| 你不知道的東西,,其實和PLC的邏輯無關,你得問機械工程師,,當時設計的時候是咋考慮的,,機械會給你解釋他的設計初心。 |
| 感覺各位老大的細心指教啊,,我再琢磨琢磨,,這行業(yè)用的知識面太多了,學會真不容易 |
cspcm8 發(fā)表于 2024-8-19 13:12 1ST掃碼之后,,后面的2ST,3ST,4ST,5ST又沒有掃碼器,PLC是怎么能跟蹤到此工件標志位的,?怎么能知道目前工件是在哪個工位上的,? 答:先教你一個名稱:先入先出。1ST至5ST是工位,,我是順序走的,,1ST完了2ST以此類推。PLC在1ST定位完這個工件,,工件往后面工位走,,它的信號也都傳2ST里了。2工位工作的前提是什么,?1ST有件且條碼正確,。3工位工作的前提是什么,?1和2工位都OK。明白了嗎,。 放個圖自己沒事看看,。 |
1.png (82.07 KB, 下載次數(shù): 25)

| 掃一次碼,然后移位寄存器記錄這個碼走到哪個位置了就行,。檢測尺寸應該是氣缸上帶有電子尺一類的,,氣缸接觸到電池推不動了,讀取電子尺當前長度與產(chǎn)品長度比較,,判斷是OK還是NG,。 |
| 這些傳送帶有的是鏈條,有的是同步帶,,用的是伺服電機,,傳送帶移動多少,到哪里了,,可以計算的明明白白 |
pengzhiping 發(fā)表于 2024-8-19 09:32 是一邊卡主,,另一側氣缸推;是有一個基恩士的位置傳感器去感應的 |
qq252011149 發(fā)表于 2024-8-19 10:29 這位大哥說的很專業(yè);但小弟還有一點不明白,,1ST掃碼之后,,后面的2ST,3ST,4ST,5ST又沒有掃碼器,PLC是怎么能跟蹤到此工件標志位的,?怎么能知道目前工件是在哪個工位上的,? |
|
利用PLC移位功能,記錄當前判定值,,NG就是0,,OK就是1,第四工位就移動4次,,判定當前01狀態(tài) |
|
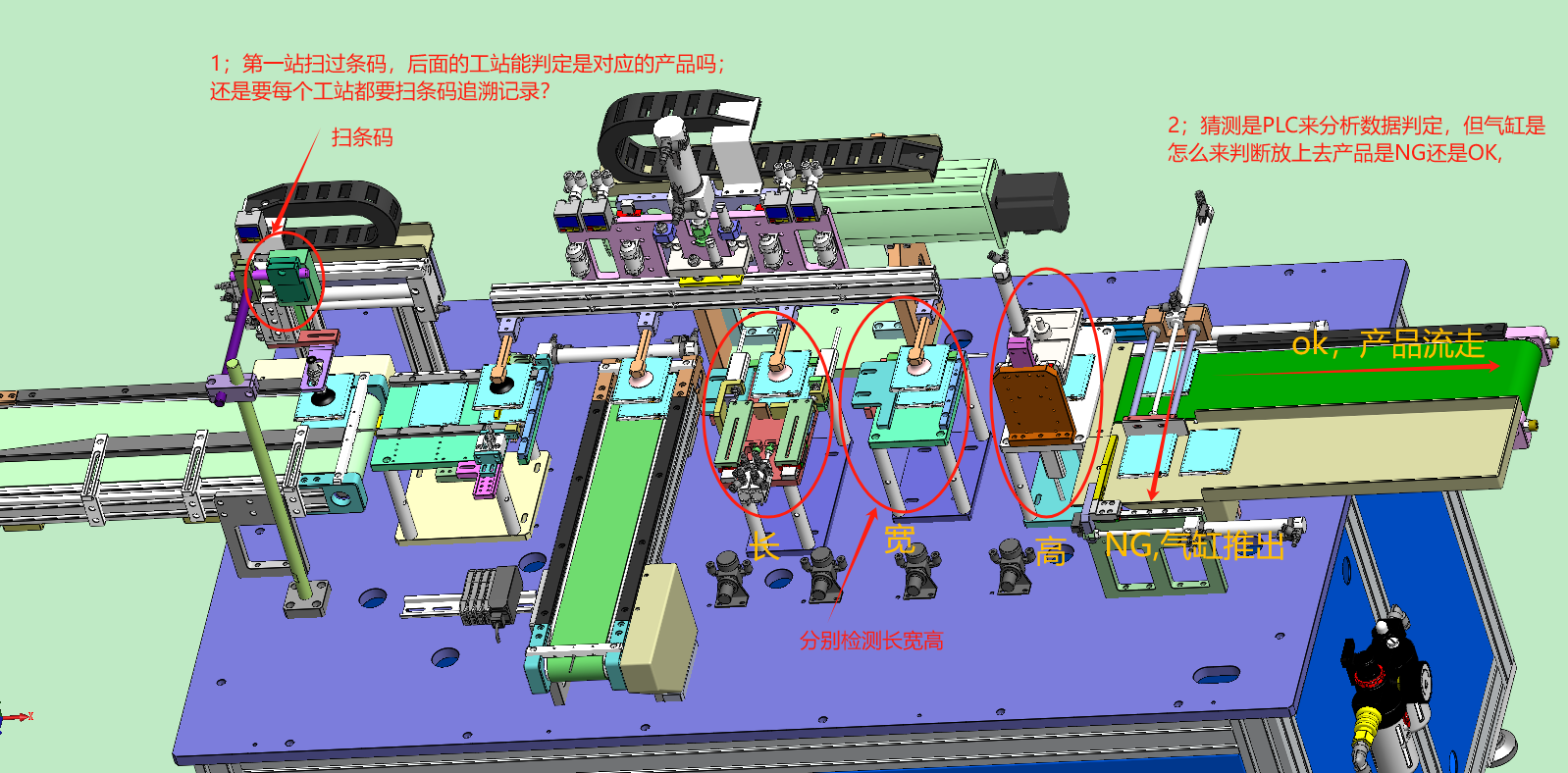
1,;放料第一站掃條碼,那后面的的工站知道檢測是對應條碼的產(chǎn)品嗎,?還是說各工位都要裝個掃碼器,,每站都要掃一次; 答:我按電氣思維描述下你的問題,,放料位我叫1ST,,工件上的條碼便于追溯,,機器掃碼記錄,PLC可以跟蹤此工件后續(xù)標記,。后續(xù)此工件每移動一工位,,比如2ST;3ST;4ST;5ST等,都是此標志位在移動,,有標識位可移動,,沒標識位就沒件或者條碼信息不對,后續(xù)工位不干,。 2,;檢測長寬高尺寸時,PLc發(fā)指定給氣缸判定ok\NG. , 但是氣缸是怎么知道當下放上去的產(chǎn)品是OK品還是NG品,,是要算好時間延時還是怎么回事,? 答:比如2ST工位檢測長,工件移動至2ST,,PLC觸發(fā)相機判定,,相機反饋OK信號,則置位為1(真),;機械結構移動到3ST,,3ST初始條件是1ST有標識位,2ST為真,,它才檢測進行判斷,。相機反饋NG信號,則置位為0(假),,NG氣缸給推下去,,NG計數(shù),后續(xù)就不干了或者空走,。 玩過空檔接龍嗎,?原理差不多,一環(huán)扣一環(huán),,只是你看機械看不出來什么,,都是后臺數(shù)據(jù)在移動,在來回賦值,,清值,。其實就是O和1 |
小黑屋|手機版|Archiver|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-2-14 18:47 , Processed in 0.050891 second(s), 18 queries , Gzip On.
Powered by Discuz! X3.4 Licensed
© 2001-2017 Comsenz Inc.
 收藏
收藏 問題專業(yè),,描述清楚
問題專業(yè),,描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂
