|
��Ȃ��y(t��ng)����,����(f��)�ϲ��Ͼ���һϵ�в�����������ԣ��Զ��δ�ռ�ԁ��l(f��)չ�ܿ�,���M�ܮa(ch��n)��С(��(j��)����(gu��)Vetrotex��˾�y(t��ng)Ӌ(j��),��2003��ȫ���(f��)�ϲ����_(d��)700�f��)������(f��)�ϲ��ϵ�ˮƽ���Ǻ���һ��(g��)��(gu��)�һ�^(q��)�Ƽ�,����(j��ng)��(j��)ˮƽ�Ę�(bi��o)־֮һ,��������,�����Wˮƽ�^��,���������W�Įa(ch��n)���քeռȫ��a(ch��n)����33%�c32%,�����Ї�(gu��)(���_(t��i)��ʡ),���ձ������ā���ռ30%���Ї�(gu��)���2003�겣���w�S����(qi��ng)����(�����w�S�c��֬ ��(f��)�ϵď�(f��)�ϲ��ϡ��Q������䓡�)��90�f��,���Ѿ�����ڶ�λ(����(gu��)2003���169�f��,���ձ�����70�f��)��
��(f��)�ϲ�����Ҫ������(qi��ng)�����c���w���σɴֽM�ɣ�
����(qi��ng)���ϣ��ڏ�(f��)�ϲ����в���(g��u)���B�m(x��)���x�ڏ�(f��)�ϲ��ϵ���Ҫ���W(xu��)����,���粣����еIJ����w�S,��CFRP(̼�w�S����(qi��ng)����)�е�̼�w�S�ؾ�������(qi��ng)���ϡ�
���w����(g��u)�ɏ�(f��)�ϲ����B�m(x��)��Ć�һ�����粣���(GRP)�еĘ�֬(����Մ���ĭh(hu��n)����֬)���ǻ��w,��
�����w���ϲ�ͬ����(f��)�ϲ��Ͽɷ֞������
��֬��(f��)�ϲ���
���ٻ���(f��)�ϲ���
�o�C(j��)�ǽ��ٻ���(f��)�ϲ���,�����մɻ���(f��)�ϲ���,��
����ӑՓ�h(hu��n)����֬����(f��)�ϲ��ϡ�
1,����ʲô���íh(hu��n)����֬�����w,��
�̻��տs�ʴ��ͣ��H1%-3%,������;�����֬�s���_(d��)7%-8%,��
ճ�Y(ji��)����(qi��ng)��
��B�A��,�����������a(ch��n)��ˇ,��
�ɵ͉��̻����]�l(f��)������,��
�̻������W(xu��)����,���ͻ��W(xu��)�Լѣ�늽^����������,��
ֵ��ָ�����ǭh(hu��n)����֬���ЙC(j��)�܄�,���͉A�����^���õķ�ȩ�c��;�����(qu��n)��(sh��)֬��ѣ�Ȼ�����Բ�,���̻���һ���^��,���g���^�
2,���h(hu��n)�����������(��ASTM)
��FW(�w�S�p�@)������IJ��w����(qi��ng)�h(hu��n)����֬�Įa(ch��n)Ʒ����,�������c䓱��^�� 8 D! n9 s3 x1 W( L: D( n
��1 GF/EPR�c䓵����ܱ��^
& W8 ^2 _4 @7 \
: j# ]0 U. d$ B! d3 {, ?0 k& @, O# ^7 Q! q: v/ H/ B
- F$ N3 V2 z& X+ W u T/ R
| �������� |
$ V" n" H0 P$ [GF/EPR(���w����80wt%) | - ?) h3 |' p- n7 M( r5 F; J/ x( R
AISI1008 ��܈� |
$ Z/ @5 k, G! y0 j7 _( J! a0 Q" b* A) W; g
| ����(du��)�ܶ� |
5 m) l! {/ ^+ b! Y$ ^* q [8 l! k" ~2.08 |
0 `$ l% o1 \0 o: z7.86 | ) W7 G4 g+ U; F4 ]8 J* l
$ I! `) l j F+ e) E" M
| ���쏊(qi��ng)�� |
" d6 v0 s+ r0 t+ r( O9 e% }551.6Mpa | + k& U) ^! E1 `; w& X/ C5 H. n( p- t
331.0MPa |
! T" x& W$ w$ N$ L+ P
* M4 I" |, l! v2 I| ����ģ�� | . H+ } k6 p- O5 V0 c
27.58GPa | 8 {& k6 }& v$ }' E! ]
206.7GPa | 0 N& M% v9 {, d' y3 k$ [6 l
) p0 L0 H5 W, ^# p# A| ���L(zh��ng)�� |
" s, R' c, f( B- ^1.6% | 5 m! ^# i$ ]0 x6 u( C
37.0% |
^# T6 U9 j/ C2 j/ W3 k% u
. w- z- `3 `" p| ������(qi��ng)�� | 7 e) p K9 F. u% d
689.5MPa |
; B5 g! H# I2 S' e4 `�� |
$ D) a- m% ?3 ~4 T$ Z8 ^* Z. Q* `) w4 G
| ����ģ�� | # s* l8 ]8 K+ @ E5 t, p- s3 ^' g1 X1 H
34.48GPa |
. Y6 g4 {0 y/ i8 q" e5 _�� |
+ j! F! G0 i* s( c
6 n8 Q# S8 W8 Q+ W. k+ F| ���s��(qi��ng)�� |
, Y/ I& U {8 t7 R; J: i310.3MPa |
" I/ m. k% T C1 r+ a9 G2 Z331.0MPa | 2 [, J! b0 @% S
8 N8 e$ h/ z" P, G2 O| �ұۛ_��(qi��ng)�� |
. v" j6 y8 V6 A+ M: W1 S: H2385J/m |
8 y y7 W) j1 T3 K" k# i�� | ! D+ D2 t. a b7 k: J
1 F! ]: b! y2 q4 T) O+ a| ȼ����(UL-94) |
( t- o$ J% \; S( d- r8 gV-O | # I4 ~+ N( N8 S- P4 [
�� |
z6 E6 K% M/ B( e# A4 i+ t! u- l8 [7 s5 h+ E$ F, C0 R5 G
| �ȟ��� | ; ]5 r, P! V0 {
535J/kg��k | ! k/ i; {6 f+ g2 M4 ~
233J/kg��k | / C& e4 }4 U! ~" ^3 Q! {( b7 j
$ }- m: t8 L0 _& j| ��Ûϵ��(sh��) | ! }7 e5 H* m& J3 ~ v5 p1 o7 _
4.0��10-6k-1 | * A7 ]" M% Y3 u l" t/ C
6.7��10-6k-1 |
6 J" ?6 t2 K2 }$ d+ q9 @" @ d1 X, w: C7 h; ~5 y
| ��׃�Μض� | ! s9 V% W+ |! `7 ]/ M0 G8 z8 H
204oC(1.82MPa) |
: D% k9 l$ B4 ]! l�� | , p; Z9 I( z! w
. z3 W" V# j& z! x
| �ጧ(d��o)�� |
. w$ \: H, d+ X/ c+ k5 X! J1.85W/m��k | . w- I+ `0 M, p( S, G. B$ o
33.7W/m��k |
1 |4 A' R% P i' U
. U; l' z a4 Z4 I. g) }- w| ��늏�(qi��ng)�� |
1 v" O! y6 q8 p7 B9 c11.8��106V/m | ( d8 W. g0 K O; b5 Q
�� |
8 I# n! U% L7 K3 j6 V7 Y; d' z( ]# X$ g6 o
| ��ˮ�� | 8 O: A& @7 g7 b# ?* |: o4 V6 E) o, g
0.5%(24h) |
# M) b. s0 }* Z3 p�� |
��2 �N���ò����c��(f��)�ϲ��ϵıȏ�(qi��ng)�Ⱥͱ�ģ��
, K, y4 l/ g( T& f; G6 X2 ~1 F x9 [' z" q: E+ t) e5 Y1 x6 j
' g" m9 p" {! v# Q% H6 x, l! z! v& u( W Z* I
| �������Q | 0 N5 `! q4 ?. j* S1 e) i, m
�ܶ�g/cm3 | : q0 `, \+ {+ C
���쏊(qi��ng)�ȡ�104MPa | ' c# D9 e* q/ q2 L. T4 L
����ģ����106MPa | 7 I7 f3 {2 E5 O5 R# y( q
�ȏ�(qi��ng)�ȡ�106cm |
3 }* n/ }4 M4 j0 p5 s# m��ģ����109cm | 5 k- W+ C+ X! d
/ `+ O* ]. l* f4 c$ p/ Y| � | : l9 m, j6 U% p9 l# h6 f% B
7.8 | p+ r* O- k- E+ {) X- c: `
10.10 | + g! a9 F1 |9 m( n0 A7 _7 ~
20.59 | 1 \1 V0 R' h3 J
0.13 |
6 |7 [& J" [, j( V" @0.27 | 1 {4 u2 q5 S+ Q6 \
" p2 ]3 l& I0 S0 m& C$ U| �X |
6 \$ H d8 K! g; K2.8 |
; v: C' O- H( L$ u- r8 t s1 X4.61 |
6 y! M6 l7 ]; R+ I' L7.35 | $ X4 Z6 @; j6 M& G
0.17 | 8 r7 w2 v0 a& ?
0.26 |
- _6 f9 X" l2 G+ q. n0 _9 t
$ l1 ?! K5 v0 i4 {/ O c( O| � | 5 w6 }5 H/ e( P) t" i0 W
4.5 |
% \* t2 y0 Z1 M$ {$ T+ q* k3 c \9.41 |
$ }+ L6 [/ y6 _6 }11.18 | ' H8 f# p" ^( F* {) Q
0.21 |
& e2 t) _, f8 _9 U+ S$ E/ q0.25 |
$ I: J4 Y! @( k( y4 m3 u$ _; w6 V9 J- n. _* K: k+ y7 A1 w
| ����� | ' G( m4 G1 {8 p+ h( I; }
2.0 |
d, K7 K( [. w3 v5 M9 B6 O10.40 | + ?3 E$ o1 e/ N( C; D& V5 T
3.92 | 5 c8 T! E! n* [4 | }7 z# w
0.53 |
& S* H$ [* A' W, }3 P0.21 |
3 g4 z" ~* K7 z# X2 s* o: H1 {2 `, z! ^& `3 j6 x$ T3 ^& I3 p
| ̼�w�S/�h(hu��n)����֬ |
7 j [1 n1 s9 j9 \1.45 | . B$ C+ Z& e+ z4 h! ?
14.71 |
; t9 X# |( d8 Z4 P- E13.73 | " j2 s9 j. Y5 Z; E A2 {5 f4 Q
�� | 2 {8 B6 g. X: V0 ~; o: s) E# ~
0.21 | : Q6 O- M' g+ O( J4 D% O
! h( @* s8 B+ ]9 g
| ̼�w�S/�h(hu��n)����֬ |
2 @* h$ Z- j. m1 S) p9 m& F1.6 |
) k" S9 G2 R6 `. y3 m1049 | " C4 j0 \" b1 |: \
23.54 |
3 b2 v7 n% X& Q$ {- W' P: Z�� | 1 o9 |6 k1 Z5 k( j/ H, i/ F
1.5 | ( f3 I; O' B4 \( g' z9 \. `4 u. V; x
( q9 \9 g H% @3 s" D| ���]�w�S/�h(hu��n)����֬ | 9 d# Z: u' g' T5 E: g8 e9 \- {
1.4 |
8 K; ]; {* u9 f6 `% g0 t13.73 | ! K; \9 N2 Y( U# D/ ^1 H
7.85 | 1 ~7 H ~) J' v" `
�� | 2 J$ X" O( ]4 u+ D$ K& g3 M8 k- q
0.57 | & d$ p9 w* H( I$ ^: H) W8 t
Z8 A9 D2 s# ^' e9 _7 l| ���w�S/�h(hu��n)����֬ |
: I8 x( N+ [& F0 _2.1 | 8 G/ s0 q# h9 r5 o" k7 F2 o
13.53 |
8 F* O3 z6 Z3 N8 k20.59 |
0 c0 _) \! P' q' R/ Q8 y�� | 7 m% _) p w- h6 S& G, N; h
1.0 |
5 o$ a, D+ [4 w3 }2 V1 C# ^9 V9 d& I* b j. _, G
| ���w�S/�X | % l$ u' S8 \2 y4 g, ^; q
2.65 | * g& T: W4 C1 `5 Y3 t
9.81 | . g/ q5 \. H( z, O; N* i
19.61 |
! z. h# T8 `: c5 O4 A! ]4 M�� |
7 x @0 a2 C0 A0.75 | % Z& j8 B: C! {- F* T
# y* U9 O- O7 Q* j1 o. J
8 h0 ]% R% s9 K5 `* r, v4 m
�D1 ��(f��)�ϲ��ϵıȏ�(qi��ng)���c�Ȅ���
. \* ]* i% Y+ T: ]. x, {* c ��,���w�S����(qi��ng)�h(hu��n)����֬��(f��)�ϲ��ϳ���ˇ��(ji��n)��
1,���ֺ�����(hand lay up) * H5 ]( n2 \ J+ n( R
3 u4 e' g6 P7 j+ {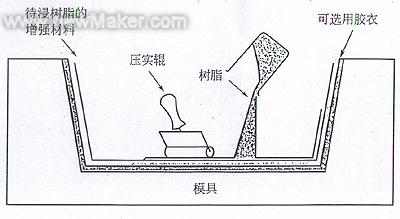
+ c5 M( f: _! N1 e6 K
�D2 �ֺ�����ʾ��D
8 S4 m( }2 r- Q U1 S4 U (1)��Ҫ
������ģ�߱�����ʩ�� Óģ�� �z��
һ��ճ�Ȟ�0.3-0.4PaS���еȻ���Һ�w����Ԙ�֬(횴��z�����Y(ji��)��)
һ���w�S����(qi��ng)����(���w�����],��̼�w�S......),���w�S����(qi��ng)�����б���֡��o���ּ���(����)�ȎN,�����ֳ�݁?zh��n)ӻ�ˢ��ʹ��֬���n�w�S����(qi��ng)����,�����(q��)�����ݣ�����(sh��)����,��䁌Ӳ�������(f��)���,��ֱ���_(d��)����Ʒ���O(sh��)Ӌ(j��)��ȡ�
��֬��ۺϷ���(y��ng),�����ع̻�,���ɼӟ���ٹ̻�,��
(2)ԭ����
��֬ ��;�����֬,����ϩ������֬���h(hu��n)����֬,����ȩ��֬��,��
�w�S ���w��̼�w,�����]��,���mȻ��ķ��]�����y���ֹ�����֬���������,��
� ����,��
(3)��(y��u)�c(di��n)
1)�m���������a(ch��n)��
2)���Ҝس���,���O(sh��)��Ͷ�Y��,��ģ�����f�M(f��i)�ͣ�
3)�����������Ʒ���͠��(f��)�s�a(ch��n)Ʒ,��
4)��֬������(qi��ng)���Ͽ����ɽM��,�����M(j��n)�в����O(sh��)Ӌ(j��)��
5)�ɲ��üӏ�(qi��ng)��ֲ�����(qi��ng),����Ƕ����ټ�,��
6)�����z�ӫ@�þ�������ɫ�ʺ�ɵı���(���_ģ���̈́tһ�治ƽ��)��
7)���w�����^�������,��
�o���ּ���50%����
���� 35%-45%
����ԭ�z��30%-40%
(4)ȱ�c(di��n)
1)���ڄڄ�(d��ng)�ܼ������a(ch��n),���a(ch��n)Ʒ�|(zh��)���ɹ���Ӗ(x��n)���̶țQ����
2)���w����������̫��,����֬��Ҫճ���^�Ͳ����ֹ�����,���܄�/����ϩ���ߣ����W(xu��)�c������������,��
3)�ֺ��Ø�֬��������,��ͨ�,������^�������ߵĘ�֬�к����˵Ľ����Ͱ�ȫ��
(5)���ͮa(ch��n)Ʒ
Şͧ,���L(f��ng)���l(f��)늙C(j��)�~Ƭ,���Θ��O(sh��)�䡢��s�����w,������ģ��,��
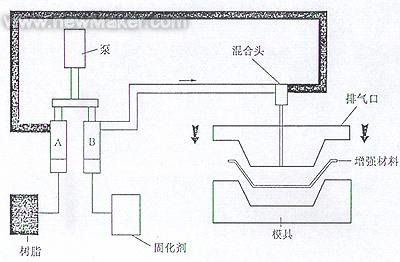
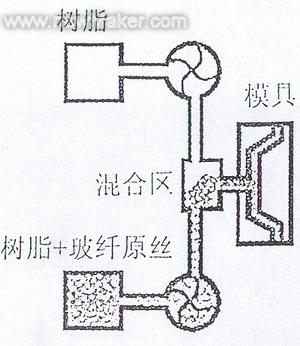
2����֬���f����(RTM) 6 T$ u+ @2 o7 v
, g7 v" z# ?" D3 {) g
8 j5 D: e' [5 G( }4 d/ i7 B4 S
�D3 ��֬���f����ʾ��D
8 z# P/ N8 w; r
(1)��Ҫ
RTM��һ�N�]ģ�͉����͵ķ���,��
���w�S����(qi��ng)������������ģ֮�g,����ģ����ģ�ߊA�o���ډ�����ע���֬,����֬�̻�����_ģ��,��ȡ�®a(ch��n)Ʒ��
��֬�z���^���_ʼǰ,�������֬��Mģǻ��������ʹ��֬���ق��f��ģ��(g��)��(n��i),�����n�w�S����,��RTM��һ�͉�ϵ�y(t��ng)����֬ע�䉺������0.4-0.5MPa,��(d��ng)������w�S����(�w�e�ȳ��^50%)����Ʒ,���纽�պ������㲿���r(sh��),�����������_(d��)0.7MPa��
�w�S����(qi��ng)�����Еr(sh��)���A(y��)����һ��(g��)ģ�߃�(n��i)�A(y��)���ʹ����Π�(��ճ�Y(ji��)��),�����ڵڶ���(g��)ģ�߃�(n��i)ע�����,��������ߘ�֬���w�S���������x������o��ע��(VARI- vacuum saaistedrsin injection),��ע���֬һ��(j��ng)���w�S���Ͻ�,����֬ע��Ҫ���]���Ա��֬�̻�,��ע���c�̻������Ҝػ�ӟ�l�����M(j��n)��,��ģ�߿��ԏ�(f��)�ϲ����c䓲��������������üӟṤˇ,�������ģ,��
(2)ԭ����
��֬��һ����íh(hu��n)������;���,����ϩ��֬����ȩ,����(d��ng)�Ӝؕr(sh��)���ߜؘ�֬�_(t��i)�p�R�Ё���������֬�����,��
����(gu��) Vetrotex��˾�_�l(f��)�˟����Ԙ�֬RTM,��
�w�S������,�����ò��w�B�m(x��)�֡��p������(���w�S�g�Ŀp϶���ژ�֬���f),���o���ּ���,�����w�c���������ϵď�(f��)�ϼ����俗���cƬ��(����(gu��)Vetrotex��Ʒ��TWINTEX)��
о�ģ����÷�C,�����C�ո�ȫ����֬��M,��������(hu��)��(d��o)�����Ɖ��,��������܄��l(f��)�ݲ���PU,��PP��CL,��VC��,��
(3)��(y��u)�c(di��n)
1)��Ʒ�w�S�������^�ߣ�δ����֬���ò��ַdz���,��
2)�]ģ����,�����a(ch��n)�h(hu��n)���ã�
3)�ڄ�(d��ng)��(qi��ng)�ȵ�,����(du��)���˼��g(sh��)�쾚�̶ȵ�Ҫ��Ҳ���ֺ��c������͵�,��
4)��Ʒ����⣬�����б����z�µ���Ʒ,������Ҳ���^��,��
5)���������^�̣�
6)�a(ch��n)Ʒ�ɴ��ͻ�,��
7)��(qi��ng)�ȿɰ��O(sh��)Ӌ(j��)Ҫ����з�����,��
8)���cо�塢Ƕ��һ�w����,��
9)����(du��)ע���O(sh��)���cģ�߳ɱ��^��,��
(4)ȱ�c(di��n)
1)���������^С�a(ch��n)Ʒ��
2)��Ҫ�Љ�,����ģ���^�ֺ��c���乤ˇ��ģ��Ҫ�غ͏�(f��)�s,���r(ji��)λҲ��һЩ��
3)����δ�����n�IJ���,����(d��o)��߅�������M(f��i),��
(5)���ͮa(ch��n)Ʒ
С���w�C(j��)�c��܇�㲿������܇����,���x�횤
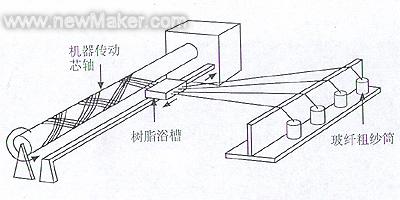
3,���w�S�p�@(FW) ' A0 e& l& t: Q4 y8 E- B. x; n, w2 u
9 {6 N9 l+ _2 J% C5 \% f& `* Y) v
' |' N% R1 j; i3 M
�D4�w�S�p�@ʾ��D
( n8 @0 g4 A* l0 I$ O (1)��Ҫ
ͨ������ֱ�ӟo���ּ���������(qi��ng)���ϡ��ּ������ڼ�����,���ּ��Լ��������@,��ͨ�^����ϵ�y(t��ng),����֬�ۡ��@�z��,����С܇����(d��ng)������(f��)�Ƅ�(d��ng)���p�@�ڻ��D(zhu��n)��о�S(ģ) ��,���w�S�p�@�Ƕ��c�w�S�����ܶȸ���(j��)��(qi��ng)���O(sh��)Ӌ(j��)������о�S(ģ)�D(zhu��n)���cС܇����(f��)�ٶ�֮��,�����_�ؿ���,���̻����p�@�ď�(f��)�ϲ�����ƷÓģ��
��(du��)ijЩ�ɶ����]�Įa(ch��n)Ʒ����Óģ,��оģ�����ڏ�(f��)�ϲ��Ϯa(ch��n)Ʒ��(n��i),�������(n��i)�r��
(2)ԭ����
��֬������,���h(hu��n)��,����;�������ϩ��֬����ȩ��֬,��
�w�S������,���o���ּ����p���͟o������,�����a(ch��n)�ܹޕr(sh��),�����ñ���֡�����ԭ�z�����(n��i)�r����,��
о�ģ����á��mȻ��(f��)�ϲ�����Ʒͨ���dž�һ���w,��һ�㲻��,��
(3)��(y��u)�c(di��n)
1)��?y��n)��w�Sޟֱ�Ժ����ľ�����O(sh��)���Г�(d��n)ؓ(f��)��,���ʏ�(f��)�ϲ�����Ʒ�ĽY(ji��)��(g��u)���Կɷdz���,��
2)����ͬ��(n��i)�r�ӽM�ϣ����Ƶ����g,���͉�,���͟����Ʒ��
3)������ɶ˷��]����Ʒ,��
4)䁷Ų��Ͽ�,����(j��ng)��(j��)���ßo���ּ�,�������M(f��i)�õ�,��
5)�ɲ��Ø�֬Ӌ(j��)����Ȼ���z����w�Sͨ�^�D�z���ģ,�����Ƙ�֬����,��
6)�ɴ������a(ch��n)���Ԅ�(d��ng)��,��
7)�C(j��)е���ͣ���(f��)�ϲ��ϲ��|(zh��)�������Ծ���,���|(zh��)����(w��n)��,��
(4)ȱ�c(di��n)
1)��Ʒ�Π����ڈA���λ��������D(zhu��n)�w��
2)�w�S��������Ʒ�L(zh��ng)�ȷ��_����,��
3)��(du��)�ڴ�����Ʒ,��оģ�ɱ��ߣ�
4)��Ʒ������ǡ�ģ�ơ���,�����M����,��
5)��(du��)�ڳ��܉�������Ʒ�����x���֬�����m��o��(n��i)�r,�����װl(f��)���B©,��
(5)���ͮa(ch��n)Ʒ
�ܵ����A��,����ƿ(����������ƿ,�����s��Ȼ��ƿ��)�����w����l(f��)��(d��ng)�C(j��)���w,��
4,��RIM(Reaction Injection Molding-����(y��ng)ע�����)
+ i& y! j {/ J% f 1 N1 ]3 K) {. I3 r% U
- V, @7 }# g) }# H
�D5RIMʾ��D
& S8 u/ C( Z/ n' A9 q (1)��Ҫ
���ɷN��ɷN���ϵĽM���ڻ�υ^(q��)�͉�(0.5MPa)��Ϻ��ڵ͉�(0.5-1.5MPa)��ע�䵽�]ģ�з���(y��ng)����,���˼��鹤ˇ�^��,�����M��һ���Ԫ����һ�鮐������,���t����(y��ng)���ɾ۰���,�������ӏ�(qi��ng)�ȣ���ֱ����һ�N�M�փ�(n��i)�м���ĥ�鲣�wԭ�z��(��)����,���Ŀɲ����L(zh��ng)�w�S(���B�m(x��)�w�S��,�������(f��)�Ϛ�,������ԭ�z�ȵ��A(y��)�������)����(qi��ng),����ע��ǰ�����L(zh��ng)�w�S����(qi��ng)�����A(y��)����ģ�߃�(n��i),���ô˷��ɵõ������W(xu��)���ܵ���Ʒ,���@�N��ˇ�Q��SRIM(Structural Reaction Injection Molding-�Y(ji��)��(g��u)����(y��ng)ע�����)��
(2)ԭ����
��֬�����þ۰����wϵ��۰���/�����wϵ,����ɲ��íh(hu��n)��,�������������Ȼ���,��
�w�S�������L(zh��ng)0.2-0.4mm��ĥ�鲣���w�S,��
о�ģ�����,��
(3)��(y��u)�c(di��n)
1)����ɱ��ȟ���������ע�乤ˇ�ͣ�
2)�������ߴ�,���_�^��(f��)�s�Įa(ch��n)Ʒ,��
3)�̻��죬�m�ڿ������a(ch��n),��
(4)ȱ�c(di��n)
����ĥ�鲣���w�S����(qi��ng)ԭ���M(f��i)�ø�,���]�õV���(f��)�ϲ���ȡ��֮��
(5)��Ҫ�a(ch��n)Ʒ
��܇�x���P,�����U(xi��n)��,�������T����,����,��ɳ�l(f��)��늽^����,��
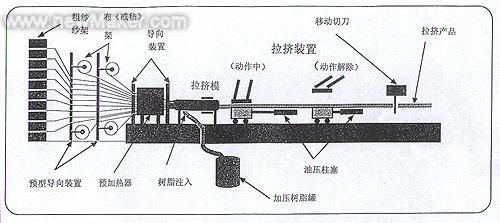
5,�����D���� (Pultrusion)
(1)��Ҫ
��Ҫ���ò����w�S�o���ּ�(ʹ��ǰ�A(y��)�ȷ����ڼ�����)�����ṩ�v��(�����a(ch��n)������)����(qi��ng),��������͵�����(qi��ng)���B�m(x��)ԭ�z��,������ȣ������a(b��)��M������(qi��ng),������քt������߳�Ʒ�����|(zh��)��,����֬�пɼ������ϣ����M(j��n)�Ͳ�������(����ȼ),�������ͳɱ�,��
���D���͵ij�����
1)ʹ�����w�S����(qi��ng)���Ͻ��n��֬��
2)�����w�S�A(y��)���ͺ��M(j��n)��ӟ�ģ�߃�(n��i),���M(j��n)һ�����n(�D�z)��������֬�̻�,����(f��)�ϲ��϶���,��
3)���Ͳİ�Ҫ���L(zh��ng)���Дࡣ
�F(xi��n)������׃�����,���L(zh��ng)�ȷ���ʻ��͵����D��Ʒ���ͼ��g(sh��),��
���D���͌�����(qi��ng)���Ͻ��n��֬�ЃɷN��ʽ��
�z�۽��n����ͨ�����ô˷�����������(qi��ng)����ͨ�^��֬�۽��z,��Ȼ���M(j��n)��ģ��,���˷��O(sh��)��������I(y��)�Ժã��m�ڲ�;�����֬,����ϩ������֬,��
ע����n��(�D6)�����w����(qi��ng)�����M(j��n)��ģ�ߺ�,����ע��ģ�߃�(n��i)�Ę�֬�����n���˷��m�����z�r(sh��)�g��,��ճ�ȸ�,�����a(ch��n)���a(ch��n)��Ę�֬���w�����ȩ,���h(hu��n)��,���p�R����������֬�� / [4 N; [, H0 H% I- h
. G2 |$ ^. b* V% @
6 S8 N& c# E- Q( N
�D6ע����n��
a% @/ m4 a4 k$ T4 {" R& R: }( H3 j0 S: F. Y: T* J0 n8 D2 O$ x5 j- B3 i
(2)ԭ����
��֬�����ò�;�����֬,���h(hu��n)����֬,����ϩ������֬����ȩ��֬,��
�w�S�����D�ò����w�S�o���ּ�,���B�m(x��)�֡��p����,���p����(f��)�Ϛ�,��������w�����,�������w�S����ֵ�,��
о�ģ�һ�㲻�ã��F(xi��n)����PU�l(f��)�ݲ��Ϟ�о��,������B�m(x��)���D�����Ͳ�,�����鱣�؉���ġ�
(3)��(y��u)�c(di��n)
1)�������D�ٶ�0.5-2m/min,��Ч���^��,���m�ڴ��������a(ch��n)�������L(zh��ng)�ߴ���Ʒ,��
2)��֬�����ɾ��_����,��
3)�����w�S�ʿv�����w�N�ȿ��^��(40%-80%),������Ͳ��S��Y(ji��)��(g��u)���Կɷdz���,��
4)��Ҫ�ßo���ּ�����(qi��ng)��ԭ���ϳɱ���,����N����(qi��ng)���ϽM��ʹ��,�����{(di��o)��(ji��)��Ʒ���W(xu��)���ܣ�
5)��Ʒ�|(zh��)����(w��n)��,�����^ƽ��,��
(4)ȱ�c(di��n)
1)ģ���M(f��i)���^�ߣ�
2)һ���������a(ch��n)�㶨�M�������Ʒ��
(5)���ͮa(ch��n)Ʒ
������픙M��,������,���T������Ͳġ�����,��ʯ���_�ɳ��͗U,������͡�����,������,�����߰ѡ��֙C(j��)��վ�֚�,����܇���,������(d��ng)�S����|��,�����w���|о,����~�͡�����,����܇���{(di��o)����,���U(ku��)܉�֡�
6,����մ���������(Vacuum bag process)
9 `* g0 _6 R" d
% O" B9 u: C K/ h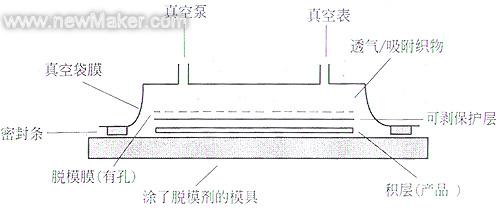
4 C2 i6 |( d# u
�D7��մ�����ʾ��D
3 _" U1 W! N1 M2 L% Z' G+ ?
(1)��Ҫ
�˷����ֺ����c���䷨������,�����ֺ�����õķe���ژ�֬��A�A���cģ����һ ���ڷe���ϸ������z��,����߅�ܷ�,���ں�����ձó���գ��e�ӏĶ��ܵ�������1��(g��)�≺�ĉ���,����������(sh��),�����͡�
(2)ԭ����
��֬����Ҫ���íh(hu��n)����֬,����ȩ��֬,����;�����֬�c��ϩ������֬�t����ձÌ���֬�еı���ϩ(��(li��n)��)�^�ȳ�������ܕ�(hu��)��Ɇ��},����һ�㲻��,��
�w�S��ͬ�ֺ�����
о�ģ�����,��
(3)��(y��u)�c(di��n)
1)������ͨ�ĝ�䁌Ӽ��g(sh��)��ͨ�,��ɫ@�ø��w�S��������Ʒ,��
2)�������ߴ�a(ch��n)Ʒ��
3)�a(ch��n)Ʒ����⣻
4)�^��䁌ӽ��z��϶�ʵ�,��
5)���ډ���,����֬����(j��ng)�Y(ji��)��(g��u)�w�S���w�S�����^�õؽ��n��֬,��
6)�����ڲ����ˆT�����Ͱ�ȫ����մ��p���˹̻��r(sh��)�ݳ��ē]�l(f��)�����|(zh��),��
(4)ȱ�c(di��n)
1)�~��Ĺ�ˇ�^�������˄ڄ�(d��ng)���ʹ��ijɱ���
2)Ҫ������ˆT���^�ߵļ��g(sh��)�쾚ˮƽ,��
3)��֬��Ϻͺ������ƻ�������Ȼȡ�Q�ڲ����ˆT�ļ��g(sh��),��
4)���a(ch��n)Ч�ʲ��ߡ�
(5)���ͮa(ch��n)Ʒ
ͧ,��ِ܇,��о��ճ�Y(ji��),���w�C(j��)���F���_(d��)�֡��C(j��)��,������档
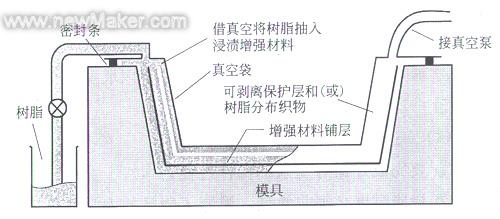
7,����֬Ĥ�۽�����(RFI-Resin Film Infusion)
0 h6 w& `7 a6 E4 I2 ]& r4 `
7 P1 c/ u+ B4 X. }( `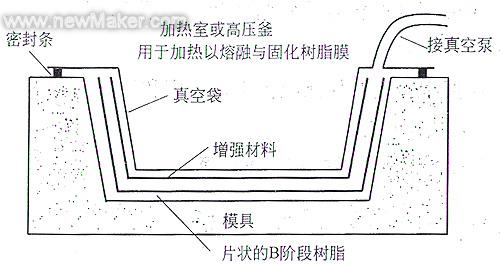
. \3 C6 W3 M! s
�D8��֬Ĥ�۽�����ʾ��D
) ~0 p% v- O! Y z
(1)�� Ҫ
���ɏ�(qi��ng)���c��֬Ƭ(��֬Ƭϵ����һ��Óģ�����ṩ)����䁷���ģ�߃�(n��i)��䁌ӱ���մ�����������ձó����,�����ɿ����(n��i)�՚�����Ȼ��ӟ�,�����֬�ۻ��������ѳ���՚�Ŀ��Ȼ��(j��ng)�^һ��(sh��)�ϕr(sh��)�g���̻�,��
(2)ԭ����
��֬��һ��H�íh(hu��n)����֬,��
�w�S������,��
о�ģ��S��Nо�Ķ�����ʹ��,�����ڹ�ˇ�^���Мضȸ�,����(du��)PVC��ĭ��Ҫ���T̎����������ĭ�p��,��
(3)��(y��u)�c(di��n)
1)��϶�ʵ�,���ɾ��_�@�øߵ��w�S������
2)䁌��坍,�������ڽ����Ͱ�ȫ(���A(y��)��),��
3)���^�A(y��)�����ɱ��ͣ��˞���Ҫ�ă�(y��u)�c(di��n),��
4)���ژ�֬�H���^�����ȷ�����f,���ʘ�֬δ�����װ߅^(q��)���^SCRIMP(������(f��)�ϲ��Ϲ�˾��֬������ͷ���Seeman Composite Resin Infusion Molding Process)��,��
(4)ȱ�c(di��n)
1)Ŀǰ�H��������I(y��)��߀δ�ƏV,��
2)�mȻ����I(y��)�ø߉���ϵ�y(t��ng)�a(ch��n)�ǿ�����Ҫ,�����ӟ��Һ���մ�ϵ�y(t��ng)��(du��)�ڏ�(f��)�ϲ��Ϲ̻������Dz����ٵ�,��
3)ģ��Ҫ���ܽ�(j��ng)�ܘ�֬ĤƬ�Ĺ�ˇ�ض�(�͜ع̻�����60-100oC),��
4)Ҫ������о���ܽ�(j��ng)�ܹ�ˇ�ضȺ͉�����
(5)���ͮa(ch��n)Ʒ
�w�C(j��)���_(d��)��,��Şͧ�{������,��
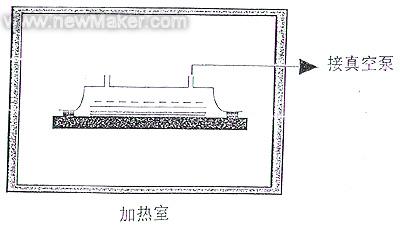
8,���A(y��)����(�߉���)����
' P3 ~& P; ^( ? 
�D9 �A(y��)���ϸ߉�����ʾ��D , R1 j1 W* B. q& g# ^! G
(1)��Ҫ
�A(y��)���ڼӟᡢ�Ӊ���ʹ���܄��ėl����,���������(��)�w�S�A(y��)�����A(y��)����֬�A(y��)���n,���̻���������ڭh(hu��n)���ض��£��A(y��)�������A����ܻ�ׂ�(g��)��,�����ܱ��|(zh��)ʹ��,����(d��ng)Ҫ���L(zh��ng)�����ڣ������������l�����A��,����֬ͨ���ڭh(hu��n)���ض��³��R��̑B(t��i),�����|���A(y��)�����ϕr(sh��)���p��𤸽�У����z���Ƶ�,�����������A(y��)���n���ϵ��w�Sֱ���ɼ�����,���c��֬�Y(ji��)�ϡ��A(y��)���n�������ֻ�C(j��)е���ģ�߱���,��ͨ�^��մ������,����ͨ���ӟᵽ120-180oC��ʹ��֬��������(d��ng),������K�̻�,��ʢ�_���Ӊ���ͨ�������߉���(��(sh��)�H����һ�������ӟ��)�ṩ�����܌�(du��)䁌�ʩ���_(d��)5��(g��)��≺�ĉ���,��
(2)ԭ����
��֬��ͨ���íh(hu��n)����֬,����;�����֬����ȩ��֬���ߜؘ�֬,�����������,�����������p�R����������֬��,��
�w�S������,���mȻ�����ڹ�ˇ�^���У��ߜط�(du��)о����ЩӰ�,����Ҫ����ijЩ���T����ĭо��,��
(3)��(y��u)�c(di��n)
1)�A(y��)�����������ˆT�ɾ��_���{(di��o)����֬/�̻���ˮƽ�͘�֬���w�S�еĺ��������Կɿ��صõ����w�S����,��
2)�����ڲ����ˆTʮ�ְ�ȫ,���o�K�����������坍,��
3)�����w�S�ɱ����,����?y��n)���회��w�S�A(y��)���D(zhu��n)�鿗��Ķ��μӹ��^�̣�
4)���������^�̲��ÿɝB�ĸ�ճ�Ș�֬,����֬���W(xu��)�������W(xu��)�͟����ܿ��������m�˵�,��
5)������Ч�r(sh��)�g�L(zh��ng)(�Ҝ��¿ɱ��|(zh��)��(sh��)��),���@��ζ���Ƀ�(y��u)���Y(ji��)��(g��u)����(f��)�ϲ�����䁌�,��
6)���܌�(sh��)�F(xi��n)�Ԅ�(d��ng)����(ji��)ʡ�ڄ�(d��ng)��,��
(4)ȱ�c(di��n)
1)��(du��)���A(y��)��������ϳɱ���,��
2)ͨ��Ҫ��(du��)�߉����̻���(f��)�ϲ�����Ʒ,�����M(f��i)�����I(y��)��,����Ʒ�ߴ������ƣ�
3)ģ�����ܳ������I(y��)�ض�,��
4)о����Ҫ�������I(y��)�ضȺ͉���,��
(5)���ͮa(ch��n)Ʒ
�w�C(j��)�Y(ji��)��(g��u)��(f��)�ϲ���(��C(j��)����β��)���l(w��i)���c�\(y��n)�d����Y(ji��)��(g��u)��(̫���늳ػ���,���A�ӽY(ji��)��(g��u)��,���l(w��i)�ǽӿ�֧�ܡ���������ֵ�),��ِ܇,���\(y��n)��(d��ng)����(��W(w��ng)���ġ���ѩ���),��
9,���͜ع̻��A(y��)���ϳ��� : ?4 ?) F+ s. I' E8 t
- x* D3 F" t; S# `
) S7 _' j* p: t# E9 S/ p/ R* m. F$ j# u
�D10 �͜ع̻��A(y��)���ϳ���ʾ��D
2 }: v. _- F* r/ ^+ n (1)��Ҫ
�͜ع̻��A(y��)������ȫ��ͨ�����A(y��)���Ϸ����Ƃ䣬����֬�Ļ��W(xu��)���|(zh��)ʹ�������60-100oC�ض��¹̻�,����60oC�r(sh��),�����Ͽɲ��������ڿ�С������1��(g��)���ڣ���������L(zh��ng)���ׂ�(g��)��,����֬ϵ�y(t��ng)������(d��ng)�����m�ڲ�����մ�����,��������ø߉�����
(2)����
��֬��һ��H���íh(hu��n)����֬,��
�w�S������,��ͬͨ�����A(y��)���ϣ�
о�ģ�����,���mȻһ�� ��PVC��ĭ��Ҫ�eע��,��
(3)��(y��u)�c(di��n)
1)���Ђ��y(t��ng)�A(y��)���Ϸ����߂��(1)-(6)�l��(y��u)�c(di��n)��
2)ģ�߲����^����,����ľ�������,������̻��ض��^�ʣ�
3)������������ͽY(ji��)��(g��u),����?y��n)�H����մ�����,���̻��ضȵ�,���ɲ��ú�(ji��n)�εğ�՚�ѭ�h(hu��n)�ӟ���(��(j��ng)���͵ؽ��������Ʒ�ļӟ��� )��
4)�ɲ�����ͨ��PVC��ĭо��,������̎������,��
5)�ܺĵ͡�
(4)ȱ�c(di��n)
1)���ϳɱ��Ը����A(y��)������,��
2)��ӟ��Һ���մ�ϵ�y(t��ng),���Թ̻���Ʒ��
3)ģ�����ܽ�(j��ng)�ܸ��ڭh(hu��n)���ضȵĜض�(����60-100oC),��
4)�����ܺ�,��������ڭh(hu��n)���ضȹ̻���
(5)���ͮa(ch��n)Ʒ
�������L(f��ng)���l(f��)늙C(j��)�~Ƭ,��ِͧ,������ͧ����܇���㲿��,��
10,��SCRIMP,RIFT,VARTM
) M5 T, L5 ?- [5 e 9 G* h: r7 n8 D' C
) s j6 r' ?' @2 q4 K' b" e
�D11 SCRIMP,RIFT,VARTMʾ��D
_0 n- s; i5 m* q' |2 X1 P
(1)��Ҫ
SCRIMP(Seeman Composite Infusion Molding Process��������(f��)�ϲ��Ϲ�˾��֬�B���ͷ�),RIFT(Resin Infusion umder Flexibe Tooling������ģ�ߘ�֬�B��) ,VARTM(Vscuum Assisted Transfer Molding������o����֬���f����)�@���N��ˇԭ�����ơ������������䁌Ӳ�����ģ��(n��i),����ͬRTM,��Ȼ���Ԅ��x���o(h��)�ӺͿp���ǽY(ji��)��(g��u)�������(g��)䁌�����մ����ֺ�,�����o�B©��,����֬�����e�ӡ���֬����������(j��ng)�ǽY(ji��)��(g��u)�����������(g��)䁌ӷֲ�,��SCRIMP������մ��c䁌�֮�g���üӉ�ģ�K,����������������^�c�Y(ji��)��(g��u)�܌�(sh��)�ȡ�
(2)����
��֬�����ͭh(hu��n)����֬,����;�������ϩ������֬,��
�w�S������N���ͨ����@Щ��ˇ�����p�����Ϻܺ���,�������g϶ʹ�Ø�֬��������(d��ng),��
о�ģ�����C�⣬���Nо�ľ�����,��
(3)��(y��u)�c(di��n)
1)ͬRTM,������Ʒ�Hһ��⣬����RTM�����,��
2)����ģ��һ������մ�,����ģ�߃H���^�͏�(qi��ng)�ȣ���ģ�߳ɱ����ͣ�
3)�������ߴ�a(ch��n)Ʒ,��
4)ͨ���ĝ�䁌ӹ��߿ɸ��M(j��n)�������@Щ���ͷ�,��
5)һ�����I(y��)�������a(ch��n)о�ĽY(ji��)��(g��u)��
(4)ȱ�c(di��n)
1)Ҫ��ɺ�����(du��)��(f��)�s�IJ����^��,��
2)��֬ճ�ȱ�횷dz���,����������Ʒ�����W(xu��)���ܣ�
3)䁌�δ������֬����ɵďUƷ���M(f��i)����,��
4) SCRIMP��һЩ��ˇҪ���ѱ���������,��
(5)���ͮa(ch��n)Ʒ
Сͧ���Ʒ����܇�Ϳ�܇܇�����,��
��,���h(hu��n)����֬��(f��)�ϲ��ϵđ�(y��ng)��
�h(hu��n)����֬�����M(j��n)��(f��)�ϲ����Б�(y��ng)����V���Ę�֬�wϵ�������m���ڶ�N����ˇ,�������Ƴɲ�ͬ�䷽,�����{(di��o)��(ji��)ճ�ȷ������Ա��m��(y��ng)�ڲ�ͬ�����a(ch��n)��ˇ,�������A������L(zh��ng)���̻��r(sh��)��ጳ��]�l(f��)��,���̻��տs�ʵ�,���̻������Ʒ���ИO�ѵijߴ緀(w��n)���ԡ����õ��͟�,���͝����ܺߵĽ^����,����ˣ�Ŀǰ�h(hu��n)����֬�y(t��ng)����������(f��)�ϲ��ϵ��Ј�(ch��ng),��
(һ)�h(hu��n)����֬��(f��)�ϲ����ں��չ��I(y��)�Б�(y��ng)��
40�����,����ӹ��I(y��)����Ҫ������һ�N�m�˵IJ���,�������o(h��)܊���w���������_(d��)�쾀,���e�Ƿ��o(h��)��(zh��n)���C(j��)���Zը�C(j��)�ϵ����_(d��)�쾀���������_(d��)�����Á����o(h��)���?q��)�������Ӄx����Ӱ�,������䓾��Ѓ�(y��u)�������_(d��)������,�����ęC(j��)е��(qi��ng)�Ⱥͺ�(ji��n)��ij���ˇ��ʹ���ɞ���������_(d��)�ֲ���,���@�ǚvʷ�ϵ�һ�β��ò�����������_(d��)��,��ͬ�r(sh��)�ִ��ش��M(j��n)�˲���䓲��ϵ��о���
60�������䓼��g(sh��)��ֱ���C(j��)�I(l��ng)��đ�(y��ng)������ͻ��,��������M��B��B����˾���Ʋ�������혪�~,����ȡ�������X��Ƥ���X��C�A�ӽY(ji��)��(g��u)�Ľ��٘��~�������ڲ���䓵�ģ����,����������ߏ�(qi��ng)�ȵ��w�C(j��)�Y(ji��)��(g��u)��,��
70�����,���S�����w�S��̼�w�S,�����]�w�S�����^���F(xi��n),���@Щ��(j��)����(qi��ng)�w�S�ıȄ��ȡ��ȏ�(qi��ng)��,����ƣ�����ܵȃ�(y��u)�ڽ��ٲ���,��������������(qi��ng)�h(hu��n)����֬�M�ɵď�(f��)�ϲ��ϣ������w�C(j��)�����Y(ji��)��(g��u)��(��������)�ϵõ���(y��ng)��,��
��10�����,�����]���@Щ��(j��)����(qi��ng)�w�S�ăr(ji��)���^�ߣ����˸��������ò�,�������_�l(f��)���s��(f��)�ϲ���(Hybrid Composites)���о�,��
�ԏ�(f��)�ϲ������w�C(j��)�l(f��)��(d��ng)�C(j��)�еđ�(y��ng)�Þ����������(gu��)�ɼ҇���l(f��)��(d��ng)�C(j��)����S��ͨ��������w�C(j��)�l(f��)��(d��ng)�C(j��)�I(y��)���F(tu��n)��˾(GE��AEBG)���ջݹ�˾,���Լ�����һЩ���γа���˾,�������ø�����(f��)�ϲ���ȡ�����������w�C(j��)�l(f��)��(d��ng)�C(j��)�㲿������l(f��)��(d��ng)�C(j��)œϵ�y(t��ng)���S�ಿ�o����������,���L(f��ng)����,���L(f��ng)�ȳ��L(f��ng)����(d��o)��Ƭ�ȶ��Ï�(f��)�ϲ������졣��l(f��)��(d��ng)�C(j��)�M(j��n)�ښ��ֵ��⚤��������(gu��)�ۺ��﹫˾��̼�w�S�h(hu��n)����֬�A(y��)����(E707A)�B䁶���,����������177��ߜصğ�������(w��n)���Կƚ�����⻬���R��,���������γɌ���������FW 4 0O0�Ͱl(f��)��(d��ng)�C(j��)��8 0��(g��)149��ĸߜؿ՚⇊�ڌ�(d��o)��ƬҲ����̼�w�S�h(hu��n)���A(y��)���������,��
��316���@һ�O�ޜض����µĭh(hu��n)����,����(f��)�ϲ��ϲ��H���܃�(y��u)�ڽ��٣����ҽ�(j��ng)��(j��)Ч���,����(j��)������˾����,������͙C(j��)����ÿ�p�pһ�������w�C(j��)������(g��)ʹ�����ރ�(n��i)�ɹ�(ji��)ʡ 100 0��Ԫ,����(j��)�����R�ع�˾����,������(gu��)����s��100�f����(f��)�ϲ����������쇊���w�C(j��)�l(f��)��(d��ng)�C(j��)������N���~���_(d��)5000�f��Ԫ,��
Ŀǰ�h(hu��n)����֬���B�m(x��)ʹ�Üض���s��280������,������DOW���W(xu��)��˾��һ�N��܈F(tu��n)�h(hu��n)����֬Tactlx742���ö������������̻���,���Ƴɵ���Ʒ�������ض�Tg��310��,�����������쇊��l(f��)��(d��ng)�C(j��)�����
(��)�h(hu��n)����֬��(f��)�ϲ����ں��칤�I(y��)�еđ�(y��ng)��
����g(sh��)��(du��)�Y(ji��)��(g��u)���ϸ߱�ģ�����߱ȏ�(qi��ng)�ȵ�Ҫ��,���e��(y��n)��,��ʹ���M(j��n)��(f��)�ϲ��ϳɞ�����g(sh��)����IJ��ϡ�����Y(ji��)��(g��u)���ϵĻ�����֬�����϶����íh(hu��n)����֬,������Ҫ�đ�(y��ng)�÷������£�
1,�����w����l(f��)��(d��ng)�C(j��)���w
��50���ĩ�������w�S�p�@���͵IJ���䓚��wȡ��䓚�,��ʹ�Y(ji��)��(g��u)�p�p50��һ60��,��������������1��,�� M X������(j��)�l(f��)��(d��ng)�C(j��)���wȫ�����÷��]���h(hu��n)����֬�wϵ,�������ֱȲ���䓵�ͬ�ߴ皤�w�p�p50����
�ڰ��ﰲ�\(y��n)�d����S��Y(ji��)��(g��u)������̼�w�S���h(hu��n)����֬����,��
2����(zh��n)�Ԍ�(d��o)���ϵđ�(y��ng)��
����(gu��)�Ѳ���JFRP�����^�Y(ji��)��(g��u)���w,���x��œ����(j��)�g�ε�50����(g��)��ϵ�y(t��ng)����,����(j��) ���ϣ��(d��o)���c���˾�Q��̼�w�S���h(hu��n)����֬����ęC(j��)��(g��u)ȡ���X�Y(ji��)��(g��u),����ʹ�Y(ji��)��(g��u)�p�p40����
3,���l(w��i)�Ǻ�����ϵĽY(ji��)��(g��u)��(y��ng)��
�l(w��i)�ǽY(ji��)��(g��u)���p�ͻ���(du��)�l(w��i)�ǹ��ܼ��\(y��n)�d�����Ҫ�����P(gu��n)��Ҫ,�����Ԍ�(du��)�l(w��i)�ǽY(ji��)��(g��u)������Ҫ��܇�(y��n)����(gu��)�HͨӍ�l(w��i)��VA��������Ͳ��̼�w�S��(f��)�ϲ���ȡ���X��p��23kg (�sռ3O��),��ʹ��Ч�d��œ���� 450�l�Ԓ��·,���H��һ�(xi��ng)ӯ���ͽӽ��l(w��i)�ǵİl(f��)���M(f��i)��,����,���W�l(w��i)�ǽY(ji��)��(g��u)�����������ص�10��,����ԭ����ǏV��ʹ�������M(j��n)��(f��)�ϲ��ϡ�
4�������w�C(j��)�ϵđ�(y��ng)��
����(gu��)�����w�C(j��)��ʹ�õĽY(ji��)��(g��u)��(f��)�ϲ��Ͽ��ؼs2��,���������M(j��n)��(f��)�ϲ��Ϻ�p��410kg,���������@�p�����w���^�������(f��)�s�Ĝضȭh(hu��n)�������׃�Ρ������w�C(j��)�M(j��n)��܉����,���ÙC(j��)е��Ͷ�źͻ����l(w��i)��,���C(j��)е���ϱۡ�ǰ�����ó���ģ��ʯī�w�S GY�� 7 0����(qi��ng)�h(hu��n)���Ƴɵ�,��
��֮,����(f��)�ϲ����ѳɞ�����I(y��)�в���ȱ�ٵ��P(gu��n)�I���ϡ�
(��)�h(hu��n)����(f��)�ϲ��������ù��I(y��)�еđ�(y��ng)��
���nj�(du��)�C(j��)е��(qi��ng)��Ҫ��ߵ�����(qi��ng)������Ʒ�����ϲ��íh(hu��n)����֬������w,��
1,������䓵ĉ����� ���ܵ�
�҇�(gu��)�������������ؑc,����ؕ�����a(ch��n)��܇�É��s��Ȼ��(CNG)ƿ,�������ѳɞ�F(xi��n)��ʹ��CNG����܇���ij��С�
��(gu��)��(n��i)�ѽ�(j��ng)��4����I(y��)���a(ch��n)�h(hu��n)������䓸߉���,��
60�����(gu��)��(n��i)�ƿʮ�־o��,�������w�S�p�@�������첣��䓚�ƿ�ஔ(d��ng)���S�����ƶ��^���C��(bi��o)��(zh��n)FC194-74,��90R���ĺ��ƶ�ZBQ23004һ90,�������w�S����(qi��ng)���ω����������ԭh(hu��n)����֬��616��ȩ��֬�wϵ����w,��40������ƿʹ�É����� 12MPa,��ʹ�É���5�����ϡ��Ϻ������о������R������䓏S����,��Ҳ�����w�S�p�@����ˇ,����ʹ�íh(hu��n)����֬һ���������wϵ�������ܲ����ڭh(hu��n)��һ��ȩ��֬�wϵ,���ô��䷽�Ƴ�ˮ���õĉ�������,��
2�������늙C(j��)�o(h��)�h(hu��n),���h(hu��n)��
�o(h��)�h(hu��n)���b�ڰl(f��)늙C(j��)�D(zhu��n)�Ӄɶ�,�����o(h��)�D(zhu��n)�Ӿ�Ȧ�Ķ˲�����ֹ�ڸ������D(zhu��n)�r(sh��),�����x�����������ǰl(f��)늙C(j��)�������IJ���֮һ,����(du��)��(qi��ng)�Ⱥ�ģ��Ҫ����^�ߣ������p�|(zh��)�ߏ�(qi��ng)�ď�(f��)�ϲ��Ͽ���ȡ���o懷��źϽ��,�� 60���ĩ��(gu��)��(n��i)�Ⱥ����a(ch��n)1. 25Wǧ�ߺ�2. 5�fǧ�߃ɷN�l(f��)늙C(j��)�o(h��)�h(hu��n),�������ɱ�������늙C(j��)�S�����ݲ���䓻����O(sh��)��S���Ϻ������о����Ȇ�λ����,���x�øߏ�(qi��ng)��(S)�����w�S��ģ��(M)�����w�S�M(j��n)���p�@,����62O7(֬�h(hu��n)��)�h(hu��n)����֬һ�����wϵ��֬�䷽�� AFG�� 9 0�h(hu��n)����֬(�sˮ���Ͱ���)���� HK��0 21�����wϵ������w��ʹ�ö�����r����,��
������h(hu��n) 3 0 00ǧ�����µ��ں��ݲ���䓻����O(sh��)��S���a(ch��n),�����ڱ�������늙C(j��)�S���b���S30�꣬���ڶ��ͮa(ch��n)Ʒ,��
����,���l(f��)늙C(j��)���Ӿ�Ȧ�˶�֧�έh(hu��n)���b�ڶ��Ӿ�Ȧ�ıǶ�,����������d���ǰl(f��)늙C(j��)�l(f��)����·��˲�g,������ò��������,���Q�鲣��䓽��h(hu��n)���@�N���h(hu��n)���b��10�fǧ�ߵĚ�݆�l(f��)늙C(j��)��,����ʹ��20����,���ڇ�(gu��)��(n��i)����60�fǧ�߰l(f��)늙C(j��)�õIJ�����F��(�����������֧�έh(hu��n))Ҳ������10���ꡣ
����䓽^����,���д����M(j��n)һ���_�l(f��)�о�,���^���ӵ������ǰю�늾�·����㲿��֮�g���_����Ҫ��^����Ҫ��ߏ�(qi��ng)��,��늽^������(������),�����ò���䓺��m�á���(gu��)����¶���22�f��ݔ늗U�ϵĽ^�����Ѳ��íh(hu��n)����֬����䓳������a(ch��n),��
3,�������g��Ʒ
ͨ����;�����֬����䓵����W(xu��)������45�����Ϗ�(qi��ng)�Ⱦ͕�(hu��)���@�½���ͬ�r(sh��)��;�����֬�͉A���^��,������ڷ����g��Ʒ��Ҫ��(qi��ng)�ȸ�,���͜��ԺõȄt���h�x�íh(hu��n)������䓡����Ϻ�����䓶��S,�������a(ch��n)�����F�^����,������(y��ng)����Ҫ�B�m(x��)��120��ʹ�ã��x�íh(hu��n)�������ȡ���˺ܝM���Ч��,���@�N�ߜصķ���(y��ng)�������R������䓏S�����,��
4�������ģ��
(1)������T��ģ��
�ò�����Ƴɵ��T��ģ��,����ľģ,���Xģ��Ч���õĶ࣬ʹ�É����L(zh��ng),��ͨ�����f������,���r(ji��)��Ҳ���^���ˡ�
(2)�������Ʒģ��
���Ç������,����֬���fģ��( RTM)�����������Ʒģ��,��ͨ�����ò�;��������ģ��,���P�߽��h���íh(hu��n)����֬�����ģ�߸���,������ģ�ߏ�(qi��ng)�ȸߡ�ʹ�É����L(zh��ng),���ߴ緀(w��n)���Ժõȃ�(y��u)�c(di��n),��
5���L(f��ng)���l(f��)늙C(j��)�~Ƭ
�҇�(gu��)�����L(zh��ng)23m,����(gu��)���ѽ�(j��ng)���^50m,��
6,��̼�w�S�a(b��)��(qi��ng)�����Y(ji��)��(g��u)
7���\(y��n)��(d��ng)����
�ߠ�����U,���W(w��ng)����,����ë���ġ�������,����ѩ��,���O�ߡ�����܇�ܵ�,��
��,���҇�(gu��)�h(hu��n)����֬�Ј�(ch��ng)����
��(j��)�y(t��ng)Ӌ(j��)��2003���Ї�(gu��)��ꑭh(hu��n)����֬�a(ch��n)��25�f��,�����������L(zh��ng)25%,���M(j��n)��19.88�f�������������L(zh��ng)23%,������3.558�f��,�����������L(zh��ng)81%�����F(xi��n)���M(f��i)��41.322�f��,�����������L(zh��ng)21%,��
�Ј�(ch��ng)�����飺
Ϳ�� 45%
������ 36%
��(f��)�ϲ��� 5%
ճ�Y(ji��)�� -7%
����(��(li��n)����) -7%
2003���҇�(gu��)������a(ch��n)�߉�����䓭h(hu��n)����3000�����s�íh(hu��n)����֬1300��,�������Y(ji��)��(g��u)����CF(̼�w�S)�a(b��)��(qi��ng)�íh(hu��n)����֬5 00��,��
�^���������a(ch��n)2000�����íh(hu��n)����֬1000��,��
2003�����a(ch��n)�h(hu��n)�������2�f��,�����íh(hu��n)����֬9000������
2003�����a(ch��n)�����w�S�����~��14�f��,�����íh(hu��n)����֬6.15�f��,��2004������L(zh��ng)3O�����ϡ����íh(hu��n)����֬���_(d��)8�f��,��
2003���������a(ch��n)��ϩ������֬(VER)���íh(hu��n)����֬2900��,��
��(gu��)�a(ch��n)��֬���|(zh��)����(w��n)�����д����M(j��n)һ����ߣ������(gu��)��(n��i)һЩ��(f��)�ϲ��ϏS�������a(ch��n)Ҫ�������^�ߵĮa(ch��n)Ʒ(��^����,���^����)�r(sh��),������������(DOW)������(Shell),���Ϳ�����(Bakelite)�ȇ�(gu��)�˾�Įa(ch��n)Ʒ,��
�^����(gu��)���ϻ��W(xu��)�ڽ��Kʡ���Ҹ��н��O(sh��)һ��a(ch��n)��4��1�f���h(hu��n)����֬���a(ch��n)�S�M��һ��a(ch��n)�� 4�f���ďS���n��(gu��)��(gu��)�����W(xu��)������ɽ��һ��a(ch��n) 2�f���ĭh(hu��n)����֬�S,�����M�ٽ�һ��a(ch��n)2�f���h(hu��n)����֬�����a(ch��n)��,��
�_(t��i)���ӹ�˾���ʼ��F(tu��n)���M(j��n)�ձ��|�����ɼ��g(sh��)�ڏV���d������a(ch��n)��2.3�f���ĭh(hu��n)����֬�S,���ձ���F���W(xu��)��˾�ӹ�˾Tohto Kasei��˾�D(zhu��n)���g(sh��)�o������ʡ�R�A���W(xu��)��˾��һ��a(ch��n)��2�f���ĭh(hu��n)����֬�S��
ֵ���a(b��)�����,���h(hu��n)����֬߀���������ﱣ�o(h��),�����L(zh��ng)�����{�ć�(gu��)�Ҽ�(j��)���c(di��n)�����ؑc����ꖿh���w�R(������R)���w���w�^���У��������p�uʯ���ԭh(hu��n)����֬ճ�Y(ji��)���a(b��)���ע���Ͷ��� ,��ʹ�@��ʼ��������(gu��)��hĩ��(��� 1780��)�ĹŽ������Ի؏�(f��)����,�� |






 �l(f��)���� 2007-1-6 21:49:32
�l(f��)���� 2007-1-6 21:49:32

 QQ���Ѻ�Ⱥ
QQ���Ѻ�Ⱥ �ղ�
�ղ� ����
���� ���}���I(y��),���������
���}���I(y��),��������� �����h/��ˮ/������
�����h/��ˮ/������
 ����
����