亚洲欧美日韩国产一区二区精品_亚洲国产精品一区二区动图_级婬片A片手机免费播放_亚洲国产成人Av毛片大全,男女爱爱好爽好疼视频免费,中文日韩AV在线,无码视频免费,欧美在线观看成人高清视频,在线播放免费人成毛片,成 人 网 站 在 线 视 频A片 ,亚洲AV成人精品一区二区三区
<noframes id="2me8c"></noframes>
<dfn id="2me8c"><td id="2me8c"></td></dfn>
<fieldset id="2me8c"><input id="2me8c"></input></fieldset>
<th id="2me8c"></th>
<kbd id="2me8c"></kbd>
<ul id="2me8c"><pre id="2me8c"></pre></ul>
<kbd id="2me8c"></kbd>
<ul id="2me8c"><dfn id="2me8c"></dfn></ul>
<ul id="2me8c"><sup id="2me8c"></sup></ul>
機(jī)械社區(qū)
標(biāo)題:
[模具設(shè)計(jì)]汽車鎖扣蓋注塑模具設(shè)計(jì)
[打印本頁(yè)]
作者:
《Amada》
時(shí)間:
2009-7-31 09:27
標(biāo)題:
[模具設(shè)計(jì)]汽車鎖扣蓋注塑模具設(shè)計(jì)
合理地設(shè)計(jì)了汽車內(nèi)飾件鎖扣蓋注塑模具,。根據(jù)塑料件的結(jié)構(gòu),,重點(diǎn)設(shè)計(jì)了兩凹槽的斜頂側(cè)向抽芯機(jī)構(gòu)和斜導(dǎo)柱滑塊抽芯機(jī)構(gòu),,保證了塑料件的順利脫模,。實(shí)踐證明,,該模具脫模機(jī)構(gòu)運(yùn)行靈活可靠,,結(jié)構(gòu)緊湊,,成本低廉,。
2 s2 r1 A+ W3 y8 k
# V& p; c3 c1 n! _* O" P3 a7 ]
隨著我國(guó)經(jīng)濟(jì)和社會(huì)的飛速發(fā)展,,汽車已逐漸成為人們生活的一種重要交通工具,。人們對(duì)汽車不僅要求具有良好的使用性能,而且對(duì)汽車外觀和內(nèi)部裝飾的要求也越來(lái)越高,。汽車的內(nèi)飾件主要是塑料件,,因此注塑模具的質(zhì)量是影響汽車內(nèi)飾的重要因素,研究汽車內(nèi)飾件的模具設(shè)計(jì)具有現(xiàn)實(shí)意義,。目前我國(guó)的汽車產(chǎn)業(yè)還處在發(fā)展階段,,對(duì)內(nèi)飾件模具設(shè)計(jì)多采用二維平面,,運(yùn)用Pro/E軟件設(shè)計(jì)模具的報(bào)道還不多見(jiàn)。筆者采用Pro/E軟件設(shè)計(jì)了汽車內(nèi)飾件鎖扣蓋注塑模具,。
/ r3 p' K. T. Z
) { q+ q6 g9 r& x; H
1塑料件結(jié)構(gòu)分析
' p( I6 B8 }) F( ]5 W; v/ l" {; P
; w6 G/ q, w- n
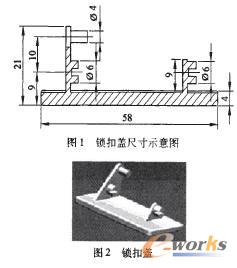
圖1和圖2分別為汽車內(nèi)飾件鎖扣蓋的示意圖及產(chǎn)品圖,。該塑料件是汽車儀表產(chǎn)品中的一個(gè)零部件,下部為4mm底板,,上部有兩個(gè)突出三角形板,,其上分別有兩個(gè)φ6mm和一個(gè)φ4mm圓柱側(cè)向伸出,兩個(gè)φ6mm圓柱上有兩凹槽,。塑料件的成型材料為ABS,,它具有強(qiáng)度高、熱穩(wěn)定性和化學(xué)穩(wěn)定性好,、注塑時(shí)流動(dòng)性好,、易于成型的特點(diǎn),其成型收縮率小,,理論計(jì)算收縮率為0.6%,溢料值為0.04mm,;比熱容較低,,在模具中凝固速度快,模塑周期短,;塑料件尺寸穩(wěn)定,,表面質(zhì)量高。
n/ @2 ] w$ y- x! e
6 h. D# X3 I0 R* s: ^; ^
6 h/ {1 `1 L: t0 N C
+ r, u" D1 g$ f3 m
2模具結(jié)構(gòu)分析
' s: v3 h! F/ P4 ^. u' L
+ F& g4 x9 d8 X9 g0 n0 u
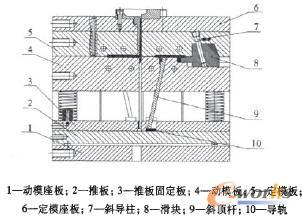
該塑料件為小型制品,,尺寸精度不高,,比較適合于大批量模塑生產(chǎn)。為了提高生產(chǎn)效率,,降低模具生產(chǎn)成本,,設(shè)計(jì)采用一模4腔,模具結(jié)構(gòu)見(jiàn)圖3,。此模具的設(shè)計(jì)要點(diǎn)在于兩凹槽的斜頂側(cè)向抽芯機(jī)構(gòu)和斜導(dǎo)柱滑塊抽芯機(jī)構(gòu)的設(shè)計(jì),。
5 J9 @* |1 e) k( q3 C' _( n
$ X2 z' m& y2 J2 k2 C% T; d
- @6 Y" f7 s) q2 a
4 r' j2 Q) K T3 Y3 C* b( x
圖3注塑模具結(jié)構(gòu)圖
' `2 I6 @$ T+ [# \
" s7 j7 z1 ?1 V- E
2.1澆注系統(tǒng)設(shè)計(jì)
2 K' {9 E! C: Q% L& N, s
% V$ J6 B A8 b1 ]6 \
主流道(圖4)是自注塑機(jī)噴嘴與模具主流道襯套接觸的部位起至分流為止的一段總流道,它是熔融塑料進(jìn)入模具時(shí)最先經(jīng)過(guò)的部位,。在臥式機(jī)上,,主流道垂直于分型面,由于它與高溫塑料及噴嘴反復(fù)接觸,,故設(shè)計(jì)成可拆卸的主流道襯套,,主流道襯套應(yīng)帶凸緣,使之固定在定模上,。為便于流道凝料的脫出,,將主流道設(shè)計(jì)成圓錐形,,其錐角為5°,內(nèi)壁表面粗糙度為0.8μm,。主流道上部小端的直徑比注塑機(jī)噴嘴直徑大1mm,,球面半徑比注塑機(jī)噴嘴的球面半徑大2mm,其作用是補(bǔ)償噴嘴與主流道的對(duì)中誤差,,避免注塑機(jī)注塑時(shí)在噴嘴與主流道之間造成漏料或積存冷料使主流道無(wú)法脫模,。
+ m n, w6 {9 [: M8 O7 h" ?
9 O! F6 ?; S) u E( X
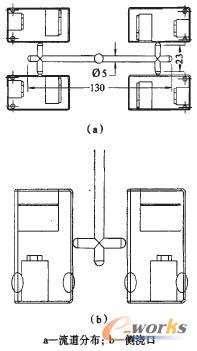
在本模具設(shè)計(jì)中,分流道的布置采用對(duì)稱平衡式,。這種布置使各分流道的長(zhǎng)度,、截面形狀和尺寸都對(duì)應(yīng)相等,可實(shí)現(xiàn)均衡進(jìn)料和同時(shí)充滿各型腔的目的,。分流道直徑5-砌,,分流道長(zhǎng)度選取L1=65mm、L2=11.5mm,。
7 z7 r/ D* j8 P5 D9 U
( T1 ^0 ^( O+ X7 I, C" M
6 K1 y. R( y* H7 j/ o! T, m! T" O2 A3 ]
7 m& g# s( a5 W- G T7 l
圖4主流道
$ s' l: L J; Y. m
+ x1 W7 H" K" W, N7 y, r" H. N3 Z
澆口設(shè)置在底板處,,如圖5所示,開(kāi)模后,,由推料板將澆口制品和凝料一起推出,,在澆口部分剪斷。
2 y/ L' V ~, i# y! @
/ y$ @8 f) V+ ~! L- c, w% C* z
- b: u5 ]( K5 a9 Y1 |. D
: \& Y6 j# C, r6 [
圖5流道的設(shè)計(jì)
: ]( x P: n9 T: M7 s5 I
" z* m& M# M q, M
2.2抽芯機(jī)構(gòu)設(shè)計(jì)
+ e w# R# o m4 H- _, |
" j- ]* G0 z0 e4 n% T
當(dāng)塑料件上具有與開(kāi)模方向不一致的孔或側(cè)壁有凹凸形狀時(shí),,必須首先將成型部分的型芯或型腔脫離塑料件才能使整個(gè)塑料件從模具中脫出,。除了使用斜導(dǎo)柱滑塊抽芯外,斜頂是為解決平行于分型面的凹槽而發(fā)展的另一種側(cè)抽芯機(jī)構(gòu),,其基本原理與前者相似,,它是將模具開(kāi)閉的垂直運(yùn)動(dòng)轉(zhuǎn)化成水平運(yùn)動(dòng)。斜頂與滑塊最大的不同在于其動(dòng)作的驅(qū)動(dòng)力來(lái)自于推板的動(dòng)作,。
$ j/ V) D/ ~; B6 h0 W6 {
0 [$ t1 m( R; }: {
本設(shè)計(jì)中型腔的分布為一模4腔,,且塑料件同時(shí)存在兩個(gè)平行的凹槽,因此在模具的中間存在雙內(nèi)抽芯,。采用單一的斜導(dǎo)柱滑塊機(jī)構(gòu)不能完全實(shí)現(xiàn)側(cè)抽芯動(dòng)作,,所以在設(shè)計(jì)中采用斜頂和斜導(dǎo)柱滑塊相結(jié)合的側(cè)抽芯機(jī)構(gòu),對(duì)模具內(nèi)側(cè)的塑料件凹槽采用斜頂側(cè)抽芯,,靠近模具外側(cè)的凹槽采用斜導(dǎo)柱滑塊機(jī)構(gòu)來(lái)實(shí)現(xiàn)抽芯,。這樣既解決了單獨(dú)使用斜導(dǎo)柱滑塊機(jī)構(gòu)難以完成內(nèi)側(cè)抽芯的問(wèn)題,又避免了使用雙斜頂機(jī)構(gòu)所產(chǎn)生的裝配空間不夠的難題,。
( S2 R6 j. e0 d- t
; o" O; F, L- T" o5 }9 r& b
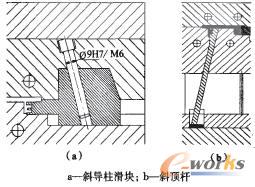
對(duì)于斜導(dǎo)柱滑塊機(jī)構(gòu)(圖6a)的設(shè)計(jì),,考慮到塑料件形狀及模具結(jié)構(gòu)特點(diǎn),采用兩個(gè)滑塊機(jī)構(gòu)且分布于模具兩側(cè),,其中每個(gè)滑塊在開(kāi)模時(shí)由固定在定模上的斜導(dǎo)柱驅(qū)動(dòng)完成位于同一側(cè)兩個(gè)塑料件外側(cè)凹槽的抽芯動(dòng)作,。該側(cè)抽芯機(jī)構(gòu)具有結(jié)構(gòu)緊湊,、成本低廉、便于加工裝配的特點(diǎn),。
6 m' j0 G. Z4 o& L
2 W' f& h$ a: U; x
8 ^: ]! c5 J4 o: M) E" J% X
4 A2 f7 r# U+ A
圖6斜導(dǎo)柱滑塊抽芯機(jī)構(gòu)和斜頂桿抽芯機(jī)構(gòu)
4 g: I) @9 V8 _! h9 R
2 O- k! K* K4 T
對(duì)于斜頂桿機(jī)構(gòu)(圖6b)的設(shè)計(jì),,采用了4根斜頂桿分別來(lái)實(shí)現(xiàn)4個(gè)塑料件內(nèi)側(cè)凹槽的抽芯及塑料件的脫模。其工作過(guò)程是推板推動(dòng)斜頂桿移動(dòng),,使斜頂桿在動(dòng)模板上沿著導(dǎo)軌產(chǎn)生縱向移動(dòng)的同時(shí)作橫向移動(dòng),,從而完成側(cè)抽芯動(dòng)作。由于斜導(dǎo)柱滑塊的驅(qū)動(dòng)力來(lái)自于固定在定�,;騽�(dòng)模的斜導(dǎo)柱,,側(cè)抽芯時(shí)滑塊一般向模具外側(cè)運(yùn)動(dòng)。當(dāng)采用斜導(dǎo)柱滑塊機(jī)構(gòu)實(shí)現(xiàn)內(nèi)側(cè)抽芯時(shí),,必須在模具中間留有滑塊運(yùn)動(dòng)空間,,這樣就增大了模具的尺寸,同時(shí)使模具的結(jié)構(gòu)更加復(fù)雜,,從而增加了模具的成本,。采用斜頂桿側(cè)向抽芯簡(jiǎn)化了模具結(jié)構(gòu),降低了模具成本,;而且斜頂桿在頂出塑料件時(shí)起到一定的作用,,使得塑料件頂出時(shí)的受力更加均衡,可以減小塑料件的變形,。斜頂動(dòng)作必須由推板的驅(qū)動(dòng)來(lái)完成,,因此斜頂機(jī)構(gòu)的設(shè)計(jì)與推板行程有關(guān),,這也是斜頂機(jī)構(gòu)設(shè)計(jì)與斜導(dǎo)柱滑塊設(shè)計(jì)的最大不同點(diǎn),。斜頂機(jī)構(gòu)在頂出及退回時(shí)會(huì)在斜頂桿的側(cè)面上產(chǎn)生較大的應(yīng)力,從而使斜滑塊表面較容易損壞,,降低塑料件的精度,。因此,斜頂桿在選材和熱處理工藝等方面要考慮其使用性能的要求,。
, q5 Q% F! A9 R4 T8 m. t
3 f O, }( U% |3 z8 O, @$ h$ p1 h1 s
2.3冷卻系統(tǒng)設(shè)計(jì)
0 }- r4 C% \% x1 l, k% C
1 \: k2 s( ^2 i/ n8 t, b+ C
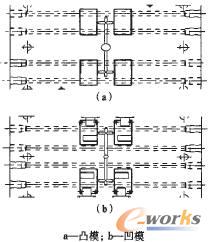
合理地設(shè)置冷卻系統(tǒng)可以防止塑料件脫模時(shí)變形,,降低模具的溫度,縮短成型周期,,提高生產(chǎn)效率,,增大結(jié)晶性塑料的過(guò)冷度,以得到整體性能好表面光滑的塑料件,。冷卻系統(tǒng)的設(shè)計(jì)應(yīng)做到冷卻系統(tǒng)內(nèi)流動(dòng)介質(zhì)能充分吸收成型塑料件所傳導(dǎo)的熱量,,使模具成型表面的溫度穩(wěn)定地保持在所需的溫度范圍內(nèi)。因此,,在不與頂出系統(tǒng)和其它連接件發(fā)生干涉的情況下,,盡量在型腔附近設(shè)置冷卻系統(tǒng),。根據(jù)塑料件的結(jié)構(gòu)復(fù)雜程度,冷卻水道可以采用直通式或回轉(zhuǎn)式,。直通式水道結(jié)構(gòu)簡(jiǎn)單,,加工方便,但冷卻效果一般,;回轉(zhuǎn)式水道的路徑更加貼近于型腔輪廓,,冷卻效果較好,但加工成本高,,有時(shí)還必須采用分體式結(jié)構(gòu),。由于鎖扣蓋體積小,形狀簡(jiǎn)單,,因此為降低加工成本,,本設(shè)計(jì)采用直通式冷卻水道。模具的熱量是由輻射傳熱,、對(duì)流散熱,、向模板的傳熱及其與注射噴嘴接觸的傳熱等多因素綜合作用所形成的。當(dāng)考慮冷卻介質(zhì)在管內(nèi)強(qiáng)制對(duì)流的散熱時(shí),,根據(jù)計(jì)算校核后,,冷卻水道直徑為10mm,水道中心偏離型腔15mm,。通過(guò)調(diào)節(jié)冷卻水的流量可以控制冷卻系統(tǒng)散發(fā)的熱量,,從而調(diào)節(jié)模具型腔的溫度。圖7示出本模具采用直通單循環(huán)式結(jié)構(gòu)的冷卻系統(tǒng),。
' o- g- | n. a
K* a4 F* R7 X. j3 b0 g$ k* G
' q& M6 H" Y% N+ H0 g) q& n
' D0 n# q% e1 n
圖7模具冷卻水道結(jié)構(gòu)
& ^5 ]2 Z5 b' s) c Y
8 G$ n0 A4 H) J0 B1 q; r1 E9 V
3模具工作原理
. H2 H3 q% h* m. K3 Y+ J
3 A* [( |' o* u+ ^8 n- @6 d
根據(jù)圖3所示模具結(jié)構(gòu),,模具閉合時(shí),熔融的塑料經(jīng)過(guò)噴嘴注入模具型腔,,注射成型完畢后,,注塑機(jī)帶動(dòng)動(dòng)模板4以下部位向下移動(dòng),在動(dòng)模板4和定模板5之間分型,,隨著動(dòng)模板繼續(xù)向下移動(dòng),,滑塊在斜導(dǎo)柱作用下實(shí)現(xiàn)側(cè)向抽芯;在拉料桿的作用下,,塑料件留在動(dòng)模一側(cè),,主澆道中余料慢慢拔出。待主澆道中余料完全拔出后,,動(dòng)模和定模繼續(xù)分離,,一直到兩板之間具有足夠的空間以保證塑料件可以被完全取出。這時(shí),,注塑機(jī)和動(dòng)模停止向下運(yùn)動(dòng),,注塑機(jī)中的推桿推動(dòng)推板2向上運(yùn)動(dòng),,斜頂桿9在隨推板向上運(yùn)動(dòng)的同時(shí)還順著動(dòng)模板中斜孔左右運(yùn)動(dòng),實(shí)現(xiàn)了斜頂桿和塑料件的分離,,同時(shí)使塑料件從動(dòng)模中頂出,。塑料件被取出后,推動(dòng)推板的推桿復(fù)位,,在復(fù)位桿和復(fù)位彈簧的作用下推板回到原位,,斜頂桿也隨著回復(fù)到原來(lái)的位置。模具開(kāi)始閉合,,動(dòng)模板和定模板之間的距離越來(lái)越小,,一直到完全閉合,完成了一個(gè)循環(huán),。
. E4 T* O+ z& m
5 u6 U" Q( Y1 V: Q
4結(jié)語(yǔ)
9 r( q& E% o* q3 `1 F
) T: O" D5 k: t" D& l0 i7 O
合理地設(shè)計(jì)了汽車內(nèi)飾件鎖扣蓋注塑模具,。根據(jù)塑料件的結(jié)構(gòu)設(shè)計(jì)了斜導(dǎo)柱滑塊抽芯和斜頂桿側(cè)向抽芯機(jī)構(gòu),保證了塑料件的順利脫模,。該模具結(jié)構(gòu)緊湊,,制造成本低。實(shí)踐證明,,該模具脫模機(jī)構(gòu)運(yùn)行靈活可靠,,取得了良好的經(jīng)濟(jì)效益。
$ e5 P. y+ @+ u7 J$ U, j: P+ V
. ?; f% V4 j6 i& U
發(fā)表時(shí)間:2008-10-15 黎秋萍 趙龍志 趙明娟 張尚兵 宋金良 來(lái)源:萬(wàn)方數(shù)據(jù)
作者:
嚴(yán)子
時(shí)間:
2009-7-31 12:59
最近到一小工廠去,,就是一專門生產(chǎn)這類模具的
" d: u- x7 Y, n: s& B6 p
老板很個(gè)老經(jīng)驗(yàn)了,,
& e- |5 y7 _! {" I5 |
不過(guò)還是小廠,只靠經(jīng)驗(yàn)
作者:
ntren
時(shí)間:
2009-8-3 23:00
石墨設(shè)備
作者:
小陶子
時(shí)間:
2009-8-4 09:35
斜頂做小內(nèi)溝槽很常見(jiàn)的哦,。
作者:
mading0208
時(shí)間:
2009-12-25 15:19
好東西,,我也來(lái)瞧瞧
作者:
AOTC奧天誠(chéng)
時(shí)間:
2011-11-28 16:14
http://a394158788.b2b.hc360.com/ 注塑配套冷水機(jī)
作者:
模具小俠
時(shí)間:
2011-11-29 08:37
這是學(xué)生的畢業(yè)設(shè)計(jì)的東西吧!理論上還可以,,實(shí)際上這個(gè)模具的結(jié)構(gòu)是有問(wèn)題的,!當(dāng)滑塊抽芯后,,斜頂?shù)捻敵鰟?dòng)作會(huì)帶著產(chǎn)品一起向側(cè)邊跑動(dòng),!這樣,就不可以實(shí)現(xiàn)很順利的脫模,。這是塑料模具設(shè)計(jì)中面對(duì)無(wú)邊框產(chǎn)品時(shí)采用斜頂?shù)臅r(shí)候經(jīng)常要考慮的問(wèn)題,!
歡迎光臨 機(jī)械社區(qū) (http://giwivy.com.cn/)
Powered by Discuz! X3.4
 - @6 Y" f7 s) q2 a
- @6 Y" f7 s) q2 a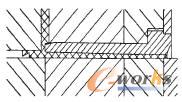
 ' q& M6 H" Y% N+ H0 g) q& n
' q& M6 H" Y% N+ H0 g) q& n