�C(j��)�^(q��)
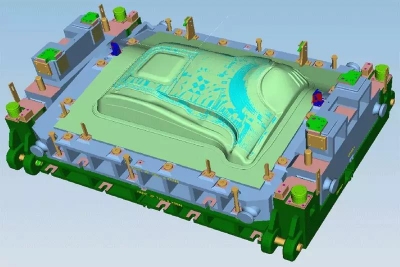
��(bi��o)�}: 30������ģ�߳ɱ���Ҫ���յ���܇ģ�O(sh��)Ӌ,�����ι�ˇ [��ӡ���]
����: �h(yu��n)�� �r�g: 2018-9-12 10:05
��(bi��o)�}: 30������ģ�߳ɱ���Ҫ���յ���܇ģ�O(sh��)Ӌ,�����ι�ˇ
1,�����O(sh��)Ӌ�ώ�ǰ,��һ��Ҫ�˽�����Ĺ���Ҫ��,���������ܡ��_����λ,���_���_��,��SPM��ÿ��犛_�Σ������Ϸ���,�����ϸ߶�,��ģ��Ҫ����������,��ģ��ʹ�É���,��
" v# n! @' A* J9 t2 l
2�����O(sh��)Ӌ�ώ��r,��Ҫͬ�r�M(j��n)��CAE����,����Ҫ���]���ϵ�׃���ʣ�һ��Ҫ ��25%����,���e�������P䓲���,���������A(y��)��������M(j��n)���˻��ø��l�˻�C(j��),��׃���ʿ��Խ�����40%,�����O(sh��)Ӌ�ώ��r��һ��Ҫ�Ϳ͑���Ӝ�ͨ,�����Ҫ�͑��ṩ֮ǰ��ģ����Ƭ��Y(ji��)��(g��u)�D�텢��,���ղ�Ҳ�Ƿdz���Ҫ�ģ���ģ���L�����S����r��,���m��(d��ng)�����ղ�����ԇģ��ĸ�ģ�����Ǻܴ��,��
3���ώ��O(sh��)Ӌ�nj���Ʒ����ˇ�ķ����������ϛQ����ģ���Ƿ�ɹ�,��
7 }$ g" {/ G3 \% B7 c4,�����B�m(x��)ģ���O(sh��)Ӌ�r��̧���O(sh��)Ӌ�dz���Ҫ,��������ϗU���܌������ώ�����,���͟o���M(j��n)���Ԅӻ��B�m(x��)���a(ch��n)��
% e# M) g. E. _: K/ [5,����ģ���O(sh��)Ӌ��,��ģ�߲��ϵ��x��͟�̎���Լ�����̎������TD��TICN,�� TD�r�g��Ҫ3-4�죩,���e�������������]��TD,��ģ�߱����������������ë,��
6����ģ���O(sh��)Ӌ��,�����ڿ�λ��Ҫ���^С����,���M���������{(di��o)肼���������ԇģ�����a(ch��n)�r�{(di��o)��(ji��),���Ա������_(d��)��,������ijߴ�Ҫ��Ҫ����ģ��ͬ�r�r�����{(di��o)肼�,�������ևO,��Ҫ���ڛ_���Ͽɲ𣬲���Ҫ��ģ�ٲ�����M�r�g,��
7,���O(sh��)Ӌ���⏗�ɕr������(j��)CAE�����ĉ������O(sh��)Ӌ,����Ҫ�O(sh��)Ӌ�^��ĵ��⏗��,����ֹ�a(ch��n)Ʒ���ѡ�ͨ����r�ǣ�����С,���a(ch��n)Ʒ��,�������a(ch��n)Ʒ����,����Q�a(ch��n)Ʒ��,�����Բ��þֲ��������ӽ�ķ������������ӽ�̶�λƬ��,��������,����p����
8,�� ��һ��ԇģ�r,��һ��Ҫ��������ģ����,�����������칤��r��һ��Ҫ�� ���U�zԇ��λ���,����λ�g϶�_(d��)�����Ϻ�Ⱥ���ԇģ,������һ��Ҫ�Ȍ��á����ӽ�Ոʹ�û��肼�,���Ա����{(di��o)��(ji��)���ӽ�ĸ߶�,��
: E* X! n; V4 X D0 L4 p3 B9�� ԇģ�r,������(zh��n)��,������(zh��n)��һ��Ҫģ����ú��ٌ��a(ch��n)Ʒ���ڙz���Ϝy���� ����ȥCMM��3D���,����t�]�����x,��
10���t��һ��Ҫ���,���N�����_(d��)��80%����,���ſ����_���ڣ���CMM���,�� �����ǻ���(zh��n)����(zh��n)�������,���a(ch��n)Ʒ�ѷdz���(w��n)�ܣ��N���ʿ����m��(d��ng)����,����t���Ƿdz���Ҫ�����,����t�a(ch��n)Ʒ����(w��n)�����o���M(j��n)�к��ڵĸ�ģ�Д�,������ߴ猢�_(d��)�����͑�Ҫ��,��
! y1 E9 P7 D7 A7 ~1 D4 }( N+ s; O
11���͑����kҪ��һ�������D���k�������k��100%OK�k,�����D���k�A�ξ� Ҫ�Ѽt�����,�������{(di��o)�ã���Q������,���ߴ繫��},�����_�����k�r�����ϸĺ���Ҫ���}���������{(di��o)��ģ�߾ֲ�������,��
4 F- f/ s+ B" u J/ f' p0 w12,���ڿ���һ��Ҫ�����k���ǹ�ˇ�l�����������r�£����Կ��]�_ܛ�ϵ��ڣ�����ֱ����45��_����,���ļ��ڕrֱ�ӟ���,���ȳߴ�OK�����_��ʽӲ�ϵ��ڣ���
- ?5 D9 q1 w$ |4 p; R7 T8 ]% R
13������3D��(f��)�s�Įa(ch��n)Ʒ,�����Բ���3D�D��ķ���ȥ�D��,����3D�D��ǰһ�� Ҫ����3D�D�Σ���CNC��û���(zh��n)�cλ������ȥ3D�D��,��3D�D��߀Ҫ����λɰ��,��
14�����ڸߏ�(qi��ng)��䓰�,�����ڲ���Ҫ����A88��V4��Ӳ�|(zh��)�Ͻ����,��
: w) W' T! S6 W h4 m; v6 ]15����ԇģ�r,����ԇ?y��n)���Ч��,�������ڲ����ϲ�ͬλ���ω|ɰ����ԇЧ�����_ ��Ч����������(y��ng)λ���ڻ�ӵ����ӽ���ӵ����cꇣ����nj�һ�K僼�ĥ�����c��,���Á���ĥ����K����,��
7 Y0 K/ T% z( Z6 A0 ?8 g9 c$ L16���ۏ��^������,���{(di��o)ģ�rҪ������һ��һ�����{(di��o)�ۏ�,��
" ?. M0 F) l1 F2 X( N- I+ B/ Z
17���{(di��o)���ͽǶȕr,��������С�ۏ��r��R�ǻ��Ƅ��۾�����(zh��n)�팍�F(xi��n)�_(d��)�����ͽǶȵ�Ŀ��,��
" ^) e1 A, l; M3 V8 n; b0 `18���{(di��o)ģ�r����(sh��)���É|Ƭ���{(di��o)��(ji��)�����ĸߵ�,����������ǰ���Ƅӳ�����,�� �|Ƭһ��ʹ�ò��P�ӲƬ�������ǿ͑�����(zh��n)�É|Ƭ,���͵�ģ���{(di��o)�ú������µĹ����o�͑���
) t8 o/ h( O2 X- |7 }- m
19,�����P䓲��ϵ�ģ�߳��ͼ�������ʹ��TD,��Ҫʹ�ã�TICN����QPVD,��
20��Ҫ�_��������ʽ����ʲô�r��,����ԇģ�r,����(ji��)�sʹ�ò��ϣ�������ϲ� ��ĬF(xi��n)��l(f��)��,��
! X# Y& w, ~* c F! f) F' _6 C
21,���B�m(x��)ģ�ĸБ�(y��ng)����Sensor���ЃɷN��һ�N�Dz���Б�(y��ng)��,����һ�N�����ϸ� ��(y��ng)��,��
- N' k4 z! F; ?# D1 X9 o
22,���U��©����б�Ȳ�����30�ȣ����ڵͽǶȵďU�ϺУ�Scope box��,���Բ� �ð��b�����������Pneumatic Vibration������Q,��
4 h2 N# n1 I1 [# z& J1 y
23,�������ܵ����ͺ�Ӱ푵ļ�߅����Ҫ�x���ڳ��ͺ��ټ���,���eλ�ÿ��Բ� �ÙM�еķ�ʽ�팍�F(xi��n),��
" X# Z, g% p4 B) O8 x* K5 t! u24�����ڶ�������(zh��n)��λ,����ò���һ�Λ_�׳��͵ķ���������ֲ�?j��ng)_�к�Ӱ� ����,��
25,������ԇģ������һ��Ҫ��ԇģ����ώ��M(j��n)�з������������M(j��n)�з���,������ Ҫ���ϼt���ώ�,��
, h! v1 c, Z% M26�����ڮa(ch��n)Ʒ����,�����Բ�ȡ��ǰ������r�Ӱ�,���D�ϡ�����Ƭ�U������e,�� �_�ȶ�N��ʽ�M(j��n)��,���ڸ�ģ֮ǰҪ�M(j��n)��CAE������
4 }1 k7 n' D k6 n4 u9 ]
27,���a(ch��n)Ʒ���Ϸ֞����coil�Ͱ���sheet�ɷN,����Щ���ϵ��S����Ҫ�ٴη֗l���ώ����ȣ�ͨ���ڷ֗l�r�ߴ��ؓ(f��)���ؓ(f��)0.5mm��,���Ҿ��σ�(n��i)��Ҫ�������ϼܵijߴ�,����̫���̫С��̫��.
28,��ģ�ӹ��r,��ͨ���Ծ�����Nᔿ���������(sh��)����(zh��n)����CNC�ھ��̺�,����Ҫ �ٙC(j��)�T���ɂ�������(bi��o)�o�����̆T,���ɾ��̆T��ǶȺ�����[һ���ǶȺ��ټӹ�,��ͨ���ڳ��μӹ�ģ��r����߅�ӹ�����Ҫ��Ƕ�,��
6 j9 H: ~7 c6 g29�����_�ĸ�����Dz����_���g϶����ֻ��0.5%��,��һ��_���g϶����Ϻ�� ��10%,������Խ���g϶����Խ��,��
30,�����Ӱ��ڳߴ��_(d��)����Ҫ�����r��,������ͨ�^���팍�F(xi��n)������÷����,�� �ٴ���ƽ,�����כ_�ȵ������h��
������һЩ�ڌ��H�_�������еĽ�(j��ng)�Y(ji��),��ϣ������x�����ĵ����Ў���,�����ģ�ߵĜ�(zh��n)�ںϸ��ʣ��p��ԇģ�Δ�(sh��),��
4 x6 a3 j# ~- g/ C5 M8 m' |5 a
����: HaloSmart �r�g: 2018-9-12 11:44
mark
����: fw190 �r�g: 2018-9-13 15:00
�ܽ���,�����I(y��)�n�_�^ģ���O(sh��)Ӌ�c���졣���I(y��)֮��һֱ�������܇݆���a(ch��n)����ģ��,��Ҳ���c�������C(j��)�ϵăx���P,���_�Ű塢���ߺ�֮�ģ��,����Ҫ�džι���͏�(f��)��ģ,����������܇���w��ģ���D(zhu��n)�У������ԌW(xu��)UG��autoform,��Ո����b,���ґ�(y��ng)ԓ��Ҫ�a(b��)���ķ���֪�R��
����: ��3274983 �r�g: 2018-11-22 13:30
���e
����: ʧ�ص����� �r�g: 2019-3-5 22:49
�ܽ���
����: С���әC(j��)е�O(sh��)Ӌ �r�g: 2019-3-17 16:26
�W(xu��)��(x��)�W(xu��)��(x��)
| �gӭ���R �C(j��)е��^(q��) (http://giwivy.com.cn/) |
Powered by Discuz! X3.4 |