n)�������Ŀɿ��A�o,��
5 i) M. Y5 c; _" B) E
Һ����·��ͨ�^���D(zhu��n)���^��ͨ��·�(q��)�Ӄ�(n��i)�����B�U���F(xi��n)�����^��,������Һ�����D(zhu��n)���^����A������10�S�C�����S�����D(zhu��n)�\��֮�ʡ���,���ҊA�ߵ��(q��)���ײ���ͬһ��Һ���y����,��
- U6 N9 u9 q; d/ u7 O3 M! x. _
�ڊA�������O(sh��)Ӌ�ϣ�ͨ�^���Q���Ļ����Q��8�Լ��{(di��o)������צ6�͂����S11֮�g�ĽǶ�,���팍�F(xi��n)�m��(y��ng)��ͬҎ(gu��)�����{(di��o)��,��
6 U8 y4 s' l% O$ `
, }' X' x" Y2 i- Z5 F3 ]; Y q
�塢���S�B�U�A�ߵ����c
& u8 T# S3 ?/ x# Y7 F. XӰ푿ɿ��Ե������Џ���,������,���A�o������λ�Y(ji��)��(g��u),����·�Լ�ƽ���,��
+ G/ F5 ^- ~/ ?
ԓ�A�ߵď��ȡ������ǾC�Ͽ��]��,��ͨ�^�����w�Y(ji��)��(g��u)�İ��ż���M���IJ����x��,���P(gu��n)�I����_���Լ���ˇ��ʩ�Ĵ_������(qu��n)������,�����������h(hu��n)��(ji��)�M��У��,���A�o��ͨ�^Һ����·�������C��(g��u)�͂��ӽY(ji��)��(g��u)�����C,��
( l. g/ L& o6 J5 S, S7 A
��λ�Y(ji��)��(g��u)�֏���λ,���S��λ������λ,������λ����߅�Π�ʾ���,����߅�ʻ��εĶ��Ļ����Q��8���F(xi��n)���Ա��C���ӹ����S���B�U�i̎��܇�����S�Ļ��D(zhu��n)������,���S��λ���O(sh��)���ҊA���S���ϵ�Һ�����F(xi��n)��,������λ�O(sh��)�ڙC���Ī����b���ϡ�
& D* S! X; Z+ \+ r* @5 ~ k3 E
��·��ͨ�^���D(zhu��n)���^���͵�,�����ҊA�ߵď���A�o����һ��Һ���y����,��
7 Y' p/ g# s0 G/ V% ^4 Y1 _
��ƽ����ᘌ���ͬ�Ĺ����ӹ����m��(y��ng)�Զ����]�ģ����ø��Qƽ���F�Ĵ�ʩ���Ԍ��F(xi��n),������(j��)һ�������IJ�ͬҎ(gu��)��Ĺ�����ƽ���|(zh��)��,���A(y��)���������(y��ng)��ƽ���F���Ա������a(ch��n)���ϸ��Q�����r���ӿ��ٷ��������Ҋ�D1��ƽ���F5��,��
9 d k2 F! W6 D6 g; |
" q9 [( Y4 y1 d/ l0 l+ P V
�Y(ji��)�Z
8 k8 V% P; Z/ R; u+ X4 t
# Z, N: |& K$ z: G
4 ^' o: |5 H$ L+ [" Y6 F
�����ԄӊA�ߑ�(y��ng)�������S�B�U�i�ӹ����Ô�(sh��)��܇����,����һ�N�Ɍ����S���F(xi��n)�ԄӶ�λ�A�o�ęC��(g��u)������Ҫ������(n��i)���Y(ji��)��(g��u)���q������Y(ji��)��(g��u)�Լ��ԄӶ�λ�A�o�Y(ji��)��(g��u)��,�����������ڙC��Һ���(q��)�Ӄ�(n��i)���ײ���Һ��������(f��)�\���D(zhu��n)���鿨צ�ĊA�o����,���ṩ���ĊA�o��������ߙC����ȫ�ɿ��Լ������˄ڄӏ��ȵ�ͬ�r,�����ʹ���S�B�U�i܇���O(sh��)��M�����S�Ԅӻ����a(ch��n)��������,��
6 c$ x6 h0 c/ O# A$ j- n
����: 276582945 �r�g: 2022-11-3 11:12
���f�ǂ�V�͊A�o�Ķ���Ч����(w��n)���ԾͲ��߰ɣ�
����: sfcp �r�g: 2022-11-3 11:41
�F(xi��n)�������S���õĴ���
����: ע�ԙC008 �r�g: 2022-11-3 21:27
���܌��F(xi��n)�Ԅ��{(di��o)��ƫ�ľ�ĊA�߆�,����(sh��)܇��
����: �����r(n��ng)�� �r�g: 2022-11-4 20:16
���Ԍ��F(xi��n)���S�Ԅӷֶ�ô,��һ���b�A��������B�U�i�ӹ���
| �gӭ���R �Cе��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |