p$ b) G$ k" i6 V: i| / Y3 R7 [, h7 W
' f/ o, T7 m# w0 s/ h* P當(dāng)選擇一把立銑刀做特定的銑削操作時,,需要考慮許多因素以確保操作成功,。
刀具的材料
刀具的材料(刀具本身的物質(zhì))是刀具的主要特性,不論刀具是否具有涂層或是刀具成本有多少,,對于您的銑削操作它都起到至關(guān)重要的作用,。
高速鋼(HSS):高速鋼是最基本最普通的刀具材料,多用于老式磨床用作簡單,、短期的操作,。高速鋼材料的刀具不如高速鋼-鈷合金以及硬制合金材料的刀具那樣,具有轉(zhuǎn)速和進給量上的優(yōu)勢,。
高速鋼-鈷合金:往普通的高速鋼中摻入8%含量的鈷而制成的刀具,,其硬度要比純高速鋼材料大,這樣轉(zhuǎn)速,、進給量以及價格方面都會比后者有所提高,;當(dāng)然,即使提高后也遠不能和硬制合金材料的刀具相比,。
硬制合金:硬制合金刀具的運行速度要比高速鋼和高速鋼-鈷合金刀具快2至2.5倍,,實際上也提高的生產(chǎn)的效率和產(chǎn)量。如果您正在使用或打算使用硬制合金刀具,,請注意以下幾點:
確保您的刀具具有一個牢固結(jié)實的接軸,,使其連接在刀架上不發(fā)生移動。因為,,硬制合金刀具質(zhì)地較脆,,而且轉(zhuǎn)速較高,如果連接不牢固很容易發(fā)生斷裂,。
最初購進硬制合金的成本也許要比前兩者高,,但使用它在生產(chǎn)中效率很高,而且使用期效長,,又節(jié)約了更換的費用,;整個算下來,其創(chuàng)造的利潤遠大于其成本,。
硬制合金刀具比高速鋼刀具更易受切削碎料的影響,,操作時要格外小心,。
刀具的參數(shù)
需要根據(jù)具體的操作來選擇合適的端銑刀參數(shù)。以下是一些需要考慮到的基本要素:
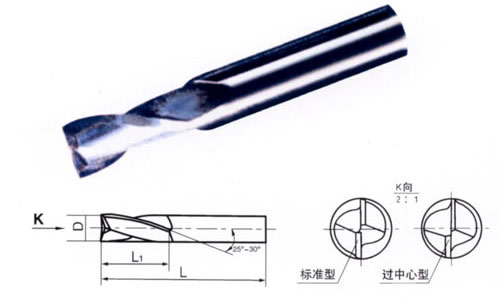
刀具總長:如果操作允許的話,,盡量使用較短的端銑刀以減小銑削過程中的偏差,。所以盡可能選用短型端銑刀以節(jié)約刀具成本。
標(biāo)準型:根據(jù)特定操作選擇
長型:根據(jù)特定操作選擇
短型:適合加工任何需要深度進給量的材料,,極大的減小了銑削過程中的偏差,。
刀槽的數(shù)目:刀具刀槽數(shù)目的增多會使切屑不易排出,但能在進給程度不變的情況下提高加工表面的質(zhì)量,。二槽和四槽刀具較為常見,。
二槽:具有最大的排屑空間。多用于普通的銑削操作和較軟材料的銑削操作,。
三槽:非常適用于開孔操作,,也適用于普通的銑削操作。排屑性能和加工質(zhì)量介于中間,。
四槽:適用于較硬的鐵金屬操作,,加工質(zhì)量較高。
六槽和八槽:大數(shù)目刀槽的刀具排屑能力減小,,而成品的表面質(zhì)量有了提高,。這樣的刀具特別適合做最終成品的加工。操作前要清除掉雜屑污物,。 ! n9 ~6 E- T5 ]2 S
6 M7 v1 h2 ~1 \: B- n8 ] o
5 `$ ^9 w+ X O& M f( l5 J2 A- W6 a- V
, [' s0 [7 _, A! a3 F- q
| 刀面角(前角):一般端銑刀的具有10-12°的正刀面角,,這樣比較適合切削軟質(zhì)、粘質(zhì)以及高韌強度的材料,。要根據(jù)所加工的材料調(diào)整刀面角,。在選擇刀面角(前角)的同時,也要考慮到刀具的間隙角(后角),,以直接增加切削刃后的力量,。 |
# v, N# V1 V" S# G u- `- }/ X
0 V& {( e: L+ r: F' r M| 螺旋角:一般端銑刀的螺旋角通常在30°左右,。更高的螺旋角有利于切屑的排出,,比較適合用于像鋁這樣材料的快速銑銷加工。 | |






 發(fā)表于 2006-5-27 18:22:54
發(fā)表于 2006-5-27 18:22:54

 QQ好友和群
QQ好友和群 收藏
收藏 淘帖
淘帖 問題專業(yè),描述清楚
問題專業(yè),描述清楚 伸手黨/灌水/看不懂
伸手黨/灌水/看不懂 樓主
樓主 發(fā)表于 2007-9-5 08:41:04
發(fā)表于 2007-9-5 08:41:04